

제조공정

산업 제조
워터젯 가공(WJM)과 연마성 워터젯 가공(AWJM)은 모두 금속 제조에서 섬유 및 식품 가공에 이르기까지 산업 전반에 걸쳐 사용되는 고압, 고속 공정입니다. WJM은 깨끗하고 가압된 물에만 의존하는 반면, AWJM은 알루미나, 감람석 또는 석류석과 같은 연마재를 사용하여 흐름을 강화하여 절단 능력을 극적으로 향상시킵니다.
WJM에서는 증압기를 사용하여 물을 2,500~4,000bar까지 가속한 다음 작은 직경의 노즐을 통해 전달합니다. 노즐은 압력 에너지를 운동 에너지로 변환하여 최대 1,000m/s에 도달할 수 있는 제트를 생성합니다. 제트 플레어를 방지하기 위해 안정 장치를 추가할 수 있으며 잔류 속도를 흡수하고 고정 장치를 보호하며 표면 마감을 개선하기 위해 캐처(catcher)가 종종 사용됩니다. 제트 자체가 유일한 절단 매체이기 때문에 WJM은 가죽, 폴리머, 식품, 직물과 같은 부드럽거나 다공성인 재료에 이상적이지만 금속이나 세라믹을 절단하는 데 필요한 힘이 부족합니다.
AWJM은 미세한 연마 입자를 가압된 물에 통합하여 이러한 한계를 해결합니다. 혼합물은 노즐을 빠져나가기 전에 전용 혼합 챔버(집중 튜브)에서 형성됩니다. 제트 속도는 순수한 물과 비슷하지만 연마재가 있으면 미세 절단 작업이 가능해 AWJM이 최대 10mm 두께의 금속 및 세라믹 판을 절단할 수 있습니다. 단점은 연마재의 추가 비용과 입자 매립 가능성으로 인해 AWJM이 식품 가공과 같은 위생 응용 분야에 적합하지 않다는 것입니다.
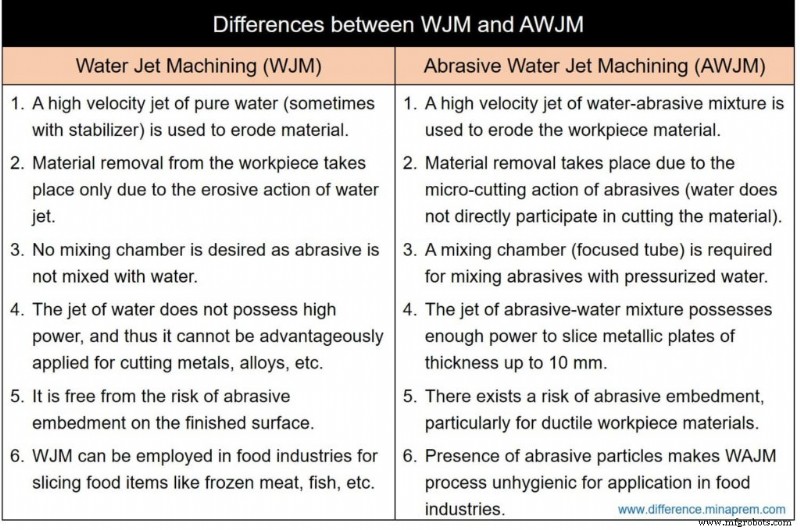
| 측면 | 워터젯 가공(WJM) | 연마재 워터젯 가공(AWJM) |
|---|---|---|
| 절단 매체 | 고속 순수(때때로 안정제 포함) | 고속 수-연마제 혼합물 |
| 재료 제거 메커니즘 | 물분사에 의한 직접 침식 | 연마재를 이용한 미세 절단; 물은 운반체 역할만 하고 플러시됩니다. |
| 믹싱챔버 필요 | 챔버 필요 없음 | 정의된 비율로 연마재를 혼합하는 데 필요 |
| 절단 능력 | 부드러운 소재:가죽, 폴리머, 식품, 직물 | 부드러운 소재와 최대 10mm 두께의 금속, 합금, 세라믹 |
| 비용 고려사항 | 연마 비용이 없습니다. 운영 비용 절감 | 추가 연마 비용; 전체 비용 증가 |
| 표면 무결성 위험 | 연마재 매립 없음; 탁월한 표면 마감 | 특히 연성 가공물에 마모성 매립 위험 |
| 위생 적합성 | 식품 가공에 안전함(예:냉동 고기 슬라이스) | 연마재 오염으로 인해 비위생적입니다. 식품 산업에는 권장되지 않습니다 |
제조공정
소개 책 시리즈 Lessons In Electric Circuits의 세 번째 권입니다. 전기 회로 및 전자 회로는 공식적으로 교차됩니다. 전기 회로는 균일한 전하 흐름이 발생하는 전도성 와이어 및 기타 장치의 연결입니다. 전자 회로는 제어의 일부 수단이라는 점에서 전기 회로에 새로운 차원을 추가합니다. 전압 또는 전류와 같은 다른 전기 신호에 의해 전하의 흐름에 가해지는 것입니다. 전자 회로 그 자체로 전하 흐름의 제어는 전기 회로를 공부하는 학생에게 새로운 것이 아닙니다. 스위치는 전위차계와 마찬가지로 전하의 흐름을 제어하
개학이 본격화되는 9월은 캠퍼스 안전의 달입니다. 이번 달에 전국 화재 예방 협회(National Fire Protection Association, NFPA)는 학생을 위한 캠퍼스 화재 안전(Campus Fire Safety for Students)과 협력하여 캠퍼스 안팎에서 생활하는 것의 위험성에 대한 인식을 높이고 부모가 자녀의 임대 계약을 체결하기 전에 교외 아파트. 여기 Mar-Bal에서는 화재 안전을 위해 최선을 다하고 있습니다. 우리는 열경화성 복합 재료의 재료 공학을 제어하는 자체 최첨단 실험실을 보유하고 있습니