

CNC 기계

산업 제조
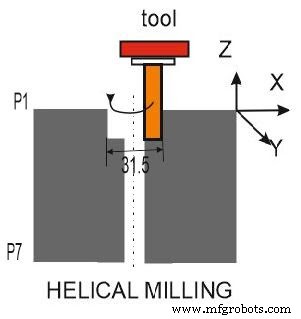
헬리컬 밀링 프로그램에서는 홀의 직경을 최대 31.5mm까지 확장하고 있습니다. 헬리컬 밀링을 위한 프로그램을 만드는 방법을 살펴보겠습니다;
O1234
설명
N20 -증분 좌표계의 프로그램, 밀링 머신의 작업 좌표 대상, "mm"의 모든 치수, xy 평면 선택, 적용되는 경우 취소된 cannedcycle, 도구 높이 오프셋 보정 음수;
N30 – 시계 방향 속도로 스핀들 1200 r.p.m.
N40 – X0 및 Z0 위치에서 급이송 .
N50 - 공구가 Z10 위치에서 이동하는 급이송, 절삭유가 켜져 있습니다.
N60- Z가0인 선형 보간 명령. ( 공작물에 대한 공구 터치 ) , 회전당 이송 속도는 0.2
N70 - 선형 보간 명령(여기서 도구는 X축에서 15.75번째 위치, 도구 반경 보정은 왼쪽)을 취합니다.
N80 - I에서 시계 반대 방향으로 원형 보간 =-15.75 &Z축의 절입 깊이는 -4입니다.(첫 번째 절단 가상 점 P0 ~ P1)
N90 - I에서 시계 반대 방향으로 원형 보간 =-15.75 &Z 축의 절입 깊이는 -4 입니다. ( 포인트 P1에서 P2로의 Secondcut)
N150 - 시작 위치 X =0 에서 공구 복귀 , 공구 노즈 보정 꺼짐
N160 - Z50 위치에서 공구가 이동하는 급이송 .
N170 - 냉각수 꺼짐 , 스핀들 꺼짐 , 메인 프로그램 종료 .
CNC 기계
제출자:Brian 그림/이미지 CNC 프로그램 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+110 Y+80 Z+03 TOOL DEF 1 L+0 R+3.54 TOOL CALL 1 Z S 22005 L X+30 Y+15 Z+2 R0 FMAX M036 L Z-5 R F40 M7 L X+80 Y+60 R F M8 L Z+20 R F M9 L X-40 Y+60 R F M0210 END PGM 1
제출자:Brian 그림/이미지 CNC 프로그램 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+50 Y+56 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S 22005 L X+57 Y+25 Z+2 R0 FMAX M036 L Z-5 R F80 M7 L X+20 R F M8 L Z+20 R F M9 L X-40 Y+60 R F M0210 END PGM 1