

CNC 기계

산업 제조
제출자:Brian
0 BEGIN PGM 1 MM 1 BLK FORM 0.1 Z X+0 Y+0 Z-20 2 BLK FORM 0.2 X+50 Y+56 Z+0 3 TOOL DEF 1 L+0 R+5 4 TOOL CALL 1 Z S 2200 5 L X+57 Y+25 Z+2 R0 FMAX M03 6 L Z-5 R F80 M 7 L X+20 R F M 8 L Z+20 R F M 9 L X-40 Y+60 R F M02 10 END PGM 1
CNC 기계
제출자:cnc 프로그래머 그림/이미지 CNC 프로그램 0 BEGIN PGM FK2 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+100 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S5005 L M66 L X-20 Y+30 R0 FMAX M37 L Z+2 FMAX8 L Z-10 F5009 L X+2 Y+30 RL10 CC X+20 Y+3011 C X+5.6 Y+40.8 DR-12 L X+38 Y+8413 CC X+50 Y+7514 C X+63.656 Y+8
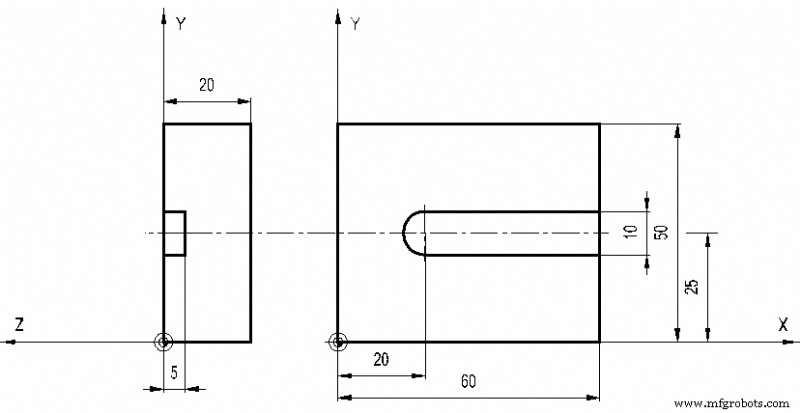
제출자:BEATA 요약 Q. 표시된 수치에 대한 CNC Part Program 작성 측면 밀링의 경우 속도 1200rpm 및 이송 100mm/min홀 드릴링의 경우 속도 1200rpm 및 이송 80mm/min슬롯 밀링의 경우 속도 1200rpm 및 이송 120mm/min 구멍 직경을 15mm로 설정합니다.절대 좌표계를 사용합니다. 해결책: 작업 순서:1 기준점, 좌표계, 도구 설정, 이송 및 속도 값 제공2 반경 보정용 커터 설정 왼쪽 오프셋3 도구를 A에 설정, 스핀들 시작 및 포기 피드(-Z 방향)4 측면 밀링의 추가 절