

나노물질

산업 제조
기포 전기방사(BE)를 기반으로 구리 튜브로 만든 용액 저장소와 결합된 원뿔 모양의 공기 노즐을 사용하는 수정된 자유 표면 전기방사(MFSE)가 제공되어 고품질 나노섬유의 생산을 증가시켰습니다. MFSE 공정에서 소듐 도데실 벤젠 설포네이트(SDBS)를 전기방사 용액에 첨가하여 액체 표면에 기포를 발생시켰다. 인가 전압과 생성된 기포가 나노섬유의 형태와 생성에 미치는 영향을 실험적, 이론적으로 조사하였다. 전기장의 이론적인 분석 결과는 실험 데이터와 잘 일치했으며 인가 전압이 증가함에 따라 나노섬유의 품질과 생산이 향상되고 생성된 기포가 나노섬유의 품질과 생산을 저하시키는 것으로 나타났습니다.
<섹션 데이터-제목="배경">전기방사는 고분자 나노섬유의 생산을 위한 간단하고 효율적인 기술로 인식되어 왔다. 전기방사 나노섬유는 높은 표면적, 높은 표면 에너지 및 높은 표면 활성 등으로 인해 부직포[1], 강화 섬유[2], 약물 전달 시스템[3]과 같은 다양한 응용 분야에서 사용될 수 있습니다. , 조직 공학 [4], 연료 전지 [5], 복합 재료 [6], 여과 [7], 포토닉스 [8], 센서학 [9], 슈퍼커패시터 [10], 상처 드레싱 [11] 등 [12, 13,14,15].
기존의 단일 바늘 전기방사는 일반적으로 0.01–0.1g/h 수준의 낮은 생산량으로 인해 상업용 응용 분야에 나노섬유의 적용을 억제합니다[16]. 나노섬유의 응용을 넓히기 위해서는 양질의 나노섬유를 대량 생산하는 것이 바람직하다. 전기방사 기술의 생산을 향상시키는 데 많은 노력이 집중되었습니다. Ding et al. [17] 다중 바늘 전기방사 시스템을 사용하여 성공적으로 섬유를 방사했습니다. Dosunmuet al. [18]은 다공성 튜브를 장착한 전기방사 기술을 개발했습니다. Yarin et al. [19]는 2층 시스템에 작용하는 수직 자기장과 전기장의 조합을 기반으로 한 나노섬유의 대량 생산을 위한 자유 표면 전기방사(FSE)를 제시했습니다. Jirsak et al. [20] 나노섬유 발생기로 회전하는 수평 롤러를 사용하는 FSE 특허. Wang et al. [21]은 방사구로 원추형 금속 와이어 코일을 사용하여 새로운 무바늘 전기방사를 시연했습니다. Luet al. [22]는 방사구로 큰 금속 회전 원뿔을 사용하여 새로운 고처리량 전기방사 기술을 보고했습니다. Qin et al. [23]은 다중 제트를 형성하기 위해 1단계 피라미드 모양의 구리 방사구를 사용하는 FSE 설정을 제시했습니다. Chen et al. [24]는 다중 제트를 생성하기 위해 액체 표면에 기포를 생성하기 위해 가스 펌프를 사용했습니다. Liu et al. [25]는 나노섬유 처리량을 향상시키기 위해 바늘 디스크를 방사구금으로 사용하는 전기방사 기술을 제안했습니다. 또한 하전된 제트의 역학을 연구하기 위해 나노유체에 대한 수치 시뮬레이션[26]이 제시되었습니다. 그리고 전기장[27], 자기장[28]과 같은 다양한 매개변수가 나노유체의 거동에 미치는 영향을 체계적으로 조사하였다.
이 논문에서, 기포 전기방사(BE)를 기반으로 하는 고품질 나노섬유의 높은 처리량 제조를 얻기 위해 구리 튜브로 만들어진 용액 저장소와 결합된 원뿔 모양의 공기 노즐을 사용하는 수정된 자유 표면 전기방사(MFSE)가 제시되었습니다[24]. 구리 튜브로 만든 용액 저장소와 결합된 노즐을 사용하여 전기방사 프로세스를 시작하기 위해 다중 제트를 생성했습니다. MFSE의 효과는 나노섬유의 직경 분포와 처리량을 측정하여 실험적으로 연구되었습니다. 그 결과 인가 전압의 증가에 따라 나노섬유의 품질과 생산이 향상되는 것으로 나타났다. BE와 비교할 때 MFSE는 훨씬 더 높은 인가 전압에서 나노섬유를 생성할 수 있어 나노섬유 직경을 줄이고 직경 분포를 향상시키며 나노섬유 처리량을 향상시킬 수 있습니다.
계면 활성제는 일반적으로 기포 발생에 큰 영향을 미치는 고분자 용액의 표면 장력을 줄이기 위해 사용됩니다. 결과적으로 기포의 형성과 안정화는 사용된 계면활성제의 조성과 물리화학적 성질에 크게 좌우된다[29]. 이전에 우리는 계면활성제인 SDBS(sodium dodecyl benzene sulfonate)를 조금만 사용해도 표면 장력을 크게 줄이고 방사 공정을 촉진하며 전기방사된 폴리비닐알코올(PVA) 나노섬유의 기계적 특성을 개선할 수 있음을 발견했습니다[30 ]. 따라서 본 연구에서는 액체 표면에 기포를 발생시키기 위해 전기방사 용액에 SDBS를 첨가하였다. 나노섬유의 형태와 생산에 대한 기포의 영향을 실험적이고 이론적으로 조사하였다. 전기장의 이론적인 분석 결과는 실험 데이터와 잘 일치했으며 기포가 나노섬유의 품질과 생산을 저하시키는 것으로 나타났습니다.
중합도가 1750 ± 50°인 PVA 및 SDBS는 Sinopharm Chemical Reagent Co., Ltd.(중국 상하이)에서 구입했습니다. 7wt% 농도의 PVA 수용액은 PVA 분말을 탈이온수에 용해하여 제조했습니다. 그리고 0.3wt% SDBS를 PVA 용액에 용해시켰다. 그런 다음 용액이 균질해질 때까지 90°C에서 2시간 동안 교반했습니다. 모든 화학 물질은 분석 등급이었고 추가 정제 없이 사용되었습니다.
MFSE 장치의 개략도는 그림 1에 나와 있습니다. 장치는 가변 고전압 발전기(0–150kV, TRC2020, Dalian Teslaman Technology Co., LTD), 가스 펌프(TEION4500co, Eiko, Japan ), 가스 튜브가 있는 오른쪽 원형 원뿔 모양의 공기 노즐, 내경 40mm 및 높이 30mm인 구리 튜브로 만든 수직 용액 저장소, 저장소 위의 접지된 수집기. 원뿔형 공기 노즐의 높이는 20mm였습니다. 바닥의 내경은 40mm이고 상단의 내경은 1.5mm입니다. 노즐은 폴리에틸렌(PE)으로 만들어졌으며 그 상단은 구리 용액 저장소의 상단과 같은 높이여야 합니다. 발전기의 양극 단자는 용액 저장소에 직접 연결되었습니다. 발전기에서 공급되는 전압을 회전전압으로 지정하였다.
<그림>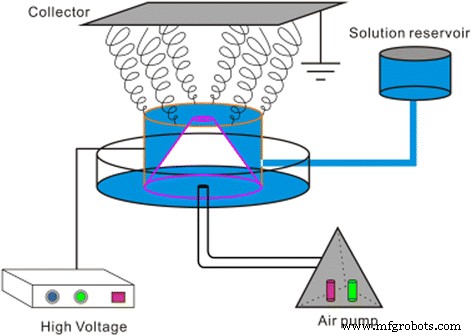
MFSE 장치의 개략도
그러나 BE 장치의 용액 저장소는 폴리머 튜브로 만들어졌습니다. 그리고 노즐로 얇은 폴리머 튜브를 저수조 바닥 중앙에 고정하였다. 얇은 금속 바늘이 양극으로 노즐을 통과했습니다. 노즐과 바늘은 저장소의 바닥을 통해 삽입되어 가스 펌프와 발전기에 각각 연결되었습니다. 금속 전극은 인가 전압을 낮추게 됩니다. BE와 비교하여 MFSE는 훨씬 더 높은 인가 전압에서 나노섬유를 생산할 수 있어 나노섬유 처리량을 향상시킬 수 있습니다.
Ref.에 따르면 [23, 29] 및 우리의 이전 연구[30]에서 전기방사 매개변수는 PVA 농도 7wt%, SDBS 농도 0.3wt%, 인가 전압이 30~70kv, 노즐로부터의 작동 거리와 같이 설정되었습니다. 접지된 컬렉터까지의 길이는 13cm였습니다. MFSE 실험은 상대 습도 60%, 실온(20°C)에서 수행되었습니다.
PVA 용액을 저장소에 붓고 액체 표면이 노즐보다 높았습니다. 가스 밸브를 천천히 켜면 용액의 높은 표면 장력으로 인해 액체 표면이 노즐 주위에 활을 형성합니다. 전자장이 적용되고 전압이 임계 전압을 초과한 후 볼록한 액체 표면에서 여러 제트가 시작되었습니다(그림 2 참조).
<그림>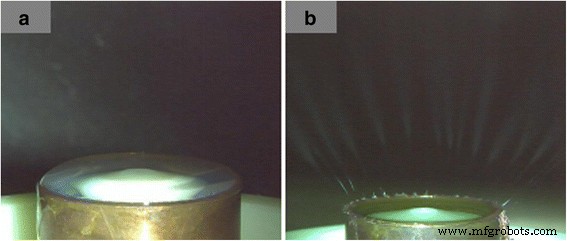
SDBS가 없는 MFSE의 사진. 아 액체 표면 및 b 사진 회전 과정 사진
직경이 10~30mm인 여러 개의 기포가 SDBS를 추가하면 폴리머 용액의 자유 표면에서 생성되었습니다. 이 거품은 표면에서 아주 작은 거품으로 부서집니다. 작은 기포의 표면 장력이 인가된 전기장에 의해 극복될 수 있는 임계값으로 감소했을 때, 다수의 제트가 기포에서 수집기로 분출되었습니다(그림 3 참조).
<그림>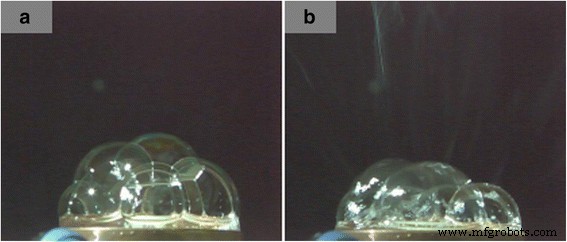
SDBS가 추가된 MFSE의 사진. 아 액체 표면 및 b 사진 회전 과정 사진
제트기의 움직임은 25,000 프레임/초(KEYENCE, VW-9000, 일본)의 프레임 속도로 고화질 카메라로 관찰되었습니다. 전자방사된 PVA 나노섬유의 직경과 배열은 주사전자현미경(SEM; Hitachi S-4800, Japan)을 이용하여 특성화하였다. 모든 샘플을 실온에서 건조시킨 후 IB-3(Eiko, Japan)으로 10분 동안 금으로 스퍼터 코팅했습니다. 매트릭스 형태 및 섬유 직경 특성화는 Image J 소프트웨어(미국 국립 정신 건강 연구소)를 사용하여 수행되었습니다. 전기장 분포는 Maxwell 2D(ANSOFT Corporation, USA)에 의해 계산되었습니다.
MFSE와 BE를 이용하여 얻은 PVA 나노섬유의 형태는 각각 SEM으로 측정하였다. MFSE 공정에서 인가 전압이 다른 나노섬유의 SEM 이미지와 직경 분포는 그림 4a에, BE의 직경 분포는 그림 4b에 나타내었다. 인가 전압이 30kV일 때 MFSE로 얻은 나노섬유의 평균직경은 148±8.53nm, BE의 평균직경은 190±8.26nm였다. MFSE에 의해 생성된 PVA 나노섬유는 BE보다 가늘고 균일함을 알 수 있었다. 그리고 MFSE 공정에서 인가 전압이 증가함에 따라 직경 분포가 더 균일해졌습니다.
<그림>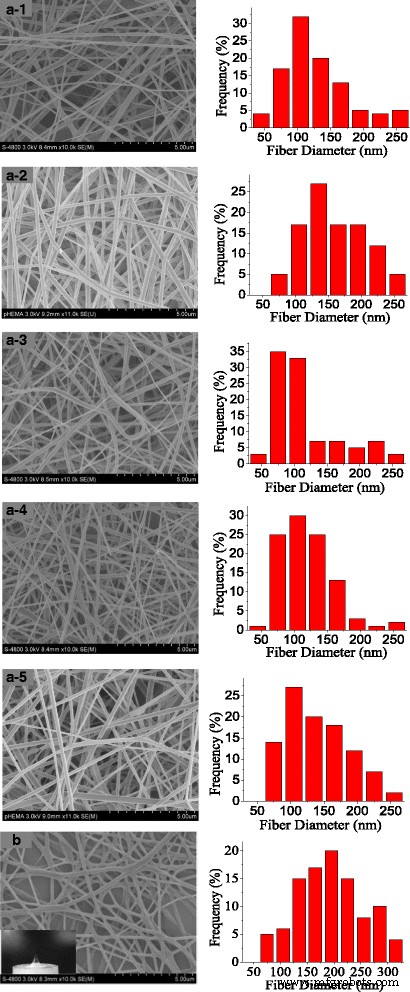
PVA 나노섬유의 SEM 이미지. 아 인가 전압이 다른 MFSE, (a-1 30kV, a-2 40kV, a-3 50kV, a-4 60kV, a-5 70kV);. ㄴ BE(30kV). 삽입 :BE 공정 사진. 올바른 수치는 직경 분포에 따른 것입니다.
그림 5와 6은 MFSE에 의해 제조된 PVA 나노섬유의 평균 직경과 생산에 인가된 전압의 영향을 보여준다. 인가 전압이 30kV보다 낮을 때 전기력이 표면 장력을 극복하기에 충분하지 않아 매우 적은 제트가 발생하는 것이 분명했습니다. 그러나 인가된 전압이 70kV일 때 생성된 전기력은 제트의 상향 이동을 빠르게 가속할 것입니다. 그리고 고도로 가속된 상향 운동은 제트를 더 작은 섬유로 늘리지 않을 것입니다. 따라서 MFSE 공정에서 인가 전압이 증가함에 따라 평균 직경이 먼저 감소한 다음 증가하여 생산량이 증가했습니다. 인가된 전압이 나노섬유 생산에 직접적인 영향을 미치는 MFSE 공정에서 중요한 역할을 한다는 것은 분명했습니다.
<그림>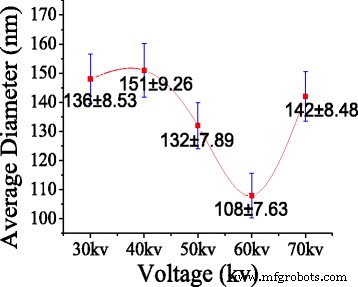
평균 직경에 대한 인가 전압의 영향
<그림>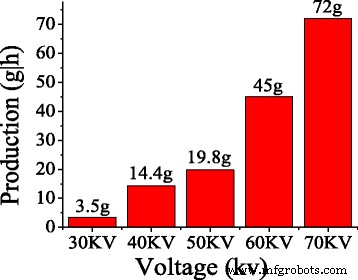
MFSE를 사용하여 다른 인가 전압으로 생산
그러나 금속 전극이 고정된 용액 저장소는 BE 설정에서 폴리머 튜브로 만들어졌습니다. 발전기의 양극 단자는 인가 전압을 낮추는 금속 전극에 연결되었습니다. 따라서 BE에서 제조한 나노섬유의 생산량은 3g/h에 불과했습니다[24].
MFSE 공정에서 PVA 용액에 SDBS를 첨가하면 용액의 표면 장력을 효과적으로 감소시키고 액체 표면에 기포를 생성할 수 있습니다. 표 1은 SDBS를 첨가한 PVA 용액의 전기 전도도가 증가하고 표면 장력이 감소함을 보여줍니다. 그림 7과 8은 60kV의 인가 전압에서 방사 시간에 따라 0.3wt% SDBS가 포함된 PVA 용액에서 얻은 나노섬유의 SEM 이미지와 직경 분포를 보여줍니다. 0.3wt% SDBS를 포함하는 PVA 용액에서 제조된 나노섬유의 이점 직경이 순수한 PVA 용액에서 제조된 나노섬유보다 더 큰 것을 알 수 있었다. 그리고 방사시간이 증가함에 따라 MFSE는 PVA 나노섬유의 직경분포에 거의 변화가 없도록 하였으며, PVA 나노섬유의 생산량은 12.5g/h였다. 결과는 생성된 기포가 나노섬유 직경을 증가시키고 나노섬유 생산을 감소시킬 것임을 보여주었다. 제트를 더 작은 섬유로 늘리는 데 사용할 수 있는 거품 형성, 변형 및 파괴 에너지 때문일 것입니다. 더욱이, 에너지 손실은 MFSE 공정 동안 하전된 제트를 느리게 움직이게 하고 나노섬유 생산을 감소시킬 수 있습니다.
<그림>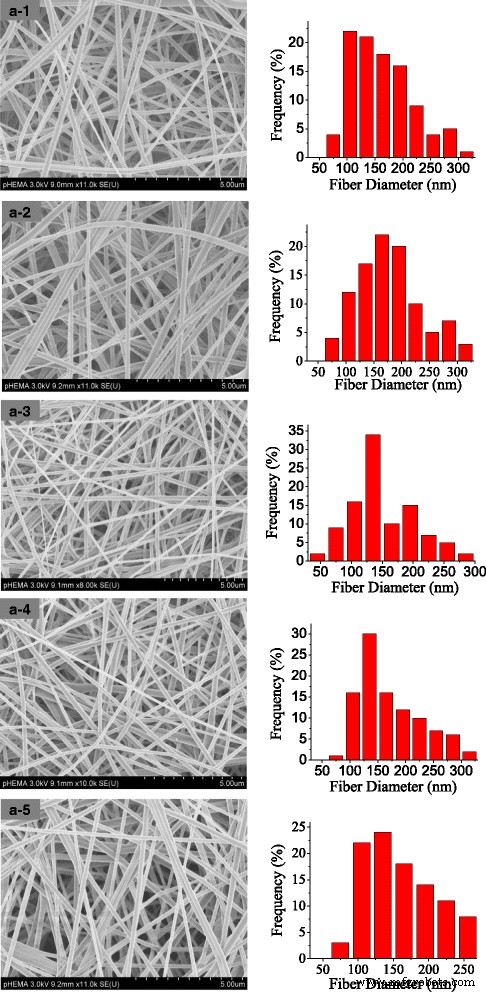
다른 방사 시간에 MFSE로 제조한 PVA 나노섬유의 SEM 이미지(a-1 5분, a-2 10분, a-3 15분, a-4 20분, a-5 :25분). 올바른 수치는 직경 분포에 따른 것입니다.
<사진>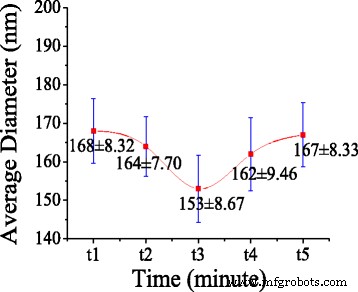
MFSE에 의해 제조된 PVA 나노섬유의 평균 직경에 대한 방사 시간의 영향
SDBS가 있거나 없는 PVA 나노섬유 멤브레인의 인장강도 및 파단신율과 같은 기계적 특성은 표 2에 나와 있습니다. SDBS의. 이는 SDBS의 추가가 PVA 나노섬유 멤브레인의 기계적 특성을 향상시킬 수 있음을 의미했습니다.
전기장은 제트를 생성하는 주요 구동력이기 때문에[23] 제트의 시작은 전기장 강도에 의해 결정되며 전기장 세기가 높은 영역에서는 제트가 더 쉽게 생성됩니다[25]. 실험 현상을 밝히기 위해 Maxwell 2D로 자유 표면과 기포 주변의 전계 분포를 각각 계산했습니다.
그림 9는 작동 거리가 13cm이고 인가 전압이 60kV인 자유 표면과 기포 주변의 전계 분포 시뮬레이션 결과를 보여줍니다. 조사된 MFSE 공정의 경우 표시된 2D 시뮬레이션이 다음 공정 매개변수에 대해 수행되었습니다. 양극인 구리 저장소는 너비가 40mm이고 높이가 30mm인 직사각형이고 구리의 전기 전도도는 5.8×10 입니다. 11 us/cm, 작동 거리는 130mm, 인가 전압은 60kV, 기포 직경은 20 및 25mm, SDBS가 있거나 없는 7wt% PVA 용액의 표면 장력은 45 및 33mN/m, 이 용액의 전기 전도도는 각각 8.8 및 43us/cm였습니다.
<그림>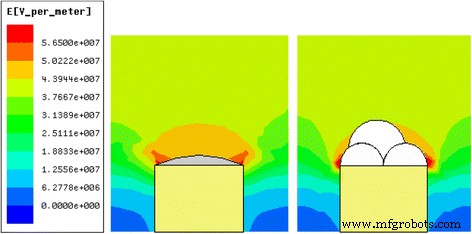
60kV(작업 거리 13cm)에서 전기장 분포 시뮬레이션. 아 자유 표면 주위. ㄴ 거품 주위
그림 9a는 자유 표면의 만곡 부분에 대한 전기장이 매우 이질적이고 높았으며, 이러한 위치가 제트를 자체 생성하는 데 더 효율적이어야 함을 시사합니다. 그리고 용액 저장소의 가장자리는 저장소의 금속 재료로 인해 자유 표면보다 훨씬 높은 전기장 강도를 나타냅니다. Fig. 2에서 보는 바와 같이 자유표면의 만곡부 주위에서 많은 제트가 발생하였다. 그리고 표면보다 가장자리 주변의 더 높은 전계 강도는 용액 저장소의 가장자리에서 먼저 제트가 생성되는 주요 원인일 수 있습니다. 그러나 그림 3과 같이 기포로부터 여러 개의 제트가 발생하였다. Fig. 9b는 기포가 자유표면의 만곡부보다 낮은 전계강도를 가짐을 보여준다. 정전기력은 제트의 움직임을 가속하는 주요 원동력이었기 때문에 제트는 더 높은 전기장에서 더 빨리 이동할 것입니다. 따라서, 기포보다 자유 표면의 만곡 부분에서 더 높은 전기장이 생성된 기포가 나노섬유 직경을 증가시키고 나노섬유 생산을 감소시키는 주된 이유일 수 있다. 이론적 분석 결과는 실험 결과와 잘 일치하였다.
이 논문에서는 긴 방사 시간 동안 고품질 나노섬유의 높은 처리량 제조를 얻기 위해 구리 튜브로 만든 용액 저장소와 결합된 원뿔 모양의 공기 노즐을 사용하는 고효과 자유 표면 전기방사를 성공적으로 개발했습니다. 인가전압이 나노섬유의 품질과 생산에 미치는 영향을 체계적으로 조사한 결과, 인가전압이 증가할수록 나노섬유의 품질과 생산이 향상되는 것으로 나타났다. BE와 비교할 때 MFSE는 훨씬 더 높은 인가 전압에서 나노섬유를 생성할 수 있어 나노섬유 직경을 줄이고 직경 분포를 향상시키며 나노섬유 처리량을 향상시킬 수 있습니다.
또한, MFSE 공정에서 표면 활성제인 SDBS를 전기방사 용액에 첨가하여 용액의 자유 표면에 기포를 생성하였다. 나노섬유의 형태와 생산에 대한 기포의 영향을 실험적으로 조사하였다. 그 결과, MFSE는 방사 시간이 증가함에 따라 PVA 나노섬유의 직경 분포를 거의 변화시키지 않고 생성된 기포가 나노섬유의 품질 및 생산을 저하시키는 것으로 나타났다. 마지막으로 Maxwell 2D를 이용하여 자유표면과 기포 주변의 전계분포를 각각 계산하였으며, 시뮬레이션 결과는 실험결과와 잘 일치하였다.
기포 전기방사
유한회사
자유 표면 전기방사
수정된 자유 표면 전기방사
폴리에틸렌
폴리비닐알코올
도데실벤젠술폰산나트륨
주사전자현미경
중량 비율
나노물질
구조용 강철은 거의 모든 곳에서 찾을 수 있습니다. 교량, 고층 건물, 주차장, 주거용 건물까지도 구조용 강재를 사용합니다. 강철은 비교할 수 없는 파운드당 하중 지지력을 가진 흔치 않은 강인한 재료이지만 품질 보증은 여전히 구조용 강철 제작의 중요한 부분입니다. 품질 보증의 목표 품질 보증 사용된 강철이 최고 품질이고 프로세스가 세부 사항에 주의를 기울여 실행되는지 확인하는 것을 목표로 합니다. 정련과 제작이 조잡하거나 성급하게 이루어지면 강철의 자연적 이점 중 많은 부분이 쓸모 없게 될 수 있습니다. 그렇다면 품
금속 가공에서 모서리를 자르면 프런트 엔드에서만 비용이 절약됩니다. 품질에 투자하기보다 가능한 최저 입찰자를 선택하는 순간 최종 제품이 손상됩니다. 비용을 절감할 수 있는 방법을 찾고 있다면 낮은 등급의 용접 및 제작을 시도하는 것은 좋은 선택이 아닙니다. 방법 을 깨닫는 것이 중요합니다. 할인 상자 제작자는 가격이 매우 저렴하며 이것이 궁극적으로 최종 제품의 품질에 미치는 영향: 교체 용접기 또는 제작자가 비용을 절감하는 가장 쉬운 방법은 기술이나 장비에 의존하지 않고 품질을 낮추는 것입니다. 재료. 주문에 드는 비용이 적