이 작업에서 복합 In0.15으로 덮인 InAs 양자점(QD)의 광학적 특성을 조사합니다. Al0.85 As/GaAs0.85 Sb0.15 77 K에서 고해상도 X선 회절(HRXRD) 및 광발광(PL) 분광법을 통한 변형 감소층(SRL) Thin In0.15 Al0.85 두께가 t인 레이어로 =20 Å, 40 Å 및 60 Å은 QD와 60Å 두께의 GaAs0.85 사이에 삽입되었습니다. Sb0.15 층. GaAs에 대해 관찰된 유형 II 방출0.85 Sb0.15 -capped InAs QD는 In0.15 삽입으로 억제되었습니다. Al0.85 중간층으로. 더욱이, 방출 파장은 t =20 Å 및 t에 대해 적색편이 ≥ 40 Å은 각각 증가된 구속 잠재력과 증가된 변형률로 인한 것입니다. 바닥 상태와 여기 상태 에너지 분리가 증가하여 t 동안 106 meV에 도달합니다. =60 Å은 GaAsSb SRL로만 덮인 QD의 경우 64 meV와 비교됩니다. 또한 In0.15 Al0.85 층이 40 및 60Å 두께의 In0.15이 있는 샘플의 경우 QD 스펙트럼 선폭이 52에서 35 meV로 상당히 좁아짐에 따라 Al0.85 중간층으로.
<섹션 데이터-제목="배경">
배경
지난 수십 년 동안 Stranski-Krastanov 기술을 사용하여 합성된 자체 조직 양자점(QD)이 많은 주목을 받았습니다. 이들의 광학 및 전자적 특성은 광전자 장치에서의 잠재적인 응용으로 인해 집중적으로 조사되었습니다[1]. 널리 연구된 InAs/GaAs QD 시스템은 다양한 광전자 장치에서 활성 물질로 사용되었습니다. 이러한 나노구조가 성장하는 동안 캡핑 과정에서 QD의 크기와 모양에 상당한 변화가 발생합니다. 이 프로세스는 매우 복잡하며 혼합, 분리 또는 변형률 강화 확산을 포함합니다[2]. 순수한 GaAs 캡핑 층의 사용은 QD 방출을 1300 nm 미만으로 제한합니다. 이 문제를 완화하기 위해 (Ga, In)(As, Sb, N)으로 구성된 변형 감소 레이어가 사용되었습니다[2,3,4,5,6,7]. 특히, 삼원 GaAsSb는 Sb 함량을 변경하고 [8, 9] 방출 파장을 C-대역 이상으로 확장할 수 있는 능력에 의해 결과적인 대역 정렬이 유형 I 또는 유형 II로 맞춤화될 수 있기 때문에 특별한 관심을 받았습니다. [10]. 그러나 GaAsSb가 변형 감소층(SRL)으로 사용될 때 기본 상태와 여기 상태 사이의 에너지 차이는 60–75 meV로 제한됩니다[11]. 이러한 에너지 분리는 캐리어가 QD에서 열적으로 탈출하는 것을 방지하지 않습니다. 긴 캐리어 수명이 필요한 애플리케이션의 경우 InAs QD와 GaAsSb 사이에 얇은 장벽을 삽입하면 QD와 GaAsSb 양자 우물(QW) 사이의 캐리어 분리가 증가하므로 유리합니다. 예를 들어, GaAs 중간층이 사용되어 태양 전지 전력 효율이 23% 향상되었습니다[12]. InAlAs 층의 사용은 복사 재결합 유형을 엔지니어링하는 데 흥미로울 수 있습니다. 유형 II 전이의 경우 InAlAs의 삽입은 캐리어 수명[13]과 기본 및 첫 번째 여기 상태 사이의 에너지 분리[14,15,16]를 증가시킵니다. 또한, InAs QD와 GaAsSb 사이에 InAlAs 층을 삽입하면 In 편석이 감소하고 InAs QD와 GaAsSb SRL 사이의 In 및 Ga 원자 혼합이 억제되고 QD 변형이 더 감소할 것으로 예상됩니다[17]. InAlAs/InGaAs 복합 SRL은 InAs QD를 캡핑하여 장파장 방출과 104 meV만큼 높은 기본 상태와 여기 상태 사이의 유리한 에너지 분리를 초래하는 데 사용되었습니다[16, 18].
이 논문에서 우리는 In0.15 사용의 효과에 대한 첫 번째 조사를 보고합니다. Al0.85 InAs/GaAs0.85의 광학적 특성에 중간막으로 사용 Sb0.15 광발광(PL) 분광법에 의한 양자점. 특히, 방출 파장 변화, 광학 방출 유형, 스펙트럼 선폭, 기본 및 제1 여기 상태 사이의 에너지 분리에 대해 자세히 연구했습니다.
방법
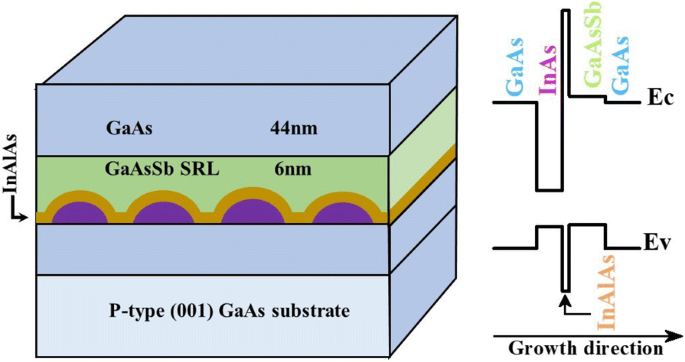
현재 연구에서 조사된 샘플은 Veeco Gen20A Molecular Beam Epitaxy 시스템의 epi-ready 1/4 2″ p형 GaAs(001) 기판에서 성장되었습니다. 밸브가 달린 크래커를 사용하여 As2를 생성했습니다. 및 Sb2 이량체. 590 °C에서 GaAs 버퍼 층의 성장에 이어, 기판 온도는 명목상 2.5ML 두께의 InAs QD를 성장시키기 위해 ~ 485 °C로 낮아졌습니다. As2 아래에서 잠시 멈춘 후 플럭스, 복합 In0.15 Al0.85 As/GaAsSb SRL을 증착한 직후 동일한 온도에서 5nm 두께의 GaAs를 성장시킨 후, 성장 온도를 570°C까지 증가시켜 38nm GaAs 장벽층을 성장시켰다. GaAsSb의 두께는 60 Å, In0.15의 두께로 고정되었습니다. Al0.85 20에서 60 Å까지 다양했습니다. 60Å 두께의 GaAsSb SRL은 As2 /Sb2 기준 샘플에 대한 X선 회절 측정에 의해 결정된 15%의 Sb 함량을 제공하는 플럭스 비율. 0.5ML/s의 고정된 Ga 성장률은 모든 레이어에 사용되었습니다. A, B, C 및 D로 표시된 4개의 샘플은 In0.15 Al0.85 두께 t로 각각 0 Å, 20 Å, 40 Å, 60 Å으로 설정하였다. Krijn[19]이 사용한 절차와 [20]의 매개변수를 기반으로 전도대와 가전자대의 상대 위치가 추정되었으며 해당 대역 다이어그램과 함께 성장한 구조의 개략도가 그림 1에 나와 있습니다.
<사진>
합성 In0.15으로 덮인 InAs QD의 성장된 구조 및 해당 에너지 밴드 다이어그램의 개략도 Al0.85 /GaAs0.85로 Sb0.15 . 0.15에서 Al0.85 두께 t로 =0 Å, 20 Å, 40 Å 및 60 Å 샘플 A, B, C 및 D에 대해 각각
샘플의 결정 품질은 Panalytical X-선 회절계를 사용한 고해상도 X-선 회절(HRXRD)에 의해 특성화되었습니다. 성장한 샘플의 광학 특성은 Vertex 80 푸리에 변환 적외선 기기(Bruker Optics GmbH)에 연결된 PL 모듈을 사용하고 열전기적으로 냉각된 고이득 InGaAs 검출기를 사용하여 77 K에서 PL 분광기를 사용하여 평가되었습니다[21]. 샘플은 CW 532nm 고체 레이저 소스로 여기되었습니다.
결과 및 토론
성장된 샘플의 결정 품질은 004 원자 평면에서 회절 패턴을 기록함으로써 로킹 곡선 스캔을 사용하여 HRXRD에 의해 특성화되었습니다. 그림 2a는 각각 0, 20, 40 및 60 Å의 InAlAs 두께에 해당하는 샘플 A, B, C 및 D에 대해 얻은 회절 패턴을 보여줍니다. InAs/InAlAs/GaAsSb로 인한 명확한 위성 피크가 관찰되어 성장된 샘플의 우수한 결정 품질을 보여줍니다. 시뮬레이션된 X선 흔들림 곡선은 실험 데이터와 함께 그림 2a에 포함되어 있습니다. 기준 시료 A에서 얻어진 평균 Sb 함량은 13%이고 GaAsSb의 두께는 66 Å이다. 이 값은 In 함량과 InAlAs 중간층의 두께를 찾기 위해 샘플 B, C 및 D에서 사용되었습니다. 시뮬레이션 결과, 샘플 B, C 및 D에서 평균 In 함량은 13.5%이고 InAlAs 중간층의 두께는 각각 22 Å, 44 Å 및 65 Å로 공칭 두께에 가깝습니다.
<그림>
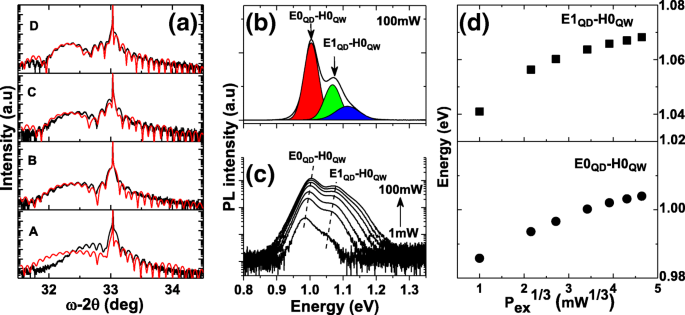
아 고해상도 ω /2θ 샘플 A, B, C 및 D를 스캔합니다. b 77 K 및 100 mW 여기에서 얻은 샘플 A의 PL 스펙트럼. ㄷ 77 K에서 표본 A의 검정력 종속 PL. d Pex 대 처음 두 개의 광학 전환에 대한 해당 에너지 피크
1/3
77 K
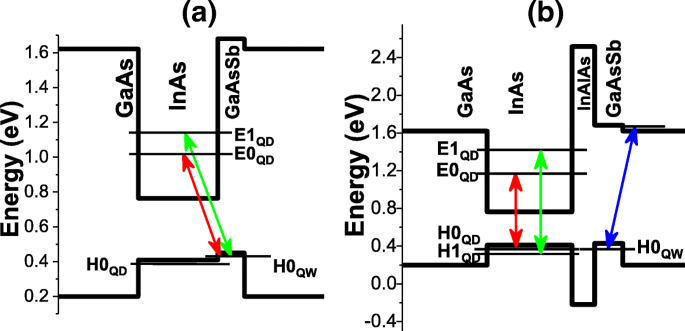
참조 샘플 A의 광학 특성은 power-dependent PL 기술을 사용하여 77 K에서 먼저 조사되었습니다. 그림 2b는 100 mW의 여기 전력에 대한 PL 스펙트럼을 보여줍니다. PL 스펙트럼은 1004 meV, 1068 meV 및 1113 meV를 중심으로 하는 3개의 가우시안 피크로 적합할 수 있으며, 이는 기본 및 여기된 광학 전이로 식별될 수 있습니다. 기본 및 첫 번째 여기 상태의 반치폭(FWHM)은 각각 52 및 58 meV입니다. 관찰된 처음 두 광학 전이의 기원을 이해하기 위해 여기 전력은 1에서 100 mW까지 다양했으며 그림 2c에 표시된 대로 해당 PL 스펙트럼을 획득했습니다. 각 여기 전력에 대해 다중 가우스 함수 피팅을 사용하여 처음 두 피크의 에너지를 추출하고 그림 2d와 같이 여기 전력의 세제곱근의 함수로 플로팅했습니다. 기본 전이의 에너지는 방출이 QD(E0QD ) 및 GaAsSb QW(H0QW)에 있는 구멍 ). InAs/GaAsSb 유형 II 밴드 정렬의 경우 QD 및 GaAsSb SRL 각각에서 전자와 정공의 국재화는 주로 성장 방향을 따르는 전기장으로 인한 밴드 벤딩 효과를 유도합니다[22]. 유형 II 전이 에너지는 Jin et al. [22]. 유사하게, 첫 번째 여기 상태 전이의 에너지는 여기 전력이 감소함에 따라 감소하며, 이 전이는 QD(E1QD ) 및 GaAsSb QW 내의 구멍(H0QW ) GaAsSb QW의 상태 밀도가 QD의 상태 밀도보다 훨씬 크기 때문입니다. 처음 두 개의 광학 전환은 그림 3a에 나와 있습니다. 우리는 또한 기본 및 첫 번째 여기 상태 ΔE 사이의 에너지 분리가 64 meV에서 거의 일정하게 유지되고 여기 전력이 감소한다는 점에 주목합니다. 이것은 전하 축적으로 인한 전기장이 성장 방향에 수직이라는 증거입니다 [22], 즉, GaAsSb의 구멍은 QD 위에 국한됩니다. 13%인 GaAsSb의 Sb 함량은 유형 I에서 유형 II로의 전이가 일어나는 조성에 가깝기 때문에 유형 II 방출이 샘플 A에서 예상됩니다[23, 24]. 고려된 Sb 함량의 경우, QD와 GaAsSb QW 사이의 작은 가전자대 오프셋이 존재해야 GaAsSb QW 및 후속적으로 유형 II 방출의 정공 위치화를 선호합니다[25, 26].
<그림>
샘플 A의 밴드 프로필(a ) 및 샘플 B, C 및 D(b ) 해당 재조합 채널
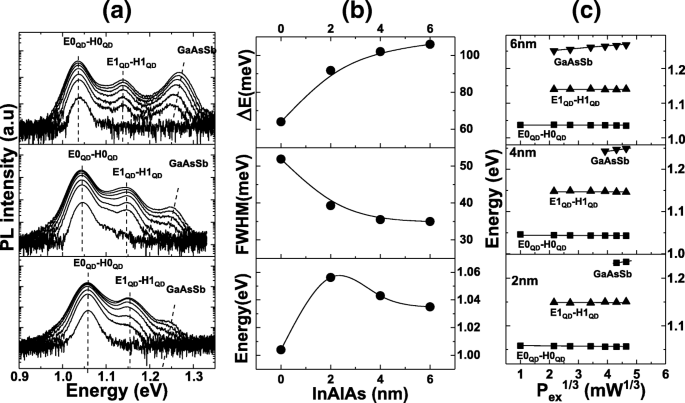
그림 4a는 In0.15가 다른 샘플에 해당하는 PL 방출을 보여줍니다. Al0.85 여기 전력 범위가 1 ~ 100 mW인 두께. In0.15를 포함하는 모든 샘플에 대해 3개의 주요 피크를 식별할 수 있습니다. Al0.85 중간층으로. 우리는 기준 샘플 A에 대한 다른 복사 채널의 에너지 피크 위치의 변경을 확인합니다. 100 mW의 여기 전력에서 기본 전이 에너지, FWHM 및 에너지 분리 ΔE가 추출되어 샘플과 비교되었습니다. A. 추출된 값은 그림 4b와 같습니다.
<그림>
아 InAs/In0.15의 전력 종속 PL Al0.85 77 K에서 As/GaAsSb 양자점. b 해당 피크 에너지, FWHM 및 ΔE 대 InAlAs 두께 및 c 샘플 B, C 및 D에 대한 여기 전력의 세제곱근의 함수로서 광학 전이 채널의 피크 에너지 변화
샘플 A의 바닥 상태 전이는 52 meV의 FWHM과 64 meV의 에너지 분리 ΔE로 1004 meV에서 발생합니다. 20 Å의 In0.15 삽입 Al0.85 (샘플 B)는 52 meV만큼 기저 상태 전이의 청색 편이를 유도합니다. 청색 편이는 거의 동일한 성장 온도에서 성장한 QD에 복합 InAlAs/InGaAs를 사용할 때 관찰된 것과 일치합니다[27]. 샘플 B에서 InAs QD의 기저 상태 전이 에너지 청색 편이는 증가된 구속 전위의 결과입니다[15]. 전자와 정공에 대한 장벽이 증가함에 따라 전자와 정공의 에너지 준위 분리가 증가하여 방출 청색 편이가 관찰됩니다. InAs를 GaAs로 캡핑하면 In 분리 및 In-Ga 혼합의 결과로 QD 높이가 감소한다는 것은 잘 알려져 있습니다[28]. GaAs 캡핑 층에 Sb를 도입하면 변형에 의해 구동되는 In-Ga 혼합을 억제하여 QD 분해를 감소시킵니다[29]. InAlAs 중간층의 삽입은 Al 원자의 불활성화로 인한 In 편석 및 In-Ga 혼합을 더욱 억제할 것으로 기대된다. 실제로 Jun et al. [17]은 STEM을 통해 캡핑층으로 InAlAs/InGaAs 조합층을 사용하면 InAs QD의 캡핑 과정에서 성장 방향을 따라 In-Ga가 혼합되고 In-Segregation이 강력하게 억제된다는 것을 보여주었습니다. 캡핑 후 InAs QD에서 나노구조의 높이 및 더 높은 In 농도. QDs의 낮은 성장 온도, 즉 485 °C를 고려할 때, QDs와 InAlAs 중간층 사이의 인듐 편석 및 계면 혼합은 Al adatom의 불활성 결과로 미미할 것으로 예상됩니다.
FWHM 및 ΔE는 각각 39 meV 및 92 meV로 감소 및 증가됩니다. In0.15의 두께를 더 늘리십시오. Al0.85 40 Å 및 60 Å(각각 샘플 C 및 D)는 방출 파장의 적색 편이를 일으킵니다. 이 적색편이는 InAlAs 두께가 증가함에 따라 복합 InAlAs/GaAsSb SRL의 총 두께가 증가함에 따라 InAs QD의 변형률 수정에 의해 유발될 수 있습니다[30]. 이것은 QD의 구조적 치수를 변경하여 전자와 정공의 에너지 준위를 수정할 수 있습니다. 샘플 C 및 D(각각 40 Å 및 60 Å)의 경우 변형 효과가 구속 전위 효과를 지배하는 것으로 보입니다. 샘플 D에 대해 각각 35 meV의 가장 낮은 FWHM과 35 meV 및 106 meV의 가장 높은 에너지 분리 ΔE가 얻어졌습니다. 큰 ΔE는 더 두꺼운 InAlAs 층과 가능한 증가된 QD 높이의 사용으로 인해 발생합니다[31, 32]. 에너지 분리는 복합 InAlAs/InGaAs SRL이 사용될 때 얻은 것과 유사합니다(104 meV)[16, 33]. FWHM의 감소는 In0.15 사이의 혼합 감소의 관점에서 이해할 수 있습니다. Al0.85 As 및 QD, 따라서 QD 분포의 보존. 추출된 매개변수는 표 1에 요약되어 있습니다.
샘플 B와 C의 PL 강도는 샘플 A에 비해 증가했습니다. 그러나 PL 강도의 강한 감소가 샘플 D에 대해 관찰되었습니다. 즉, 샘플 C에 비해 5배 감소했습니다. 감소된 PL 강도는 GaAsSb 층에서 QD로의 캐리어 주입의 감소로 인한 것입니다. 실제로 조명하는 동안 수많은 캐리어가 광 생성되고 In0.15 Al0.85 중간층이 캐리어에 대한 장벽을 생성하고 QD에서 주입을 제한할 수 있습니다. 캐리어는 터널링 과정을 통해 QD로 이동할 수 있으며 In0.15가 얇은 샘플에서 PL 강도가 더 높습니다. Al0.85 장벽으로 [34]. 샘플 D는 60 Å In0.15을 통한 터널링으로 가장 낮은 PL 강도를 나타냈습니다. Al0.85 가 크게 감소하고 이는 그림 4a와 같이 GaAsSb QW의 PL 방출 증가로 입증됩니다. 터널링 프로세스의 감소는 GaAsSb QW에서 전자와 정공의 복사 재결합을 유리하게 만들고 향상시킵니다.
그림 4a에 표시된 샘플 B, C 및 D에 대한 77 K에서 전력 종속 PL의 주요 관찰은 샘플 A에서 관찰된 것과 반대로 여기 전력이 증가하면서 처음 두 피크의 고정 에너지 위치입니다. 전자와 정공 모두가 양자점 내에 국한되는 유형 I 방출의 특성입니다. 처음 두 개의 방출 피크는 QD(E0QD -H0QD 및 E1QD -H1QD ). 우리는 세 번째 피크가 GaAs 내의 전자와 GaAsSb QW에 국한된 정공의 재결합으로 인한 유형 II 방출에서 비롯된 것이라고 믿습니다. 실제로, 이 전이에 해당하는 에너지는 유형 II 전이의 특성인 그림 4a 및 그림 4c와 같이 가진 전력이 증가함에 따라 증가합니다. 또한 In0.15가 증가함에 따라 강도가 증가함을 알 수 있습니다. Al0.85 층 두께로. 이것은 더 두꺼운 In0.15로 기본 전환의 PL 강도의 감소와 일치합니다. Al0.85 층은 GaAsSb에서 QD로의 캐리어 터널링을 감소시키고 각각 GaAs와 GaAsSb에 위치한 전자와 정공의 재결합에서 얻은 유형 II 방출을 선호합니다. 샘플 B, C, D에 대한 재조합 채널의 개략도는 그림 3b에 나와 있습니다. 유형 II 방출의 억제는 다음과 같이 이해될 수 있다. 20Å In0.15 삽입 Al0.85 층이 QD와 GaAsSb QW 사이의 캐리어 분리를 증가시키면 결과적으로 전자와 정공 파동 함수의 중첩이 감소합니다. 또한, GaAsSb 함량의 Sb 함량이 Type I-type II 크로스오버에 가깝다는 사실, In0.15 Al0.85 중간층이 QW(H0QW ) QD의 첫 번째 양자화된 레벨(H0QD ) 그림 3b와 같이 QW에 캡처된 정공이 InAlAs 층을 통해 터널링되어 유형 II 방출 가능성이 낮아질 수 있습니다. 더 두꺼운 In0.15의 경우 Al0.85 중간층(40 Å 및 60 Å)으로서 터널링은 더욱 감소하지만 전자와 정공 파동함수 중첩은 GaAs의 전자와 GaAsSb의 정공의 재결합을 선호하여 실질적으로 감소됩니다[13]. InAs/GaAsSb QD의 광학적 전환은 수명이 짧거나 길어야 하는 애플리케이션 유형에 맞게 조정할 수 있습니다. 우리 연구에서 우리는 유형 I에서 유형 II로의 전환에 가까운 GaAsSb에서 13%의 Sb 함량을 고려했습니다. InAlAs 중간층의 삽입은 II형 방출을 억제하고 기본 및 첫 번째 여기 상태 사이의 에너지 분리를 증가시켰는데, 이는 짧은 캐리어 수명이 필요한 응용 분야에 바람직합니다. 본 연구는 또한 긴 캐리어 수명이 필요한 응용 분야에 맞게 조정할 수 있습니다. 사실, GaAsSb 층에 더 높은 Sb 함량을 사용하고 InAlAs 중간층을 삽입하는 조합은 얇은 InAlAs 중간층에 대한 유형 II 방출을 유지하면서 캐리어 수명을 상당히 증가시킬 것으로 예상됩니다. 동시에 기본 상태와 첫 번째 여기 상태 사이의 에너지 분리가 증가하면 캐리어 열 방출이 감소합니다.
결론
합성 In0.15으로 덮인 InAs QD Al0.85 As/GaAs0.85 Sb0.15 In0.15가 다양한 SRL Al0.85 두께가 증가하고 특성화됨에 따라. 우리의 분석은 In0.15 Al0.85 InAs/GaAs0.85에서 얻은 관찰된 유형 II 방출을 층이 억제함에 따라 Sb0.15 양자점. 또한, 방출 파장은 t 동안 청색 편이됩니다. =20 Å 및 t에 대해 적색편이 ≥ 40 Å은 각각 증가된 구속 잠재력과 증가된 변형률로 인한 것입니다. 60Å 두께의 In0.15이 있는 샘플에 대해 106 meV의 큰 에너지 분리 ΔE가 얻어졌습니다. Al0.85 중간층으로. 또한 In0.15 도입 Al0.85 중간층이 52 meV에서 최소 35 meV에 이르는 FWHM을 크게 줄입니다.