터널링 원자층 증착 알루미늄 산화물:실리콘 접합의 표면 패시베이션에 대한 상관 구조/전기 성능 연구
초록
패시베이션은 실리콘 pn 접합 최적화를 위한 핵심 프로세스입니다. 표면 및 접촉 인터페이스를 부동태화하는 데 사용되는 다양한 기술 중에서 알루미나가 널리 사용됩니다. 한 가지 주요 매개변수는 ALD(Atomic Layer Deposition) 기술을 사용하여 일반적으로 증착되는 패시베이션 층의 두께입니다. 이 논문은 알루미나 패시베이션 층의 최적 두께를 얻기 위해 Si 접합에 대한 알루미나의 패시베이션 효과에 대한 상관된 구조적/전기적 연구를 제시하는 것을 목표로 합니다. 에너지 분산 X선(EDX) 측정과 결합된 고해상도 투과 전자 현미경(HRTEM) 관찰은 원자 규모에서 알루미나의 두께를 결정하는 데 사용됩니다. 상관 전기 매개변수는 솔라 시뮬레이터와 Sinton의 Suns-Voc으로 측정됩니다. 측정. 마지막으로 1.2 nm의 최적 알루미나 두께가 입증되었습니다.
소개
실리콘 p-n 접합에서 표면 재결합 손실의 감소는 태양 전지를 주요 응용 분야로 사용하여 광 흡수 및 광전류로의 변환 효율을 향상시키는 데 가장 중요합니다[1, 2]. 실리콘 접합에서 결함 재결합을 개선할 수 있는 핵심 공정 중에서 표면과 접점의 패시베이션은 항상 가장 중요했습니다. 조명된 비금속화 영역과 금속 실리콘 접점 모두에 대해 전면 및 후면 패시베이션이 개발되었습니다[3, 4]. 금속-실리콘 인터페이스는 큰 재결합을 특징으로 하므로 접촉 영역에서 손실을 최소화하기 위해 두 가지 옵션이 개발되었습니다. 유전층. 최근에, 캐리어 선택적 패시베이션 층을 사용하여 유망한 잠재력을 가진 새로운 경로가 제안되었다[5]. 이 경우 전하 캐리어의 한 극성은 금속으로 전달되고 다른 극성은 차단됩니다.
모든 보호층 중에서 산화알루미늄(Al2 O3 ) ALD(Atomic Layer Deposition)에 의한 증착은 플라즈마 강화 화학 기상 증착(PECVD) 공정도 적용할 수 있지만 가장 많이 사용되는 방법 중 하나입니다[6, 7]. ALD는 원자 규모까지 두께를 잘 제어할 수 있는 반면, 알루미나를 사용하면 계면 상태의 우수한 화학적 패시베이션과 산화물 층의 국부 전하를 통한 효율적인 전계 효과 패시베이션이 가능해집니다[8]. 예를 들어, Elmi et al. 얇은 알루미나 층에 내장된 Ag 나노입자의 도입이 전계 효과 패시베이션을 효과적으로 향상시킬 수 있음을 보여주었다[9]. 알루미나 층의 두께뿐만 아니라 국부 전하의 부호 및 밀도는 표면 패시베이션에 대한 중요한 매개변수인 것으로 알려져 있습니다. 소자 성능에 대한 알루미나 두께의 영향을 연구하기 위해 많은 연구가 발표되었습니다. 그러나 최적 알루미나 두께는 문헌에서 0.24에서 30 nm까지 다양하기 때문에 표 1에 요약되어 있기 때문에 최적의 알루미나 두께에 대한 합의가 없습니다. 표 1은 최적화된 알루미나 두께의 산란을 보여줍니다. 사실, 많은 데이터가 제작된 태양광 장치의 측정값과 일치하지 않는 표면 재결합 속도(Se)에 관한 것입니다. 일반적인 경향은 성장 후 열 어닐링 동안 계면 상태를 부동태화하는 알루미나 층의 수소 존재에 의한 더 나은 화학적 부동태화로 인해 더 큰 두께 값에 대한 Se의 감소입니다.
Richter et al. 에미터 포화 전류가 30 fA/cm
2
까지 감소했다고 보고했습니다. 얇은 층(0.5 ~ 3 nm)에 대해 얻을 수 있지만 알루미나와 70 nm의 SiNx로 구성된 스택 구조 [17]. 최상의 금속-실리콘 부동태화 접촉은 0.24nm 두께의 Al2에서 관찰됩니다. O3 [18]. 마지막으로 도핑 및 유형 수준과 관련하여 패시베이션은 n
+
에서 더 효율적입니다. 그러나 SiO2 /알루미나 스택 구조는 국부 전하의 밀도를 조정할 수 있는 가능성을 제공하며 n형 또는 p형 모두에 사용할 수 있습니다[23]. 그럼에도 불구하고, 기판/알루미나 계면의 품질과 장치의 전기적 성능 사이의 상관관계를 입증한 연구는 거의 없습니다. 따라서 알루미나 패시베이션 층에 대한 원자 규모의 체계적인 관찰을 수행하고 전기적 성능과 상관관계가 있는 알루미나 두께의 최적화 값을 얻는 것이 필요합니다.
이 논문에서는 0.24~1.9 nm 두께의 ALD 기술을 사용하여 증착된 알루미나 층을 사용하여 주입된 Si n
+
을 부동태화했습니다. -p 접합. 고분해능 투과전자현미경(HRTEM)을 사용하여 Si 접합의 전면에 있는 알루미나 층의 계면을 연구했으며, 알루미나 층의 두께는 직렬 저항, 이상 계수, 수명, 외부 양자 효율(EQE) 및 전력 변환 효율(PCE). Sinton의 Suns-Voc 직렬 저항의 영향을 해결하기 위해 측정이 수행되었습니다. 마지막으로 최적화된 1.2 nm 알루미나 두께가 얻어졌습니다. 여기에서는 실리콘 pn 접합의 전면 접촉 패시베이션에만 초점을 맞춘다는 점에 유의해야 합니다. 이 작업의 목적에 맞지 않는 장치 효율성이 완전히 최적화되지 않았습니다.
방법
기기 제작
그림 1a는 주입된 Si n
+
의 제작 과정을 보여줍니다. Al2의 표면 패시베이션이 있는 -p 접합 O3 /SiNx :H 스택. 저항률이 5–10 Ω·cm인 4인치 붕소 도핑된 p형 실리콘(100) 웨이퍼가 기판으로 사용되었습니다. 샘플은 n
+
를 실현하기 전에 피라냐 용액과 증류수로 세척했습니다. 최상층. 10
14
의 도즈를 사용하여 인 이온 주입을 수행했습니다. at/cm
2
180 keV에서 5 분 동안 900 °C에서 어닐링하여 도펀트를 활성화합니다. 기술 프로세스에 대한 자세한 설명은 이전 작업 [24, 25]에서 찾을 수 있습니다.
<그림>
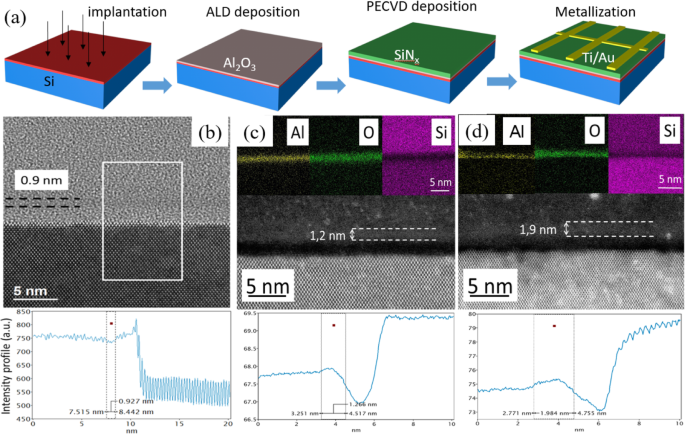
아 주입된 Si n
+
의 제조 공정 개략도 -p 접합은 Al2에 의해 비활성화됨 O3 /SiNx 스택. ㄴ 실리콘 기판의 [011] 방향을 따라 촬영한 HRTEM 이미지. 흰색 직사각형에 해당하는 강도 프로파일(실리카 층 상단에서 약 0.9 nm 두께의 알루미나 필름이 보입니다). ㄷ , d Al, O 및 Si의 해당 STEM EDX 맵을 사용하여 ALD에 의해 성장된 두 알루미나 층의 STEM HAADF 이미지. 실리카 층 상단의 HAADF 이미지에서 더 밝은 대비는 더 높은 밀도(더 높은 평균 Z 값) 실리카 또는 질화규소의 값과 비교합니다. 강도 프로파일은 각각 ~ 1.2 nm 및 1.9 nm의 알루미나 층 두께를 제공합니다.
초박형 Al2 O3 예상 두께 d의 터널링 층 0.24~1.9 nm 범위의 ALD 기술을 사용하여 증착되었습니다. 이 두께는 다른 주기 수로 성장한 알루미나 박막에 대해 얻은 타원 측정법 분광법에 의해 결정된 평균 두께에서 추론되었습니다. 하나의 ALD 사이클은 0.12 nm에 해당하는 하나의 단층을 증착했습니다. 알루미나 없는 접합부(d =0), 즉 부동태화되지 않은 금속-실리콘 접촉이 실현되었지만 PCE는 0.4%로 매우 낮습니다[9]. 알루미나 증착은 열 공정을 통해 PICOSUN R200 시스템에서 수행되었습니다. 사용된 반응물은 트리메틸알루미늄(TMA) 및 H2였습니다. O, 성장 온도는 290 °C였습니다. ALD 공정 동안 물 순환을 사용하여 TMA 전구체를 산화시켰다. 결과적으로 얇은 SiO2 산화 층이 실리콘 표면의 자연 산화로 인해 실리콘 표면과 알루미나 층 사이에 증착되었습니다. TEM에 의해 관찰된 이러한 천연 산화물 층의 두께는 1.5 nm에 가까웠다. 둘째, 80nm 두께의 SiNx :Si-태양 전지 산업에서 일반적으로 사용되는 값에 해당하는 H 층은 SiH4 혼합물과 함께 PECVD 접근 방식을 사용하여 샘플에 증착되었습니다. 및 NH3 . 증착 온도는 340 °C, 압력은 1 Torr, 전력은 10 W였습니다. 그런 다음 샘플을 650°C에서 10분 동안 어닐링하여 H를 Si로 확산시킵니다.
Ti/Au(20/800 nm)의 핑거 전극은 SiNx의 개방 후 섀도우 마스크로 스퍼터링하여 전면에 증착되었습니다. :반응성 이온 에칭(RIE)을 사용한 H 코팅. 그런 다음 후면 접촉은 400nm 두께의 Ti/Au 필름을 증발시켜 증착되었습니다. 마지막으로 샘플을 400 °C에서 10분 동안 어닐링하여 저항 접촉을 형성했습니다.
특성화
TEM 분석은 FEI Helios 이중 빔 Nanolab 600i에서 집속 이온 빔(FIB)에 의해 준비된 단면 얇은 포일에서 수행되었습니다. 이온이 엷어지기 전에 시료의 상면을 보호하기 위해 탄소막과 백금층을 증착하였다. TEM, STEM 고각 환상 암시야(HAADF) 및 STEM 에너지 분산 X선(EDX) 관찰은 200 kV에서 작동되고 EDX 분광계(JEOL의 CENTURION)가 장착된 이중 보정 JEOL ARM200F 저온 FEG 현미경으로 수행되었습니다. ). 이미지 처리는 DIGITALMICROGRAPH(GATAN)를 사용하여 수행되었습니다. 이미지는 Si(100) 배향 기판의 [011] 방향에 평행한 전자 빔으로 촬영되었습니다. 이 방향에서 전자빔은 알루미나/기판 계면과 평행합니다.
조명하의 전기적 매개변수는 AM 1.5G 조명하에서 태양광 시뮬레이터(Oriel®Sol3ATM)를 사용하여 측정되었으며, 외부 양자 효율(EQE) 스펙트럼은 7-STAR Co.에서 제조한 7-SCSpec 시스템에서 표준 측정 조건에서 측정되었습니다. 직렬 저항의 영향을 극복하기 위해 Sinton의 Suns-Voc 측정이 수행되었습니다[26,27,28]. Sinton의 Suns-Voc 이 기술은 pn 접합 또는 태양 전지의 성능을 나타내는 개방 회로 방법으로, 직렬 저항의 영향 없이 추론된 것과 솔라 시뮬레이터에 의해 제공된 전기적 매개변수를 비교할 수 있습니다. 설정에는 전체 세트의 중성 밀도 필터가 있는 크세논 플래시 램프와 25 °C에서 제어되는 웨이퍼 스테이지가 포함됩니다. 추정된 Jsc가 있는 표준 I-V 곡선 형식 p+ 및 n+ 영역을 직접 조사하거나 금속화 층을 조사하여 수행할 수 있습니다. 데이터는 태양 전지의 재료 및 부동태화 품질을 나타내는 데 직접 사용할 수 있습니다.
결과 및 토론
그림 1(b)는 실리콘 기판의 [011] 방향을 따라 촬영한 일반적인 HRTEM 이미지이다. 이 방향에서, 전자빔은 필연적으로 필름 기판 계면에 평행하다. 인쇄물의 상단 표면은 완벽하게 평평하지 않습니다. 이 관찰은 위의 서로 다른 비정질 층(실리카, 알루미나 및 질화규소) 사이의 계면도 거칠기 때문에 특성화를 매우 어려운 작업으로 만든다는 것을 의미합니다. 실제로 두께 측정은 이러한 거칠기로 인해 항상 과대평가됩니다. 그림 1(b)의 삽입은 HRTEM 이미지의 흰색 직사각형으로 표시된 대로 기판에 수직이고 10nm 너비 영역에 걸친 강도 프로파일입니다. 이 프로파일은 Si 기판 상단에 있는 3개의 비정질 층 사이의 대비 차이의 증거를 제공합니다. 실제로 Z 대비로 인해 실리카 층 위에서 더 어두운 0.9nm 두께의 층이 관찰될 수 있으며, 이는 아마도 ALD에 의해 성장된 알루미나 층일 것입니다. 이 결과를 확인하기 위해 에너지 분산 X선 분광기와 결합된 주사 투과 전자 현미경으로 얻은 화학적 매핑과 결합된 두 개의 서로 다른 알루미나 층에서 고각 환상 암시야 이미징이 수행되었습니다. 그림 1(c)와 (d)는 두 개의 다른 알루미나 층 두께를 보여주는 두 세트의 데이터입니다.
두 세트 모두 Si 기판의 상단 표면([011] 방향을 따라)을 나타내는 HAADF 이미지와 세 개의 비정질 층, 즉 실리카(어두운 영역), 알루미나(흰색 영역) 및 마지막으로 질화규소(중간 대비)로 구성됩니다. 특히 그림 1(d)에서 일부 밝은 점이 보입니다. 이러한 특징은 FIB가 얇은 포일을 준비하는 동안 보호층에서 나오는 백금 먼지 때문입니다. 두 구조 모두에 대해 알루미늄, 산소 및 실리콘의 STEM EDX 화학 맵이 그림 1(c) 및 (d) 상단에 보고됩니다. 알루미늄 지도는 HAADF 이미지의 흰색 영역에 해당하는 알루미늄의 존재를 멋지게 보여줍니다. 인접한 영역에 일부 밝은 점이 있지만 이는 획득 중 배경의 일부 "노이즈"에 해당합니다. 알루미나 및 실리카 층을 이미지화하기 때문에 산소 맵에서 더 넓은 영역을 볼 수 있습니다. 마지막으로 실리콘 맵은 실리콘이 없는 유일한 층인 알루미나 층에 해당하는 어두운 선을 나타냅니다. 확산 산란 현상으로 인해 화학 지도는 두께 값을 적절하게 추정하기 위한 최상의 데이터가 아닙니다.
알루미나 층의 존재에 의해 유도된 다른 대비를 보다 명확하게 보여주기 위해 우리는 그림 1(c)와 (d)와 같이 두 이미지에 대한 강도 프로파일을 표시했습니다. 이러한 프로파일에 의해 명확하게 입증된 바와 같이, 넓은 밴드는 알루미나 층에 해당하는 더 밝은 영역을 나타냅니다. 알루미나는 일정한 조도를 가지고 있다는 점을 감안할 때, 층의 양쪽 경사면 중간에 위치한 두 수직선 사이의 거리를 측정하여 층두께를 추정하는 것이 합리적이다. 결과는 각각 약 1.2 nm 및 1.9 nm입니다.
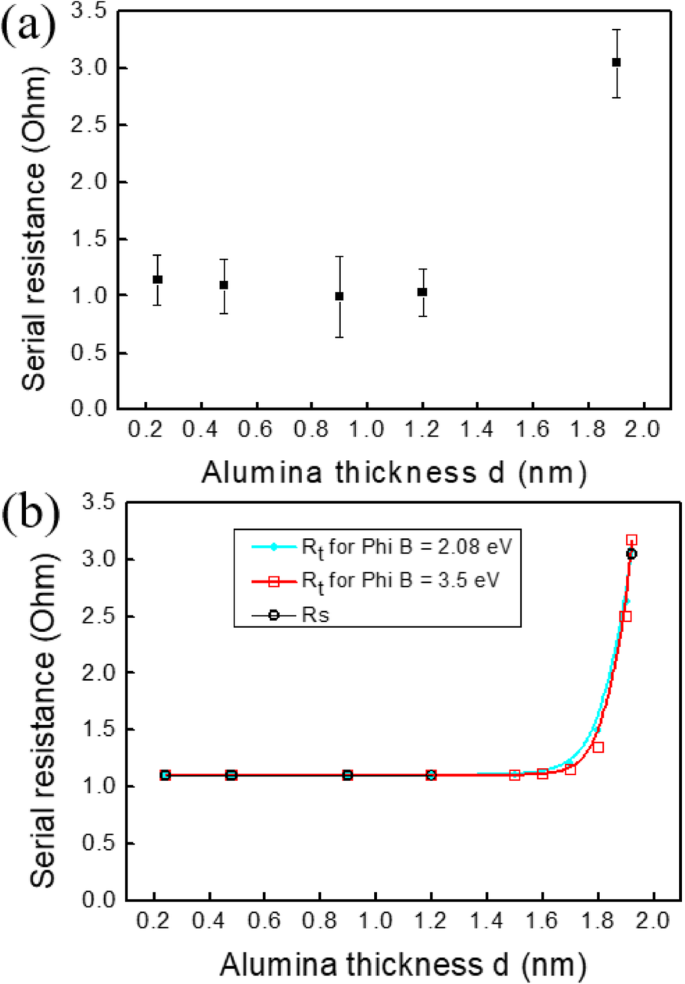
시리즈 저항의 진화 Rs
그림 2a와 같이 Rs 거의 일정합니다(Rs =1.1 ± 0.15 Ω) d =0.24 ~ 1.2 nm 및 d에 대해 3.1 ± 0.2 Ω으로 급격히 증가 =1.9 nm. 측정된 저항 Rs 에미터 및 베이스 영역, 금속 핑거 및 얇은 SiO2와 관련된 저항의 추가입니다. 모두 R로 표시된 산화물 층 나 , + 저항 R목 알루미나 층과 관련이 있습니다. 모든 샘플에 대해 그림 4의 오차 막대(± 0.15 Ω)로 주어진 기술 절차의 재현성 한계에서 R나 동일한 기술 프로세스가 적용되므로 상수로 간주됩니다. d 유일한 수정된 매개변수입니다. 따라서 Rsd까지 일정합니다. =1.2 nm 및 터널링 저항 R목 분명히 d에 따라 다릅니다. , 우리는 최대 d =1.2 nm, R목 다양하지만 그 변동은 측정의 분산, 즉 0.15 Ω보다 작습니다. R목 터널링에 대한 전달 계수 γ의 역수에 직접적으로 결합됩니다. 즉, [29]에 의해 주어진 직사각형 장벽을 통한 캐리어의 터널링 확률:
m*
알루미나 장벽의 유효 질량(m
*
=0.75 m0 [30], m0 전자 질량), h 플랑크 상수, q 는 전자 전하이고 ϕ나 전도대 오프셋 ΔEC와 동일한 유효 장벽 높이 유전체와 n
+
사이 실리콘 접촉. 터널링 저항은 다음과 같이 지정됩니다.
$$ {R}_{\mathrm{thu}}=도끼{\gamma}^{-1} $$ (2)
여기서 A 상수입니다. d 동안 =1.9 nm, R목R에서 측정한 걸음 수에 해당합니다. s , 따라서 우리는 R을 추론합니다. 목 (1.9 nm) =2 Ω. 이 값에서 A 계산할 수 있습니다. 이를 위해서는 ϕ를 알아야 합니다. 나 이는 페르미 준위가 많이 도핑된 n
+
에서 전도대의 최소값 내에 있기 때문에 Si와 유전층 사이의 전도대 오프셋과 같습니다. 실리콘 접촉. 사실, 유전체 층은 실제로 몇 나노미터 SiO2입니다. /알2 O3 스택, 그래서 대역 오프셋은 이 두 유전체 층에 따라 달라집니다. 전도대 오프셋은 SiO2의 경우 3.13–3.5 eV 및 2.08–2.8 eV 범위입니다. 및 Al2 O3 [31] 각각. 표 2는 A의 값을 보여줍니다. R의 값에서 추론된 전인자 sd에서 측정 =1.9 nm, ϕ의 두 극단값에 대해 나.
<그림>
아 직렬 저항 R의 진화 s 대 알루미나 두께. ㄴR의 실험값 s 시뮬레이션 한 R시뮬ϕ에 대해 계산됨 나 =2.08 및 3.5 eV 대 알루미나 두께 d (nm)
그림 2b에서 Rs 및 총 시뮬레이션된 저항 R시뮬 =R나 + R목 두 ϕ에 대해 나 값 대 d (Rsd 사이의 평균값 1.1 Ω으로 취했습니다. =0.24 및 1.2 nm). 무엇이든 ϕ나 , d 동안 ≤ 1.2 nm, R목 무시할 수 있습니다. 그것은 우리의 시작 가설을 확인시켜줍니다:R의 진화에서 1.9 nm에서 관찰된 단계 s 터널링 장벽의 진화와 관련이 있습니다. d 동안 1.2 nm 미만에서 알루미나 층의 주요 효과는 n
+
를 부동태화하는 것입니다. 산화물에 국한된 고정 전하와 관련된 전계 효과 패시베이션을 통해 접점 및 p 표면. 더 큰 d 값, 알루미나 층은 전지의 전기적 성능을 감소시키는 기생 직렬 접촉 저항을 도입합니다.
마지막으로 저항률 ρ를 추정할 수 있습니다. 알루미나 층의. 이를 위해 측정된 저항 R을 고려합니다. 1.9 nm의 두께 값에 대해. 터널링 효과가 감소하고 레이어가 "대량 유사" 동작(조잡한 근사치)을 갖기 시작합니다. 이러한 알루미나 두께(d =1.9 nm) 및 표면 S 고려 접점의 (10.54 mm
2
), 우리는 ρ를 추론합니다. 다음 방정식을 사용하여:
$$ R=\rho\ \frac{d}{S} $$ (3)
이는 ρ로 이어집니다. =1.1 × 10
6
Ω·cm. 시장에 나와 있는 벌크 재료의 경우 알루미나의 성장 온도와 불순물에 따라 저항 값이 10
5
에서 달라집니다. ~ 10
14
Ω·cm(Kyocera™에서). 따라서 추정된 값은 얇은 층과 벌크 층 사이의 한계에 "의사 벌크" 물질이 있음을 보여줍니다.
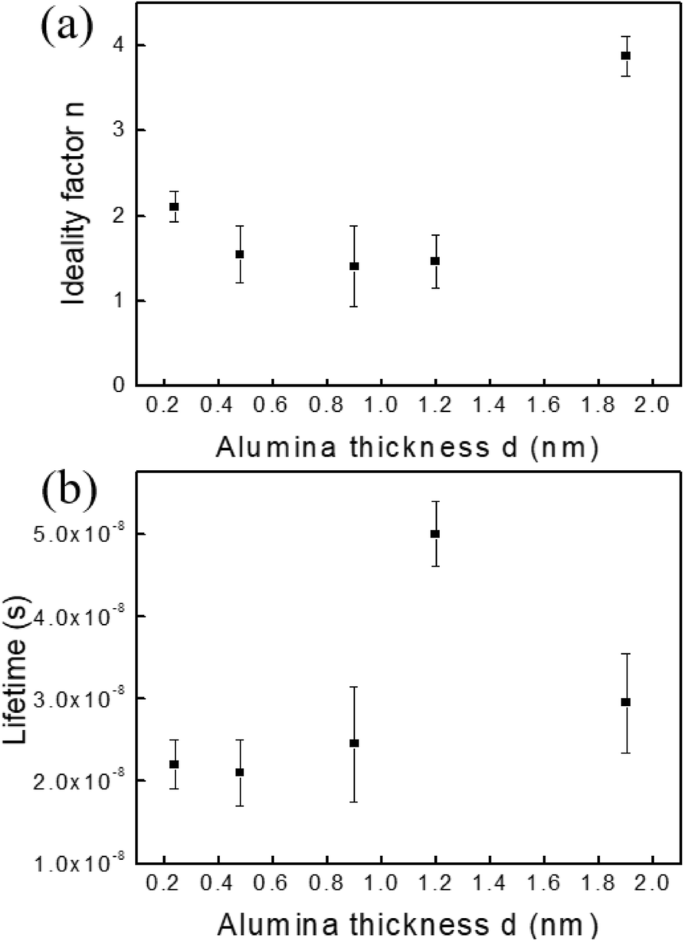
나 셀 출력 전류, IL 광 발생 전류, V 셀 양단의 전압, T 온도, k 볼츠만 상수, n 는 이상 요인이고 RS 는 셀 시리즈 저항입니다. 낮은 주입 수준의 경우 band-to-band 또는 Schottky Read-Hall 재조합만 있는 경우 이상 계수 n 2보다 작습니다. 재조합이 소수 캐리어에 의해 제한되는 경우 1의 값에 도달합니다[31]. n의 증가 소수 캐리어와 다수 캐리어를 모두 포함하는 비정상적인 재조합 메커니즘이 발생하고 있음을 나타냅니다[32]. 그래서 n 장치의 재조합(또는 패시베이션)의 서명입니다. 또한 n 또한 R에 바인딩됩니다. s 이상 요인을 증가시킵니다[33]. n의 진화 대 알루미나 두께는 그림 3a에 나와 있습니다.
<그림>
아 이상 요소 <>n의 진화 대 알루미나 두께 d . ㄴ 일생의 진화 τ 대 알루미나 두께 d
낮은 두께 값(0.24 nm)의 경우 n 2보다 크며, 이는 부동태화되지 않은 표면의 서명입니다. 알루미나 두께가 증가함에 따라 n 약 1.5에서 감소하고 안정화되어 알루미나를 통한 효율적인 부동태화 효과를 나타냅니다. 1.9 nm의 알루미나 두께 값의 경우, nR의 급격한 증가에 따라 갑자기 4로 증가합니다. s . 따라서 둘 다 Rs 그리고 n 알루미나 층이 낮은 터널링 장벽과 관련된 Si 접합을 잘 보호한다는 것을 보여줍니다. d 동안 =1.9 nm, 터널링 장벽이 증가하고 R의 후속 저하 s 따라서 이상 요인입니다.
평생
패시베이션 효과를 설명하는 또 다른 주요 매개변수는 포토캐리어의 수명, τ입니다. . 실제로, 수명은 표면 결함(재결합 중심)의 농도에 묶인 캐리어의 재결합 속도와 직접적으로 연관됩니다. 이것은 측정된 개방 회로 전압, 시간 도함수 및 실제 조도 레벨에서 추론되었습니다. 알루미나 두께에 대한 진화는 그림 3b에 나와 있습니다. 수명의 진화는 이전 결과와 일치합니다. 주로 보호되지 않은 후면 접촉으로 인해 평균 값이 낮습니다. 그러나 알루미나 두께가 증가함에 따라 전면 접점의 패시베이션이 향상되고 최적의 두께 값이 1.2 nm인 것이 분명히 나타납니다. d 동안 =1.9 nm, 수명이 감소합니다. 알루미나 두께가 증가함에 따라 SiNx에서 더 적은 수소가 확산될 수 있습니다. 열처리 중 접촉부에 층을 형성하여 화학적 패시베이션 효과가 감소합니다.
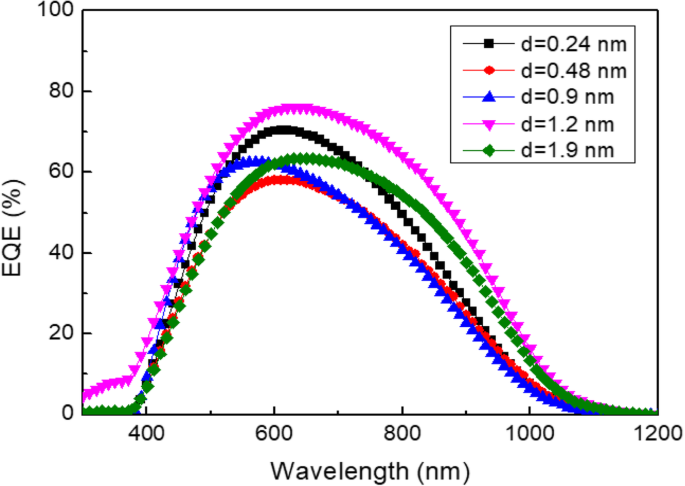
그림 4는 측정된 EQE 대 알루미나 두께를 보여줍니다. 최상의 EQE는 d에서 관찰됩니다. =1.2 nm. 주요 개선 사항은 600에서 900 nm까지 다양한 파장에서 관찰됩니다. 모든 경우에 EQE는 보호되지 않은 후면 접점에서 재결합의 신호인 IR의 이상적인 직사각형 모양과 거리가 멉니다.
<그림>
다양한 알루미나 두께에 대한 측정된 EQE 대 파장
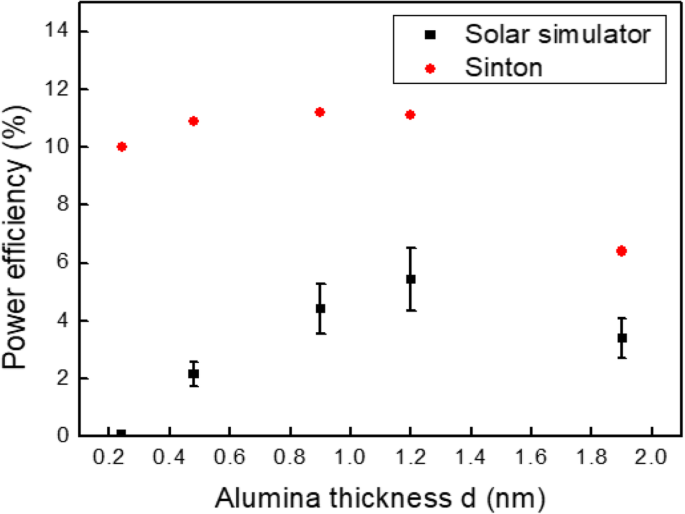
분석을 완료하기 위해 우리는 태양광 시뮬레이터와 Sinton의 방법을 사용하여 측정된 조명 하에서의 전기 매개변수를 연구했습니다. 그림 5는 알루미나 두께에 따른 태양 전지의 전력 효율을 보여줍니다. 솔라 시뮬레이터로 측정한 것과 R이 없는 최적화된 것 s . 알루미나 두께가 증가함에 따라 측정된 PCE는 d에 대해 최대값 5%에 도달하는 더 나은 패시베이션 효과로 인해 증가합니다. =1.2 nm, d에 대해 감소하기 전 =1.9 nm. R에 대한 수정된 PCE s =0은 약 11%에서 매우 일정한 값을 갖습니다. 이 값은 후면 접점의 패시베이션만 고려하면 합리적인 값입니다. d 동안 =1.9 nm, 수정된 수율은 기생 션트 저항으로 인해 6%까지 감소합니다.
<그림>
알루미나 두께에 대한 측정 및 외삽 전력 효율 d
결론
ALD에 의해 증착된 알루미나는 실리콘 p-n 접합의 핵심 매개변수인 전기 접점을 보호하는 효율적인 방법입니다. 이 연구에서는 0.24~1.9 nm의 다양한 두께를 가진 터널링 원자층 증착 알루미나층을 사용하여 주입된 Si n+
을 부동태화했습니다. -p 접합. 우리는 솔라 시뮬레이터와 Sinton의 분석을 모두 사용하여 완전한 전기 측정 세트와 상관관계가 있는 체계적인 HRTEM, STEM HAADF 및 STEM EDX 구조 분석을 수행했습니다. 이 독창적인 접근 방식을 통해 효율적인 패시베이션 효과를 달성하기 위한 최적의 알루미나 두께가 1.2 nm라고 주장할 수 있습니다. 이 작업에서 장치 효율이 완전히 최적화되지는 않았지만 최적의 알루미나 패시베이션은 고효율 실리콘 기반 태양 전지 개발에 도움이 될 수 있습니다.