

3D 프린팅

산업 제조
3D 개체를 인쇄한 적이 있는 사람은 인쇄가 완료되면 불쾌한 놀라움이 여러분을 기다리고 있다는 것을 알고 있습니다.
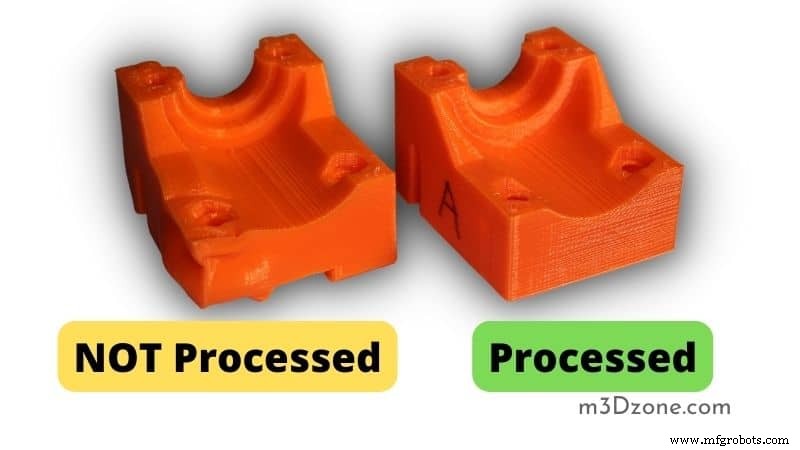
뒤틀림, 박리 및 기타 결함은 아름다운 인쇄물을 망칠 수 있습니다.
그러나 인쇄물을 어닐링하면 이러한 문제를 피하고 더 나은 인쇄물을 생성하는 데 도움이 될 수 있다는 사실을 알고 계셨습니까?
3D 프린팅은 전 세계를 강타한 환상적인 기술입니다. 그러나 다른 기술과 마찬가지로 단점이 있습니다.
3D 프린팅의 가장 일반적인 문제 중 하나는 인쇄물이 원하는 만큼 강력하지 않다는 것입니다. 이는 인쇄물에 열을 충분히 가하지 않아 플라스틱이 너무 빨리 식기 때문인 경우가 많습니다.
인쇄된 개체를 개선하려면 어닐링해야 합니다! 3D 프린트를 어닐링하면 품질과 내구성을 향상시킬 수 있습니다.
어닐링은 어닐링 온도에서 금속의 물리적 및 기계적 특성을 변경하는 데 사용되는 열처리 공정입니다. 목적은 금속을 부드럽게 하고 응력을 제거하며 연성과 인성을 향상시키는 것입니다.
그것은 일반적으로 금속 및 합금 제조 및 금속 부품 제조에 사용됩니다. 이 과정은 금속을 특정 온도로 가열한 다음 일정 시간 동안 그 온도를 유지하는 것입니다.
필요한 시간이 경과한 후 금속을 천천히 실온으로 냉각합니다.
어닐링은 더 높은 온도를 견딜 수 있는 금속에만 수행해야 하는 프로세스입니다. 금속은 재결정화 온도 또는 열 변형 온도 이상으로 가열되어야 하지만 융점 미만이어야 합니다.
또한 원하는 결과를 얻으려면 열처리 온도와 시간을 주의 깊게 제어해야 합니다. 어닐링 후 금속을 실온 또는 용융 온도로 천천히 냉각하십시오. 다시 말하지만, 가스 또는 전기 오븐을 사용하여 수행할 수 있습니다.
가스오븐일때 화로벽을 적당한 온도로 가열하여 간접적으로 열을 가하게 됩니다. 반대로 전기오븐을 사용하면 작업장을 직접 가열하게 됩니다.
폴리락트산 어닐링은 필라멘트를 특정 온도로 가열하고 해당 온도에서 설정된 시간 동안 유지하여 재료 내의 결정 구조를 분해하는 방식으로 작동합니다.
그 다음에는 일반적으로 시원한 공기나 물에서 제어된 조건에서 냉각되지만 때로는 외부 핀이나 가열 인쇄 베드와 같은 기타 장비를 사용하여 냉각됩니다.
이 프로세스는 여러 번 수행할 수 있으며 지속적으로 재료 특성을 개선합니다. PLA는 비정질 플라스틱이므로 금속이나 기타 결정질 물질에서 볼 수 있는 규칙적으로 반복되는 원자 패턴이 없습니다.
그것은 결정체로 알려진 다른 영역 사이에 산재된 비정질 영역이라고 하는 불규칙한 덩어리로 구성됩니다. 이 긴 사슬 분자가 가열되면 더 움직이기 쉬워지고 서로 조금 더 쉽게 미끄러질 수 있습니다.
PLA는 옥수수 전분과 설탕으로 만든 열가소성 수지입니다. 아크릴로니트릴 부타디엔 스티렌(ABS) 및 폴리에틸렌 테레프탈레이트 글리콜(PETG)과 같은 다른 열가소성 수지보다 융점이 낮습니다. Extruder 노즐의 열로 빠르게 녹을 수 있습니다.
PLA는 녹는점이 낮아 고온에서 인쇄 시 휘어지거나 수축되기 쉽습니다.
어닐링 PLA는 고온에서 3D 프린팅 공정으로 인한 응력을 제거하고 연성과 인성을 향상시킵니다. 그 결과 어닐링된 부품이 휘거나 줄어들 가능성이 줄어들고 파손에 대한 내성이 높아집니다.
PLA 필라멘트는 생분해성 재료로 만들어지기 때문에 PLA도 어닐링이 필요합니다. 어닐링 공정은 필라멘트에 추가적인 강도와 내구성을 부여하여 FDM 프린터에 사용하기에 더 적합합니다.

어닐링 공정은 가스 또는 전기 오븐을 사용하여 수행할 수 있습니다. PLA 필라멘트를 소둔할 때 필라멘트의 녹는점 이하의 온도를 사용하는 것이 필수입니다.
PLA 필라멘트 어닐링의 권장 온도는 섭씨 175도입니다. 필라멘트를 이 온도로 가열하고 30~60분 동안 유지해야 합니다. 필요한 시간이 경과한 후 필라멘트를 천천히 상온으로 식혀야 합니다.
원하는 결과를 얻으려면 어닐링 온도와 시간을 주의 깊게 제어해야 합니다. 금속은 열처리 후 상온으로 천천히 냉각되어야 합니다.
사람들이 PLA를 어닐링하는 주된 이유 중 하나는 뒤틀림을 방지하기 위한 것인데, 오븐 없이 어떻게 이것을 할 수 있습니까?
용광로를 사용하는 것만큼 효과적이지는 않지만 재결정을 일으킬 만큼 인쇄물을 가열하는 데 사용할 수 있는 몇 가지 방법이 있습니다.
PLA 필라멘트 어닐링의 권장 온도는 섭씨 175도이며 최대 60분이 소요됩니다. 그러나 적절한 어닐링 시간은 다양하다는 점에 유의해야 합니다.
필요한 시간이 지나면 필라멘트를 천천히 상온으로 식혀야 합니다. 일부 재료는 섭씨 140~370도의 유리 전이 온도에서 어닐링될 수도 있습니다.
이 공정을 통해 보다 균일한 입자 구조를 가진 보다 중요한 금속 부품이 생성됩니다. PLA 프린트를 어닐링하면 시간이 지남에 따라 온도 변화로 인해 휘어지거나 모양이 변할 가능성이 줄어듭니다.
레이어가 서로 깔끔하게 정렬되기 때문에 나중에 (원하는 경우) 인쇄물을 더 쉽게 샌딩할 수 있습니다.
ABS 어닐링은 기존의 용제 결합 방식보다 ABS 부품을 함께 접착할 때 특히 유리합니다.
3D 프린트가 열처리되면 모든 표면과 레이어가 유사한 결정 구조를 가져야 하므로 접착제나 에폭시와 더 잘 접착될 가능성이 높습니다. 특히 동일한 스풀에서 나온 경우 더욱 그렇습니다!
어닐링 과정은 인쇄물에 남아 있을 수 있는 광택 PLA 바니시를 태워버리는 경향이 있기 때문에 인쇄물은 열처리 후에 약간 더 빛나고 다채롭게 보일 것입니다.
접착하기 전에 열 처리한 3D 인쇄물은 접착층이 닿을 표면적이 더 넓기 때문에 도색되지 않은 인쇄물만큼 클램핑할 필요가 없습니다.
금속 부품의 경우 적어도 특정 조건에서는 함께 고정하기 위해 많은 볼트나 리벳이 필요하지 않습니다! ABS 필라멘트를 어닐링하면 압출 과정에서 더 녹기 때문에 어쨌든 ABS로 인쇄하려는 경우 좋습니다.
ABS 필라멘트가 아래 레이어와 더 쉽게 결합되어 뒤틀릴 가능성이 줄어듭니다.
어닐링된 유리, 용융 실리카 및 사파이어를 비롯한 다양한 유형의 투명 재료가 있습니다. 이러한 재료는 광학적 균질성이 높기 때문에 광섬유 및 레이저와 같은 응용 분야에 매우 적합합니다.
유리 전이 온도에서 유리와 같은 투명한 재료를 어닐링하는 것을 절대 잊어서는 안됩니다. 다른 많은 투명 재료가 존재하지만 위에서 언급한 세 가지만큼 투명하지 않을 수 있습니다.
예를 들어, 창 유리는 600나노미터 이하의 미세한 표면 불규칙성을 가진 고체를 형성하기 위해 냉각된 용융 모래로 만들어집니다. 그에 비해 대부분의 사파이어는 수 마이크로미터 크기의 표면 특징을 가지고 있습니다!
재료를 어닐링할 때 핵심은 재료를 재결정 온도(T) 이상으로 높이는 것입니다. 적절한 수의 미세 결정이 성장할 수 있을 만큼 충분히 오랫동안 해당 온도에서 유지되어야 합니다. 특징적인 시간 의존적 성장 곡선.
핵의 수가 기하급수적으로 증가함에 따라 새로운 결정이 형성되는 것보다 성장하는 결정에 더 많은 에너지가 투입되는 지점이 옵니다. 이 성장 단계를 정적 재결정화라고 하는 이유는 결정의 크기에 순 변화가 없기 때문입니다.
이 시점에서 T는 어닐링 온도와 같게 되며, 이는 온도가 더 증가해도 결정 크기나 밀도에 변화가 없음을 의미합니다!
냉각 속도는 핵 생성이 얼마나 빨리 일어날 수 있는지를 나타냅니다. 따라서 성장한 결정이 어떤 모양을 취할 것입니다. 냉각 속도가 느리면 입자가 좁고 냉각 속도가 빠르면 입자가 커집니다.
최상의 결과를 얻으려면 특히 용융 실리카(이산화규소)와 같은 매우 순수한 재료를 어닐링할 때 T와 냉각 속도를 모두 제어하는 것이 필수적입니다.
어닐링 시간이 몇 시간인 경우 온도는 섭씨 0.1도 이내로 유지되어야 합니다. 그러나 짧은 어닐링 시간(몇 분) 동안 이 허용 오차는 섭씨 100분의 1도까지 떨어질 수 있습니다.
냉각 속도의 경우 분당 50mm와 분당 150mm의 차이가 심할 수 있습니다. 덜 순수한 재료는 일반적으로 부정확한 T 및 냉각 속도 제어에 더 관대합니다.
투명한 재료는 어닐링 중에 균열이 생기기 쉽습니다. 수조에서 냉각을 제어하여 재료에 스트레스를 주지 않으려는 시도조차 위험할 수 있습니다!
어닐링에 대해 가장 자주 묻는 질문 중 하나는 PETG를 어닐링할 수 있는지 여부입니다. 이 질문에 대한 대답은 조금 복잡합니다. PETG는 PLA, ABS에 비해 재결정 온도가 훨씬 낮아 어닐링을 성공적으로 수행하기가 어렵습니다.
그러나 온도를 재결정화 온도 이상으로 올리고 충분히 오래 유지할 수 있다면 PETG는 다른 재료와 마찬가지로 어닐링됩니다. 주요 과제는 인쇄 중인 개체를 손상시키지 않고 필요한 온도에 도달하는 것입니다.
PETG는 PLA나 ABS보다 재결정 온도가 낮기 때문에 온도가 너무 높으면 손상되기 쉽습니다. 즉, 성공적인 결과를 얻으려면 어닐링 온도가 더 낮아야 하고 온도에서의 시간이 더 길어야 합니다.
PLA가 많이 줄어들 것입니다. 모든 차원에서 최대 10%까지 축소되는 것은 드문 일이 아닙니다! 매우 얇은 벽이나 돌출부가 있는 부품을 인쇄하는 것에 대해 다시 한 번 생각해야 합니다. 특히 부품이 길고 지지되지 않는 경우에는 어닐링으로 인해 부품이 휘고 모양이 눈에 띄게 변하기 때문에 더욱 그렇습니다.
This includes overhanging chamfers on the side of your print. If you want the edges to line up nicely with each other after annealing them, make sure their bottom layer doesn’t have any sharp corners or cuts around it since those can get stressed easily by heat treatment too.
On average, your ABS prints might shrink about 2-3% in all dimensions before they start warping significantly from being annealed. Your part’s shape might change a bit, too, especially if you have very thin walls or overhangs.
If the walls are too thin to remain straight without bowing out toward the inside of your print after being annealed, they’ll most likely break off when you try removing it from your build plate.
Abrasives or solvents will remove cold-bed ooze so the part can be glued in place. However, it would help if you were careful not to move around too much while sanding/scraping your print because that could cause it to warp or crack.
If there are any especially thin pieces on your model – like threads or tiny whiskers of plastic – then they might become even lighter after treatment and may break off entirely afterward. Clean up all loose ends by scraping them with a razor blade or file!
Annealing is the best way to make PLA and PBS prints warp less when handled because it straightens out the internal layers of the filament while allowing the exterior to remain unchanged.
Make your 3D print look cleaner and shinier by annealing it before you use it for anything! It is the best treatment you can give your ABS prints since it straightens out the internal layer, so they don’t warp when you handle them!
3D 프린팅
음악 플레이어나 청취 장치의 소리가 왜곡되거나 불분명해 보일 수 있습니다. 이는 일반적으로 원치 않는 높거나 낮은 전자 노이즈 주파수를 통과시키는 열악한 증폭 프로세스 때문입니다. 이제 이 문제에 대한 간단한 솔루션은 특수 노이즈 필터 회로를 통합하는 것입니다. 이들은 일반적으로 일반 회로에서 볼 수 있는 연산 증폭기, 커패시터, 저항 등으로 구성됩니다. 이러한 기본 구성 요소를 특정 설정에 배치하면 신호를 증폭하기 때문에 전체 사운드가 향상됩니다. 우리는 이 특정 주제에 대한 더 많은 지식을 제공하기 위해 이 기사를 작성했습니다.
폴리카보네이트(PC)는 20세기 중반에 개발된 이후로 제조 분야에서 점점 더 인기 있는 소재가 되었습니다. 오늘날 전 세계적으로 매년 약 270만 톤의 폴리카보네이트가 생산됩니다. 수년에 걸쳐 다양한 회사에서 다양한 폴리카보네이트 공식을 만들었으므로 선택할 수 있는 여러 산업 등급의 폴리카보네이트가 있습니다. 일부 형태에는 유리 섬유 강화가 더 많이 포함되어 있는 반면, 다른 형태에는 장기간 태양 노출로부터 보호하기 위해 자외선 안정제와 같은 첨가제가 포함되어 있습니다. 강력하고 다재다능한 이 비정질 열가소성 플라스틱은 열, 충격