

제조공정

산업 제조
박판 주조 및 압연
평판 제품의 생산을 위해 액체 강은 일반적으로 연속 슬래브 주조 기계에서 일반적으로 두께 범위가 150mm에서 350mm인 슬래브 형태로 주조됩니다. 이 슬래브를 검사하고 스카프로 만든 다음 슬래브 재가열로에서 압연 온도로 재가열한 다음 반연속 또는 연속 열간 스트립 밀에서 열간 압연 코일로 압연합니다. TSCR(Thin Slab Casting and Rolling) 기술의 개발은 열연 코일(HRC) 생산의 공정 단계 수를 줄이기 위한 단계입니다. 원래 TSCR 기술은 투자 및 생산 비용 절감을 주요 목표로 개발되었지만 오늘날에는 철강을 기술 적용의 주요 소재로 유지하기 위한 가장 유망한 생산 경로 중 하나가 되었으며 이미 도달한 기술로 간주되고 있습니다. 높은 성숙도. 50/55mm 두께의 슬래브에 대해 분당 6.0미터(m/min)의 주조 속도는 요즘 꽤 일반적입니다.
처음에는 상업용 품질의 일반 탄소강만 얇은 슬래브 주조 경로를 통해 주조되었습니다. 그러나 현재는 저탄소강, 중탄소강, 고탄소강, HSLA(고강도 저합금) 강종, 라인 파이프 강종, IF(무삽입) 강종을 비롯한 자동차용 강종 등 대부분의 강종을 박판으로 주조할 수 있다. 캐스팅 루트. 실제로 이 기술은 주조 및 압연의 철강 기술에 패러다임 전환을 가져왔습니다. 얇은 슬래브 주조 및 압연 기술은 (i) 금형 설계, (ii) 유압 금형 진동, (iii) 전자기 브레이크(EMBR) 사용, (iv) 주조 및 압연 공정의 여러 개선으로 인해 가능했습니다. ) 압연기에서 고압 디스케일러 및 롤러 사이드 가이드(엣저) 사용, (v) 동적 액체 코어 감소(LCR), (vi) 금형 분말 품질, 재설계된 SEN 및 (vii) 물 분무 냉각.
두꺼운 슬래브 주조 및 열간 압연에 비해 TSCR 기술의 주요 장점은 (i) 자본 비용 절감, (ii) 인력 감소, (iii) 필요한 바닥 공간 감소, (iv) 액체로부터 최종 제품 수율 개선을 포함합니다. 강철, (v) 특정 연료 소비 감소 및 (vi) 특정 전력 소비 감소
기록
TSCR 개념의 구현은 기술과 관련된 수많은 기술적 과제로 인해 80년대 중반까지 성공을 거두지 못했습니다. 이 방향의 첫 번째 돌파구는 1985년 10월 SMS Schloemag-Siemag에 의해 Kreuztal-Buschhutten의 파일럿 공장에서 50mm 두께의 첫 번째 얇은 슬래브가 주조되었을 때 달성되었습니다. 이 성공은 특허 받은 깔때기 모양의 금형과 최적화된 침수 입구 노즐로 달성되었습니다. SMS Schloemag-Siemag는 이 기술에 'Compact Strip Production(CSP)'이라는 이름을 붙였습니다. 첫 번째 CSP 공장은 1987년 말에 주문되었으며 1989년 7월 인디애나주 Crawfordsville의 Nucor Steel에서 시운전되었습니다. 시운전 후 며칠 만에 미숙한 작업자로 인해 주조 기계에 중대한 고장이 발생했습니다. 이는 이 기술의 빠른 수용에 영향을 미칩니다. 거의 동시에, 인라인 스트립 생산(ISP) 공정은 Mannesmann Demag와 Arvedi 그룹에 의해 집중적으로 개발되었습니다. ISP의 개발은 Arvedi-Mannesmann 특허를 기반으로 1988년에 시작되었습니다. 1992년에 프로토타입 ISP 공장은 Cremona 공장에서 Arvedi에 의해 건설되었으며, 여기에서 이 프로세스의 대부분의 개발이 수행되었습니다. 1994-95년에 프로토타입 공장이 개발의 첫 번째 단계를 완료했습니다. 나중에 ISP 기술을 기반으로 Acciaieria Arvedi는 Arvedi ESP라는 브랜드 이름으로 새로운 박판 주조/무한 압연 공정을 개발했습니다. 이 과정을 통해 0.8mm 두께의 스트립이 생산됩니다. 오스트리아의 Voest Alpine(VAI)(현재 Primetals 기술)과 이탈리아의 Danieli도 박판 주조 및 압연 기술을 개발했습니다. VAI의 기술은 CONROLL(Continuous Thin Slab Casting and Rolling Technology)로 알려져 있으며 최대 125mm 두께의 슬래브를 생산합니다. 그것은 중간 두께의 석판에 가깝습니다. Danieli가 개발한 기술은 fTSR(Continuous Flexible Thin Slab Rolling)로 알려져 있으며 70mm에서 90mm 두께 범위의 슬래브를 생산합니다. 구현 TSCR 기술은 중국과 인도가 철강 생산을 대대적으로 확장하기 시작한 후 크게 향상되었습니다. 오늘날 CSP 기술을 기반으로 하는 3가닥 TSCR 공장이 인도 구자라트의 ESSAR(현재 Arcelormittal Nippon Steel India Limited)에 설치되었습니다.
TSCR 공정은 주로 공장당 생산량, 가용성, 전환 비용, 생산된 강종 범위, 그물 모양에 가까운 치수, 스트립 형상, 품질 매개변수 및 표면 특성과 관련하여 극도로 역동적인 개발을 거쳤습니다. 오늘날 TSCR 기술은 저탄소 및 중탄소 범위의 강뿐만 아니라 스테인리스 페라이트 및 오스테나이트 등급 및 방향성 규소강을 생산하는 데 사용됩니다. 업스트림 단계 및 다운스트림 핫 스트립 처리 시설도 CSP 플랜트의 제품에 적응하는 플랜트 엔지니어링 및 기술(예:핫 스트립 두께가 약 1mm까지 감소)을 통해 추가 개발을 보았습니다.
TSCR 프로세스의 야금 및 기타 중요한 기능
TSCR 공정에서 강철을 턴디시에서 코일러로 가공하는 동안 아래에 설명된 대로 공정의 몇 가지 야금 및 기타 중요한 기능이 있습니다.
TSCR 공정에서 생산 공정과 일반적인 온도 변화 수준은 그림 1에 나와 있습니다.
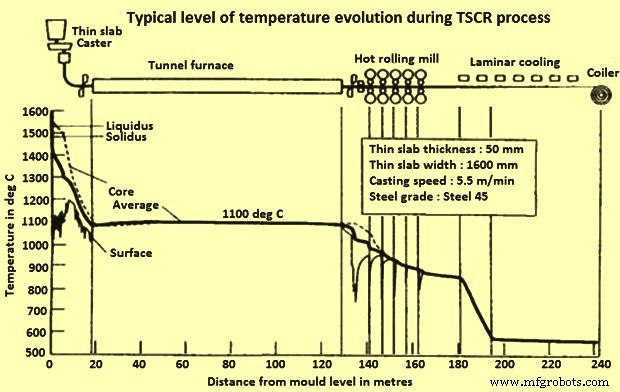
그림 1 TSCR 프로세스 중 온도 변화의 일반적인 수준
TSCR에서 더 빠른 응고는 더 균일하고 미세한 구조를 제공합니다. 주물에서 빠른 응고로 인해 미세한 SDAS(secondary dendrite arm spacing)가 달성되며 기존 주물보다 미세 분리 구조가 적은 균질한 구조를 촉진합니다. 미세 편석은 최소 용질 농도가 수지상 암의 중심에 있고 최대 용질 농도가 암 사이에 있는 수지상 암 사이의 분리입니다. 실제로 SDAS는 슬래브 연속 주조에서 비균질성의 척도입니다. 박판 주조에서는 '액심환원'(LCR) 시스템이 사용됩니다. 액체 코어 감소는 코어가 여전히 액체 상태에 있는 동안 몰드 아래의 스트랜드 두께를 감소시킬 수 있습니다. 일반적으로 스트랜드 가이딩 시스템의 첫 번째 세그먼트는 원하는 스트랜드 두께 감소를 얻기 위해 조정될 수 있습니다. 다양한 TSCR 프로세스가 아래에 설명되어 있습니다.
콤팩트 스트립 생산
CSP 기술의 기본 개념은 (i) 주조, (ii) 온도 균등화 및 (iii) 열간 압연의 3가지 공정 단계를 연결하여 최대 비용 효율성을 달성하는 것입니다. 제강 후의 액강은 연속 주조기(CCM)의 턴디시로 채워집니다. 이 기술에서 액체강은 50mm에서 90mm 범위의 원하는 두께의 슬래브로 주조됩니다. 그런 다음 슬래브는 적절한 길이로 절단되고 일반적으로 1150℃의 온도로 설정된 터널 또는 평형로로 이송됩니다. 이 시점에서 슬래브는 500마이크로미터에서 1000마이크로미터의 오스테나이트 입자 크기를 나타냅니다. 용광로에서 20분의 체류 시간 후 슬래브는 용광로를 떠나 작물이 깎입니다. 그런 다음 뜨거운 얇은 슬래브는 약 1000℃에서 마무리 압연기로 들어갑니다. 슬래브는 마무리 압연기를 통과할 때 열간 스트립으로 압연됩니다(두께 0.8mm에서 약 16mm 범위 및 너비 범위 800mm에서 1880mm). 5, 6 또는 7 스탠드. 압연 후 뜨거운 스트립은 런아웃 테이블(ROT)로 들어가고 여기에서 코일링 온도까지 층류 냉각이 진행됩니다. 그런 다음 실온으로 감습니다. CSP 프로세스의 계획은 그림 2에 나와 있습니다.
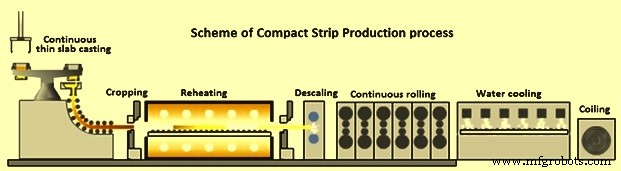
그림. 2 조강 생산 공정의 계획
CSP 공정의 주요 요소는 래들 터렛, 몰드, 스트랜드 가이드 시스템, 핀치 롤 유닛, 진자 전단기, 2개의 주조 스탠드를 연결하는 이송 카가 있는 가열로, 5~7개의 스탠드가 있는 압연기, 스트립 냉각 및 코일러입니다. 이 공정은 액체 코어 감소를 통해 주조 중 슬래브 두께를 유연하게 설정하여 최종 스트립 두께와 주조 두께 및 주조 속도에 적응할 수 있습니다. 이 기술로 1mm 두께의 열간 스트립을 편안하게 열간 압연할 수 있습니다. CSP는 조정을 위해 잘 알려진 CVC 기술을 채택한 프로파일 및 평탄도 제어 시스템을 사용합니다. 한 가닥 공장의 용량은 연간 최대 150만 톤(Mpta)이고, 두 가닥 공장은 최대 3 Mpta, 3 가닥 공장은 최대 4 Mpta입니다. 3가닥 CSP 플랜트의 개략도는 그림 3에 표시되어 있고 CSP 플랜트의 다양한 개념은 그림 4에 나와 있습니다.
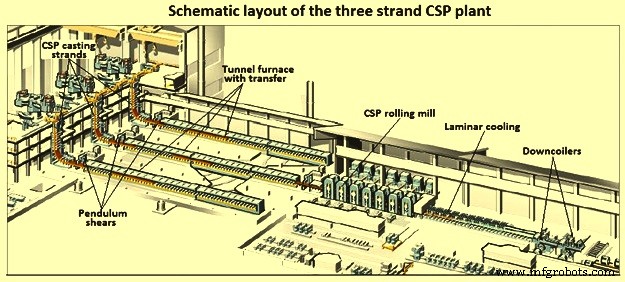
그림 3 세 가닥 CSP 플랜트의 도식 레이아웃
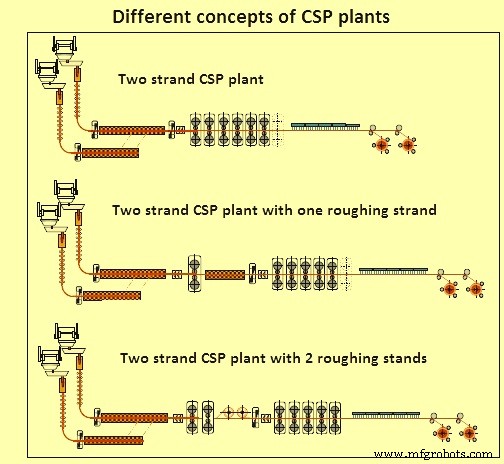
그림 4 CSP 플랜트의 다양한 개념
CSP 공정의 핵심은 특허받은 깔때기 모양의 1100mm 길이의 크롬-지르코늄-구리 몰드입니다(그림 5). 액체강의 공급은 깔때기 형태로 금형의 입구를 벌려서 좁은 금형 캐비티의 범위 내로 잠긴 입구 노즐(SEN)을 통해 수행됩니다. 이 깔때기는 대략 주형 길이의 중간에서 종료되며, 그 이상에서는 주형의 넓은 측벽이 평행하고 얇은 슬래브의 두께와 동일한 두께로 분리됩니다. 주형 벽의 측면은 응고되는 강철의 수축을 보상하기 위해 테이퍼링됩니다. 얇은 슬래브의 급속한 응고 때문에 6m/min의 높은 주조 속도에서도 약 4.5m~5m 길이의 스트랜드 안내가 필요합니다.
원래 설계와 비교하여 CSP 주조기는 깔때기 모양의 금형 구성, 스트랜드 가이드의 길이, 기술 제어 루프, 처리량 및 주조 두께 측면에서 유연성과 관련하여 놀라운 발전을 보였습니다. . 현재 가동 중인 주조 공장에서 스트랜드 가이드 길이는 약 6.0m에서 9.7m로 증가했습니다(그림 5). 이 개발은 모든 장비 관련 및 야금학적 이점과 함께 수직 개념을 유지하면서 구현되었습니다. 결정적인 단계는 U-프레임 디자인에서 이중 프레임 또는 O-프레임 금형으로 금형을 추가로 개발하는 것이었습니다. 이 혁신적인 금형은 중앙에 고정되어 있는 동시에 전체 구조의 안정성을 크게 향상시킵니다. 프레임에는 전자기 브레이크(EMBR)가 사용되는 경우 요크를 수용할 수 있는 측면 창이 있습니다.
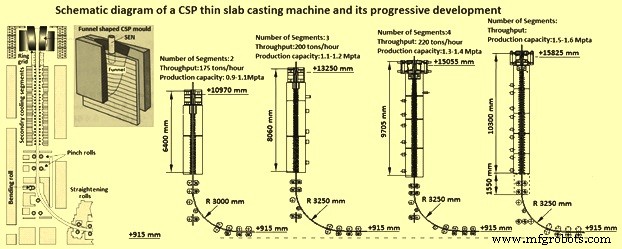
그림 5 CSP 박판 주조 기계의 개략도 및 점진적 개발
CSP 캐스터의 기술 제어 루프는 최대 작동 신뢰성과 최적의 제품 품질을 달성하기 위해 체계적으로 확장되었습니다. 이것은 주로 금형 레벨 제어, 유압 금형 발진기, 액체 코어 감소(LCR), 금형의 열유속 밀도 측정 및 브레이크아웃 조기 감지와 관련이 있으며, 높은 수준을 보장하기 위한 최종 응고의 동적 제어와 관련이 있습니다. 터널 용광로로의 슬래브 진입 온도. 주조와 압연의 직접적인 연결은 처리 능력과 최종 치수와 관련하여 추가적인 잠재력을 창출합니다. LCR을 사용하면 주조가 진행되는 동안 한계 치수, 최대 처리 용량 또는 필요한 성형 정도를 달성하기 위해 최적의 슬래브 두께를 설정할 수 있습니다.
CSP 압연기의 개발은 시장의 요구를 충족시키기 위해 진행되었습니다. 다양한 요구 사항을 충족하고 광범위한 완제품을 포함하기 위한 최상의 솔루션은 제품 조합에 따라 6개 또는 7개의 스탠드가 있는 소형 압연기 레이아웃입니다. 0.8mm까지의 최소 완성 스트립 두께를 얻기 위해 서로 다른 슬래브 입구 두께가 사용되며 작업 롤 직경과 롤 재료가 최적화되어 두 개 또는 세 개의 다른 롤 직경이 사용됩니다. 기존 열간압연기에서 이미 성공을 거둔 CVC(continuously variable crown) 기술은 CSP 마무리 압연기의 개발로 더욱 강화됐다. 그 결과 CVC 설정 범위의 최대 190%까지 프로필 제어를 위해 훨씬 더 넓은 조정 범위를 특징으로 하는 소위 'CVC 플러스' 프로세스가 있습니다.
보다 효율적인 스탠드 간 냉각 시스템을 사용하면 초저탄소강의 페라이트 압연과 HSLA 강재의 열기계적 압연이 가능합니다. 로터 코일러 및/또는 2개의 다운 코일러 앞에 설치된 플라잉 전단기는 얇은 스트립의 반 무한 롤 가능성을 제공합니다. 마지막 스탠드의 다운스트림 또는 냉각 라인의 후면 부분에 있는 급속 냉각 시스템은 온도-시간 곡선을 구현하여 특정 스트립 특성을 달성하고 다상 강철을 처리하는 데 더 큰 유연성을 제공합니다.
1.5mm 미만의 최종 두께로 롤다운하는 기능은 CSP 프로세스의 특정 기능이며 이를 위해 기술 패키지가 특별히 개발되었지만 유입되는 두께, 온도 변화, 감소 분포 및 압연 속도, 최소 오스테나이트 마감 압연 온도에서 0.8mm까지의 최종 두께를 얻을 수 있습니다.
기존의 핫 스트립 생산과 비교하여 달성 가능한 두께는 관련 강종에 따라 최대 50% 더 얇습니다. 이는 차례로 CSP 압연기의 요구 사항, 특히 힘 및 에너지 요구, 주로 후기 스탠드에서 롤 마모 및 스트립 평탄도 측면에서 요구 사항을 증가시킵니다. Roll Gap 윤활은 마모 최소화, Roll 분리력 및 Torque 감소, 스트립 표면 개선을 위해 채택되었습니다. 평탄도 측정 및 제어를 위해 세그먼트 루퍼를 여러 밀에 설치하여 스탠드 간 장력뿐만 아니라 너비에 따른 스트립 장력 분포를 감지하고 평탄도 제어를 위해 작업 롤 벤딩 기능을 활성화합니다.
그러나 이러한 조치에도 불구하고 매우 얇은 스트립의 경우 스트립이 냉각되면 높은 스트립 평탄도를 달성하기가 어렵습니다. 스트립은 장력을 받고 있기 때문에 런아웃 롤러 테이블에서 여전히 평평하지만 나중에 코일을 푸는 동안 가장자리 물결이 나타날 수 있습니다. 에지 마스킹은 냉각된 스트립의 평탄도를 보호하기 위해 개발되었습니다. 층류 냉각 그룹 아래의 조정 가능한 가이드 플레이트는 스트립 가장자리에서 물을 멀리하고 평탄도를 250I-단위에서 25I-단위로 향상시킬 수 있습니다(I-단위는 정확한 정량적 평탄도 측정입니다. 무차원 숫자입니다. 반복되는 웨이브의 높이와 피크 대 피크 길이를 모두 통합합니다.
CSP 압연기 전체에 설치된 제어 루프는 실제 기술 상태로 지속적으로 업데이트됩니다. 그들은 압연 전략을 결정하고 통과 일정을 계산하며 압연기를 사전 설정하는 것뿐만 아니라 주로 프로파일, 윤곽 및 평탄도와 같은 필수 완제품 매개변수를 달성하고, 질량 흐름을 모니터링하고, 압연기를 제어할 수 있도록 합니다. 요구되는 최종 두께를 달성하고 이러한 매개변수의 최소 허용 오차를 보장합니다. 완성된 스트립의 기계적 특성은 마무리 압연 및 코일링 온도와 냉각 전략의 영향을 크게 받습니다. 적절한 물리적 프로세스 모델이 개발되어 계속 증가하는 제품 요구 사항에 맞게 조정되었습니다.
CSP 기술로 생산된 열간 압연 스트립, 특히 두께가 0.8mm 이하인 스트립은 산세척 및 아연 도금과 같은 다운스트림 기술 공정 단계의 설계에 영향을 미치기 시작했습니다. 복합 플랜트 구성의 전형적인 예는 2000년 네덜란드 Wuppermann에 설치된 핫 스트립 산세척 및 아연 도금 라인으로, 이 라인은 0.8mm에서 3.0mm 두께 범위의 핫 스트립을 산세척 및 아연 도금합니다. 하나 또는 두 개의 냉간 압연 스탠드를 이러한 유형의 처리 라인에 통합하는 것도 가능합니다.
인라인 스트립 생산 공정
인라인 스트립 생산(ISP) 공정은 1mm의 완성된 게이지까지 열간 압연 코일을 생산합니다. ISP 공정의 가장 두드러진 특징 중 하나는 플랜트의 전반적인 소형화입니다. 액강에서 열연코일까지의 선로 길이는 불과 180m로 일반적으로 세계에서 가장 짧은 스트립 선로로 인정받고 있습니다. 이 특성은 (i) 슬래브 응고 중 액체 코어 감소를 통한 연속 주조, (ii) 강철 주조와 초기 슬래브 압연 간의 직접 연결, (iii) 결합된 소형 유도 가열기의 사용이라는 세 가지 중요한 ISP 공정 기능의 결과입니다. 열간 압연기 입구 쪽에 긴 터널로가 아닌 2개의 코일 상자로가 있습니다.
액체 강철은 서보 유압 진동과 70mm의 출구 두께를 가진 다중 굽힘 주형에서 주조됩니다. 슬래브는 5.2m 반경의 캐스터 아래로 이동하면서 5.5m/min의 속도로 최대 55mm 두께로 나올 때 부드러운 감소를 거칩니다. 턴디쉬 노즐은 균일한 쉘 성장과 긴 시퀀스의 주조를 보장하도록 설계되었습니다.
캐스터를 떠나는 즉시 슬래브는 10mm ~ 18mm 두께의 트랜스퍼 바로 감소시키기 위해 3개의 스탠드 황삭 밀로 들어가고 횡방향 진자 전단기에 의해 길이에 맞게 절단됩니다. 액체 코어 감소는 완성된 강철에 더 나은 기계적 특성을 제공하기 위해 분리가 거의 없고 결정립 미세화가 우수한 청정도의 균질한 강철 슬래브의 생산을 가능하게 합니다. 또한 슬라브를 황삭기로 직접 투입하는 액체 코어 감소의 조합은 기존의 단속 압연 시퀀스에 비해 에너지 절약 이점을 제공합니다.
강철의 온도를 150도에서 250도까지 올리기 위해 유도가열로를 통과하면 이송바가 '크레모나로'에 도달한다. 이 장치는 절연된 챔버 또는 상자에 수용된 2개의 코일러로 구성되며, 하나의 코일러는 유도로에서 도착하는 이송 바를 받아 코일링하는 동안 다른 하나는 열간 압연기에 공급하기 위해 이전 이송 바를 디코일링합니다.
가스 연소 Cremona 노는 마무리 밀에서 주조 및 황삭 단계를 분리하지만 강철을 인라인으로 유지하고 열간 압연 준비가 된 온도 프로파일을 균질화하여 높은 생산성 및 능률. 그 결과 핫 스트립 가장자리가 마무리 공장의 작업 롤 캠페인을 최대 150km까지 확장합니다.
강철은 작업 롤 이동 및 굽힘과 모든 4개 높이 스탠드에 자동 게이지 제어가 장착된 5개 스탠드 열간 압연기에 들어가기 전에 고압에서 스케일을 제거합니다. 20mm 이하의 밀 입구 게이지를 사용하면 Arvedi는 높은 프로파일 및 게이지 정밀도, 1% ~ 3%의 크라운 수준, 낮은 표면 거칠기 및 우수한 냉간 변형성으로 단일 패스에서 1mm까지 열간 압연된 스트립을 생산할 수 있습니다.
이 낮은 게이지에서 스트립의 길이 편차는 하나의 'I' 단위 이하입니다. 마지막으로 압연된 스트립은 하향식 수류 냉각 테이블을 따라 통과합니다. 높은 수준의 공정 제어 및 자동화는 전체 공장의 필수 기능입니다. 흄 배기 가스 배출량은 1.0 mg/N cum이며 현장의 총 물 재순환은 액체 배출을 방지합니다.
열간 압연 스트립의 치수 공차는 냉간 압연 제품의 치수 공차와 비슷하며 스트립 가장자리에서 25mm에서 측정했을 때 1mm ~ 1.2mm 게이지 코일이 평평한 횡단 값을 나타냅니다. 이 과정은 그림 6에 개략적으로 나와 있습니다.
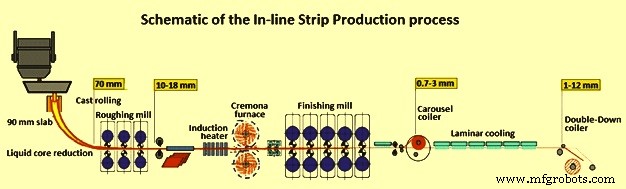
그림 6 인라인 스트립 생산 공정의 개략도
Danieli의 박판 주조 및 압연 기술
Danieli의 1세대 공정 또는 박판 주조 및 압연 공정은 터널로를 통해 박판 압연 장치(fTSR)에 연결된 유연한 박판 주조(fTSC) 장치로 구성됩니다. fTSC 장치는 두께 60mm의 슬래브를 주조할 수 있었습니다. 캐스터는 수직 곡선 디자인으로 부드러운 감소와 공기 미스트 냉각 기능이 있는 깔때기 금형이 있습니다. 압연기는 클러스터 구성의 6~7개의 압연 스탠드가 있는 마무리 압연기로 구성되었습니다. 이 과정은 그림 7에 개략적으로 나와 있습니다.
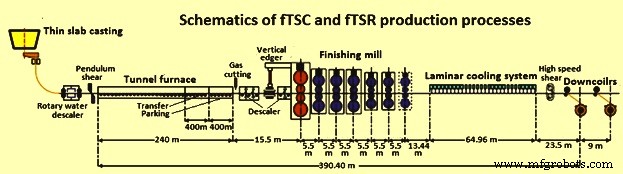
그림 7 fTSC 및 fTSR 프로세스 개략도
지속적인 공정 개발을 통해 Danieli는 두 가지 다른 레이아웃 개념을 개발했으며 이러한 개념에 따라 박판 주조 및 압연 공정을 'Quality Strip Production(QSP) 및 'Quality Strip Production Endless(QSP-E)로 명명했습니다(그림 8).
QSP에서 하나 또는 두 개의 주조 스트랜드가 있는 플랜트는 슬래브 온도를 재가열 및 균등화하는 기능과 예정된 중단 시 충분한 완충 시간을 보장하는 기능이 있는 긴 터널 용광로를 통해 압연기에 연결됩니다. 밀(예:작업 롤 변경) 또는 계획되지 않은 재료 흐름 중단. 최근 몇 년 동안 초고속으로 작동하는 박판 주조기의 마지막 세대에서 물려받은 주조 속도 증가와 터널로 대신 유도 가열 기술의 안정적인 도입으로 인한 질량 흐름의 점진적인 증가 덕분에 , QSP-E 구성을 개발할 수 있었습니다. 이러한 구성으로 인해 초박형 게이지 생산 전용인 매우 컴팩트한 공장이 탄생했습니다. 이것은 코일 대 코일 모드에서 얇은 게이지를 생산할 때 스트립 스레딩의 잘 알려진 문제를 극복하기 위해 무한 압연 공정(즉, 주조와 압연 사이의 직접적이고 중단 없는 연결)의 적용 덕분에 가능했습니다.
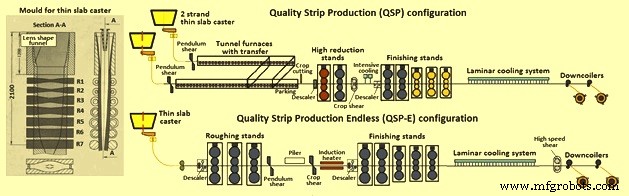
그림 8 QSP 및 QSP-E 프로세스
QSP 플랜트는 2개의 주조 스트랜드로 운영할 수 있어 얇은 슬래브 강재 등급의 혼합을 대폭 확대하고 플랜트 생산성을 3 Mpta 이상으로 높일 수 있습니다. 이 공장은 처음에 코일 대 코일 압연의 적용을 위해 고안된 다음 1mm 미만의 더 얇은 게이지를 압연하기 위한 반 무한 공정을 위해 고안되었습니다. QSP-E 개념을 통해 무한 모드에서 초박형 게이지 생산을 최적화할 수 있었지만 주조와 압연 사이의 단단한 연결로 인해 보다 정교한 등급의 생산에는 유연성이 거의 없었습니다.
무한 압연의 경우 실제로 캐스터는 항상 매우 높은 주조 속도로 작동해야 하며 이는 야금학적 이유로 모든 강종에 대해 가능하지 않습니다. 또한, 무한공정은 스트립 두께가 1.5mm 미만인 코일의 생산에 대해서만 경제적으로 경쟁력이 있는 것으로 입증되었지만 스트립 두께가 증가하자마자 유도 히터가 계속 작동하는 데 필요한 전력이 과도하게 높아져 코일 대 코일 모드로 돌아가려면 경제적으로 필요합니다.
기존 프로세스와 기술을 개선하고 현재의 한계를 극복하기 위한 지속적인 노력으로 Danieli는 TSCR 플랜트에서 새로운 개념을 개발했습니다. 이 개념을 Danieli Universal Endless(DUE)라고 합니다. DUE 개념은 각각의 제한 요소를 제거하면서 지금까지 서로 다른 접근 방식을 사용하여 개발된 모든 뛰어난 기능을 단일 생산 라인으로 통합할 수 있습니다.
DUE 레이아웃은 (i) 슬래브 두께와 속도의 전례 없는 조합으로 인한 높은 생산성, (ii) 코일 대 코일, 반 무한 및 무한 롤링 모드에서 작동할 수 있는 높은 생산 유연성, (iii) 높은 작동 터널 용광로 및 관련 완충 시간의 존재로 인한 유연성, (iv) 열-기계 압연(API 파이프라인 등급) 또는 온도 제어를 통해 압연되는 가장 정교한 제품을 포함하여 판재 제품용으로 생산되는 전체 철강 등급을 다룹니다. 압연(다상 제품)뿐만 아니라 정정, 전기강 및 고탄소 등급과 같이 적당한 주조 속도를 요구하는 등급은 균열에 민감하며 (v) 0.8mm 울트라에 이르는 기하학적 스트립 치수의 전체 스펙트럼을 다룹니다. -무한 모드에서 생산되는 얇은 게이지, 최대 25mm 두께 스트립. 물론 이것은 현재 사용 가능한 다른 프로세스보다 낮은 탁월한 변환 비용과 함께 사용됩니다.
CONROLL 기술
CONROLL 공정은 측면이 평행한 직선형 몰드를 통해 70mm~80mm 두께의 슬래브를 생산하지만 스트랜드 두께 감소는 수행하지 않습니다. 2 m/min ~ 4 m/min 범위의 높은 주조 속도와 800 mm ~ 1600 mm의 폭이 가능합니다. 캐스터는 슬래브 온도를 1120℃로 균등화하는 롤러 노상 재가열로를 통해 압연기에 연결됩니다. 압연기는 제품 혼합 및 필요한 마무리 게이지에 따라 4개, 5개 또는 6개의 마무리 스탠드를 포함할 수 있습니다. 압연기는 유압 전단 메커니즘, 고압 물 디스케일러, 층류 스트립 냉각 시스템 및 다운코일러로 구성됩니다. 최종 스트립 두께는 1.8mm에서 20mm 사이입니다.
CONROLL 기술은 1995년 4월 Armco의 Mansfield에 설치되었습니다. Armco는 이 기술이 스테인리스 스틸용으로 특별히 설계되었기 때문에 이 기술을 채택했습니다. 생산되는 강종에는 탄소강, 스테인리스강 400 시리즈 409 및 430, 고강도 저합금(HSLA) 재종 중 일부, 고합금강 재종 및 규소강이 포함됩니다.
TSP 기술
미국의 Tippins Incorporated는 한국의 캐스터 제작사인 삼성중공업과 TSP 기술 개발을 위해 손을 잡았다. 이 기술은 강, 스테인리스강, HSLA 강, 규소강, API 강 등급 및 드로잉 품질 강재의 저탄소 ~ 고탄소 등급에 적합합니다. 밀의 장점 중 하나는 다용성입니다. 다양한 폭과 게이지를 생산할 수 있는 코일 또는 개별 플레이트를 생산할 수 있습니다. 중간 두께 슬래브의 주조에는 몇 가지 장점이 있습니다. 슬래브는 별도의 황삭기가 필요 없을 정도로 얇고 좋은 품질을 유지하기에 충분히 두껍습니다. 중간 두께는 50mm 얇은 슬래브에 비해 더 큰 슬래브 폭, 감소된 재가열 시간 및 그에 따른 스케일 형성 감소를 허용합니다.
주조 후 슬래브는 재가열로로 직접 보내져 슬래브를 올바른 압연 온도로 균등화합니다. 슬래브를 1250℃로 가열하는 일반적인 유지 시간은 12분에서 13분입니다. 스트립이 20mm에서 25mm 두께로 줄어들면 스트립 온도를 유지하기 위해 코일링로에 감겨집니다. 그런 다음 스트립은 압연기를 통해 앞뒤로 뒤집힙니다. 게이지를 1.5mm 두께로 마무리하려면 일반적으로 총 3개의 평평한 황삭 패스와 6개의 코일링 마무리 패스가 필요합니다.
제조공정
게시일:2018년 12월 14일 | By Victoria, WayKen 프로젝트 관리자 다이캐스팅은 용융 금속에 고압을 가하기 위해 금형 캐비티를 사용하는 것이 특징인 가장 다재다능한 금속 주조 공정 중 하나입니다. 다이캐스팅 공정의 특성은 다이캐스팅 공정의 요구사항을 충족하도록 다이캐스팅 부품을 설계하는 데 기여합니다. 이제 다이캐스팅의 장점과 단점, 그리고 다른 제조 방법으로 가공된 부품을 비교해보자. 1.다이캐스팅의 장점 높은 생산 효율성 – 생산 공정의 기계화 및 자동화가 용이합니다. 일반적으로 콜드챔버 다이캐스팅
복잡한 부품과 구성 요소를 만들려면 정밀 주조가 필요합니다. 제품 복잡성은 종종 설계 및 제조 과정에서 문제가 됩니다. 정밀 주조를 사용하면 거의 모든 복잡성 수준에서 구성 요소를 제조할 수 있습니다. 허용 오차도 매우 엄격합니다. 성형 공정이 효과적이기 위해서는 적절한 매몰 주조 툴링이 필요합니다. 다양한 유형의 매몰 주조 장비 중에서 원하는 결과를 얻기 위해서는 멀티 풀 및 스트레이트 풀 툴링이 중요합니다. 멀티 풀 대 스트레이트 풀 툴링 직선형 금형을 사용하면 사이클당 하나의 제품만 성형할 수 있습니다. 이것은 사출 성형