

제조공정

산업 제조
고로의 미분탄 주입 이해
미분탄 주입(PCI)은 고로(BF)에서 고온 금속(HM) 생산을 위한 잘 정립된 기술입니다. 대부분의 BF에서 실행되며 모든 새 BF는 일반적으로 PCI 기능으로 구축됩니다. 주입에 사용되는 석탄의 조성과 특성은 BF의 작동, 안정성 및 생산성, HM의 품질, BF 가스의 조성에 영향을 미칠 수 있습니다. PCI에 사용되는 석탄은 링크 'http://www.ispatguru.com/coal-for-pulverized-coal-injection-in-blast-furnace/'에 설명되어 있습니다.
PCI 시스템의 중요한 측면에는 석탄 공급 속도의 변동 없이 각 송풍구에 균일한 석탄 공급을 보장하기 위한 석탄 준비, 저장 및 분배와 랜스 설계 및 산소(O2) 주입을 통한 연소가 포함됩니다.
석탄 준비
석탄의 분쇄는 요구 사항에 따라 단일 또는 다중 분쇄기(분쇄기)에서 수행됩니다. 석탄의 분쇄 및 분사 랜스로의 분배는 주요 운영 비용을 구성합니다. 석탄 저장고에서 재생된 석탄은 이물질 제거를 위해 선별되고 큰 석탄 덩어리는 파쇄됩니다. 그런 다음 석탄은 분쇄되고 건조되는 공장으로 공급됩니다. 필요한 크기의 석탄은 뜨거운 가스 흐름에 의해 공장 밖으로 운반되고 백 필터에 수집되어 저장통으로 운반됩니다. 분쇄 및 운송은 건조 석탄 입자의 발화 위험을 최소화하기 위해 불활성 분위기에서 수행됩니다. 결과적으로 미분탄의 입자 크기 분포는 공압 운송 장비에서의 취급성에 영향을 미치고 높은 주입 속도에서는 가연성에 영향을 미칩니다.
분쇄기는 석탄을 두 가지 크기 분획 중 하나로 분쇄합니다. 즉 (i) 석탄의 약 70%~80%가 75미크론(마이크로미터) 미만이고 나머지는 2mm 미만인 미분탄 및 (ii) 2mm 이상 2% 석탄 및 75미크론 미만 20% ~ 30%로 제한되는 2mm ~ 3mm 상단 크기. 이 석탄 크기를 주입하는 시스템을 입상 석탄 주입(GCI)이라고 합니다. 더 거친 분쇄는 분쇄 석탄을 취급하기 더 쉽게 분쇄 및 건조 비용을 낮추는 이점이 있습니다. 미세 연삭은 궤도에서 더 높은 연소도를 갖습니다. PCI는 GCI보다 널리 사용되는 기술입니다.
석탄 미세도는 석탄 공급 속도, 분류기 설정 또는 공기 흐름 속도를 변경하는 것을 포함하는 여러 측정에 의해 분쇄기에서 다양할 수 있습니다. 분쇄기는 특정 석탄에 맞게 조정되어 필요한 크기를 생산할 수 있지만 많은 수의 석탄이 사용되는 혼합탄의 경우에는 실용적이지 않습니다. 이러한 경우 석탄 성분 중 일부가 필요한 미세도를 달성하지 못할 수 있습니다.
분쇄기의 기능 중 하나는 석탄에서 가능한 한 많은 수분을 제거하는 것입니다. 습기는 공압 운송 시스템과 저장통 모두에서 자유 흐름 문제를 일으키므로 건조가 필요합니다. 또한, 수분은 BF에서 제거하기 위해 추가적인 에너지가 필요하고 수분을 주입하면 환원제 비율이 증가하므로 수분을 최소화해야 합니다. 또한 수분이 많은 석탄은 분쇄 중에 분쇄기에서 더 많은 전력을 소비하고 처리량을 낮춥니다.
석탄 표면 수분의 증발은 수분과 점토 함량이 높은 석탄이 대부분 들러붙기 쉽기 때문에 분쇄기 내부의 덩어리 문제를 방지합니다. 따라서 일반적으로 석탄의 총 수분 함량을 대략 평형 수분 수준으로 감소시켜 분쇄기 및 저장 용기 내에서의 취급 문제를 줄이는 것이 필요합니다. 공장을 떠나는 석탄의 수분 함량은 평형 수분 수준의 2/3이어야 합니다. 석탄의 평형 수분은 등급, 마세랄 성분, 회분 함량에 따라 달라집니다.
운영 비용을 낮추기 위해서는 분쇄기 부품의 마모를 최소화하고 전력 소비를 최소화하면서 석탄을 원하는 입도로 분쇄하는 것이 중요합니다. 마모는 분쇄기의 정지 및 유지 관리에 영향을 줍니다. 마모에 영향을 미치는 석탄 속성에는 회분 함량 및 조성, 입자 크기 분포, 수분 및 부피 밀도가 포함됩니다. 석탄의 더 높은 수분 함량은 마모와 부식의 결합된 효과로 인해 마모를 가속화합니다. 석탄재의 연마(경질) 광물에는 실리카(SiO2)와 황철석(FeS2)이 포함됩니다. 연마 요소의 마모 외에도 연마 광물은 파이프와 덕트를 부식시킬 수 있습니다. 석탄의 마모 특성을 평가하기 위해 가장 일반적으로 사용되는 테스트는 '마모 지수'(AI)입니다. 일반적으로 AI가 높은 석탄은 마모율이 높을 것으로 예상됩니다.
분쇄기의 전력 소비 감소는 운영 비용을 낮춥니다. 분쇄기의 전력 소비 및 용량(처리량)은 설계, 분쇄기 설정, 필요한 미세도 및 석탄의 특성에 따라 다릅니다. 필요한 석탄 크기의 감소가 높을수록 더 많은 전력 소비가 필요합니다. 석탄 미세도 수준이 높을수록 분쇄기 용량이 증가해야 하며, 이는 어려운 석탄을 분쇄할 때도 필요할 수 있습니다.
분쇄기 전력 소비 및 용량에 주요 영향을 미치는 주요 석탄 특성은 'Hardgrove 연마 지수'(HGI)에 의해 결정되는 경도입니다. 일반적으로 HGI가 높을수록 석탄을 분쇄하기가 더 쉬워져 결과적으로 전력 소비가 줄어들고 처리량이 높아집니다. 분쇄기의 설계 용량이 PCI 비율을 제한하는 경우 연탄으로 전환하여 주입 비율을 높일 수 있습니다. 저휘발성 물질(VM), 고열량(CV) 연탄의 고 VM, 무연탄 혼합 비율을 높이면 분쇄기 용량을 늘리고 BF의 폭발 압력을 낮추고 석탄 소비를 개선하는 데 도움이 됩니다.
마세랄 성분도 연삭에 영향을 미칩니다. 일반적으로 고급 vitrinite 석탄은 inertinite 및 liptinite보다 쉽게 분쇄되기 때문에 낮은 vitrinite 석탄보다 낮은 분쇄 에너지 요구 사항을 갖는 경향이 있습니다. 등급의 효과는 vitrinite와 inertinite에 필요한 파손 에너지가 거의 같은 경우 약 1.6의 반사율 이상으로 감소합니다.
석탄은 일반적으로 상대적 강도를 최적화하기 위해 혼합됩니다. 그러나 블렌드는 구성 요소의 평균으로 작용하지 않지만 문제 특성을 가진 하나의 석탄에 의해 불균형적으로 영향을 받을 수 있습니다. 연탄의 우선 분쇄는 HGI가 20 이상 차이가 나는 두 석탄의 혼합물이 분쇄될 때 발생합니다. '단단한' 석탄과 '연탄' 혼합탄의 분쇄는 구성탄의 열악한 특성이 혼합탄을 지배하는 경향이 있으며 분쇄기 성능은 경탄의 성능과 더 유사합니다. 블렌드를 밀링할 때 부드러운 마세랄을 우선적으로 그라인딩할 수도 있습니다. 팽창성 점토를 함유한 석탄은 분쇄기를 떠나 냉각된 후 수분을 흡수할 수 있습니다. 혼합 성분으로 존재하는 경우에도 이러한 석탄은 주입 시스템에서 막힘을 유발할 수 있습니다.
석탄 주입 시스템
분사 시스템은 BF 압력 이상으로 가압되는 분사 용기를 통해 저장 빈에서 미분탄을 송풍구 분사 랜스로 공압식으로 운반하고 계량합니다. 랜스는 BF 둘레에 대칭으로 배열된 송풍구를 통해 같은 양의 석탄을 주입합니다. 분배 시스템 설계의 중요한 요소는 석탄 공급 경로의 변동 없이 각 송풍구에 균일한 석탄 공급을 보장하는 것입니다. 석탄 공급이 중단되면 심각한 문제가 빠르게 발생할 수 있습니다. 주사율이 높을수록 계획되지 않은 중단의 결과가 더 심각합니다.
BF에 석탄을 지속적으로 공급하려면 최소 2개의 주입 용기가 필요합니다. 기본적으로 이러한 용기에는 두 가지 다른 배치가 있습니다. 즉 (i) 상부 용기가 항상 압력을 유지하고 석탄을 주입하는 하부 용기를 주기적으로 보충하는 직렬 배치와 (ii) 두 용기가 교대로 분사하는 병렬 배치입니다. 전환 기간 동안 석탄 주입을 유지하기 위해 중복 작업으로.
주입되는 석탄의 양을 조절하는 것이 중요합니다. 따라서 주입 용기의 무게를 지속적으로 측정하고 석탄의 유량을 신중하게 제어합니다. 미분탄의 처리 문제는 주입 용기 및 파이프라인에 공급되는 저장고에서 발생하는 수분 및 초미세 입자의 양과 석탄 내 점토의 존재 때문입니다. 용기 벽 내부에서 발생할 수 있는 수분 응결로 인해 용기가 막힐 가능성을 줄이기 위해 외부 히터 및/또는 단열재가 필요할 수 있습니다. 일부 장소에서는 미분탄이 하부 분사 탱크로 이송될 때 자유 유동을 보장하기 위해 중간 분사 탱크 바닥에 있는 폭기 패드를 통해 질소(N2)를 불어넣습니다.
주입 용기의 석탄은 일반적으로 (i) 개별 파이프를 통해 각 송풍구로 운송되며, 이 경우 석탄의 양은 각 파이프에서 독립적으로 제어되고 충전됩니다. (ii) BF에 인접한 분배기로 가는 공통 파이프라인이 있는 경우, 분배기는 석탄을 각 송풍구로 이어지는 개별 파이프로 균등하게 나눕니다. 이 시스템의 장점은 석탄 준비 공장과 BF 사이의 거리가 개별 파이프 시스템보다 더 멀 수 있다는 것입니다.
송풍구로 가는 파이프 경로의 차이와 쪼개지는 지점에서 불가피하게 불균일하게 쪼개지는 석탄으로 인해 송풍구로의 공급이 고르지 않을 수 있습니다. 불균형으로 인해 파이프와 분배기가 고르지 않게 마모될 수도 있습니다.
석탄 대 운반 가스의 비율에 따라 석탄은 공압식으로 주입 용기에서 송풍구로 희석상 또는 농축상으로 운송됩니다. 석탄용 희석상 시스템의 경우 운반 가스 로딩은 일반적으로 운반 가스 kg당 약 10kg의 석탄이며 운반 가스 속도는 약 15m/s(m/s)에서 20m/s입니다. 운반 가스는 일반적으로 N2의 혼합물이며 압축 공기와 함께 공기가 주입 용기 아래의 파이프라인에 추가됩니다. 조밀상 시스템의 경우 부하는 운반 가스 kg당 석탄 약 40kg~80kg이며 운반 가스 속도는 약 1m/s~5m/s입니다. 운반 가스는 일반적으로 N2 또는 N2와 공기의 혼합물입니다.
운반 가스 속도는 막힘을 방지하기 위해 항상 최소 운반 속도보다 높아야 합니다. 이 최소 속도는 시스템 압력과 파이프 직경을 포함하는 여러 매개변수에 따라 달라집니다. 이러한 변수는 서로 상호 작용합니다. 조밀상 시스템의 낮은 속도는 낮은 파이프라인 및 구성요소 마모를 의미하는 반면, 희석상 시스템의 높은 이송 속도는 특히 파이프 굴곡에서 마모로 이어질 수 있습니다. 마모율은 석탄 입자의 경도, 모양 및 속도에 의해 결정됩니다. 석탄 특성도 마모에 영향을 미칩니다. 예를 들어 마모되기 쉬운 파이프 부분을 우레탄 엘라스토머 재료로 라이닝하면 내마모성을 제공할 뿐만 아니라 막힘으로 이어질 수 있는 미세 입자 축적을 지연시킬 수 있습니다. 이송 라인 막힘과 관련된 석탄 속성은 수분 함량과 점토 광물입니다.
석탄과 혼합물의 높은 수분은 문제를 일으킬 수 있습니다. 따라서 석탄에 대한 엄격한 수분 제한이 적용됩니다. 물이 있을 때 팽창하는 점토가 있으면 특히 운반 시스템에 압력 강하가 있거나 초미세 입자가 있는 경우 문제가 발생할 수 있습니다. 미분탄의 미세분 함량(5.8미크론 미만)이 증가함에 따라 이송 시스템의 압력 강하는 증가합니다. 압력 강하가 플랜트 설계와 관련된 특정 값 이상으로 올라가면 막힘이 발생할 수 있습니다. 파이프라인의 막힘은 일반적으로 석탄의 부드러운 특성(더 미세한 입자 크기 분포)과 관련된 파이프의 굴곡부에 퇴적물이 축적되기 때문에 발생합니다. 석탄을 주입하는 동안 초미세 석탄(10마이크론 미만)이 팔꿈치 벽에 달라붙어 공정을 시작하고 거친 표면이 형성되면 더 큰 입자가 부착되기 시작합니다. 또한 혼합탄에서 연탄을 우선적으로 분쇄하면 초미세 입자의 비율이 높아져 막힘이 발생할 수 있습니다.
파이프 배치 및 분배 시스템을 개선하고 경우에 따라 준비 시스템(예:석탄 분쇄기)을 조정하여 더 거친 입자 크기를 생성함으로써 막힘을 방지할 수 있습니다. 주입 시스템에는 일반적인 현상이므로 일반적으로 막힘을 감지하고 제거하는 절차가 있습니다. 이송 라인에는 일반적으로 고압 공기를 사용하여 막힘이 제거되는 퍼지 포트가 포함됩니다. 미분탄과 혼합탄의 유동성과 취급성을 평가하려면 간단하고 실용적인 테스트가 필요합니다. 이를 통해 어려운 자료를 사용하기 전에 식별할 수 있습니다.
분사 랜스는 송풍구까지 이어지는 송풍관에 석탄을 분사합니다. 입자는 열풍에 의해 즉시 가열되고, 점화되고, 가스화되고 연소됩니다. 랜스의 디자인과 배치는 석탄의 연소 효율에 영향을 미칩니다. 이전에 랜스는 송풍구/배관 인터페이스에 또는 가까이에 위치한 직선형 강철 랜스였습니다. 석탄 입자의 흐름에 직접 O2를 주입하는 설계(산소 석탄 창) 및/또는 관 끝에서 더 많은 난류를 생성하는 방법이 연소 효율을 개선하기 위해 개발되었습니다. 여기에는 (i) 동축 랜스(석탄은 내부 파이프를 통해 주입되고 O2는 주변 고리를 통해 주입됨), (ii) 고분산 랜스, (iii) 경사 랜스, (iv) 슬릿 랜스, (v) 편심(비 -동심) 이중 창 및 (vi) 소용돌이 창.
연소 효율을 높이기 위한 석탄 예열도 실시됩니다. 랜스 및 풍구 막힘, 랜스 끝단의 용융 등 석탄 도입 초기에 발생했던 문제는 대부분 극복되었다. 막힘은 대부분 석탄이 점착성이 되어 분사 랜스와 송풍구의 표면에 부착되는 온도로 가열되기 때문입니다. AFT(Ash fusion Temperature)가 높은 석탄을 사용하여 재 침착을 최소화합니다. 모든 실제적인 목적을 위해 AFT는 열풍 온도보다 50°C 높아야 합니다. 또한 송풍구 팁 근처에 유동성 케이크가 있는 석탄이 있으면 랜스가 막힐 수 있습니다. 이것은 점결 지수가 높은 석탄을 피하거나 유량을 증가시켜 극복할 수 있습니다.
송풍구에 더 가깝게 분사 랜스를 배치하면 송풍관에서 재 충돌 정도가 줄어듭니다. 공랭식 동축 랜스를 사용하면 막힘과 침식을 방지하고 팁의 수명을 연장할 수 있습니다. 냉각 공기의 유속은 석탄 연소에 대한 냉각 효과를 줄이기 위해 최소화되어야 합니다. 그러나 창의 막힘은 여전히 자주 발생할 수 있습니다. 문제가 발생하기 전에 이러한 막힘을 감지하고 제거하기 위한 정해진 절차가 있습니다.
사출 랜스에 다양한 합금을 사용하고 열풍 온도를 제한하는 것도 랜스 팁의 용융에 영향을 미쳤습니다. 창의 내구성은 시간이 지남에 따라 타버리기 때문에 중요한 작업 고려 사항입니다.
석탄 연소
레이스웨이는 총 부피가 일반적으로 BF 내부 부피의 1%를 초과하지 않지만 BF의 중요한 영역입니다. 그들은 열과 환원제를 공정에 공급합니다. 석탄 주입은 필연적으로 궤도 조건에 영향을 미치고 결과적으로 궤도 외부에 영향을 미칩니다. 레이스웨이를 떠나는 연소되지 않은 입자는 투과성 감소, 바람직하지 않은 가스 및 온도 분포, 과도한 코크스 침식, 숯 캐리오버 증가와 같은 작동 문제를 일으킬 수 있습니다. 연소되지 않은 숯의 양은 주입 속도가 증가함에 따라 증가합니다. 따라서 궤도에 주입된 석탄의 연소 및 가스화 거동은 BF의 안정적인 작동에 중요한 요소입니다. 연소되지 않은 물질이 노의 다른 곳에서 소비되기 때문에 BF가 궤도 내에서 연소된 것보다 주입된 석탄을 더 많이 소비할 수 있다는 것은 매우 명백합니다.
BF 내의 석탄 연소는 광범위하게 연구되었습니다. 연구는 열중량 분석(TGA), 낙하관로(DTF) 및 철망 원자로(WMR)와 같은 벤치 규모 장비를 사용하여 수행되었습니다. 이러한 기술은 레이스웨이 내의 조건을 완전히 시뮬레이션하지 않습니다. 예를 들어, DTF에서 미분탄 입자의 체류 시간은 초 정도인 반면 BF의 궤도에서는 약 밀리초입니다. 따라서 이러한 기술은 일반적으로 다양한 유형의 석탄을 비교 평가하는 데 사용됩니다.
뒤따르는 또 다른 접근 방식은 레이스웨이 조건을 시뮬레이션하기 위해 특별히 설계된 시설을 사용하는 것입니다. 여기에는 종종 '고온 모델'이라고 하는 충전된 코크스 베드에 뜨거운 폭발을 주입하는 것이 포함됩니다. 여기에는 밀리초의 짧은 체류 시간과 다양한 레이스웨이 위치에 대한 연소 조건을 시뮬레이션할 수 있는 기능이 있습니다. 그러나 파일럿 규모의 시설은 여전히 BF의 궤도 조건을 완전히 시뮬레이션하지 못합니다. 예를 들어 풍구/소풍 주 압력에 가까운 압력에서는 작동하지 않을 수 있습니다. 궤도의 압력이 높을수록 석탄 가스화 속도가 증가합니다.
궤도 및 BF의 다른 곳에서 석탄의 거동을 평가하기 위해 여러 컴퓨터 모델을 사용할 수 있습니다. 이러한 모델이 묘사하는 메커니즘이 복잡하고 완전히 이해되지 않았기 때문에 이러한 모델의 유효성에 의문이 제기되었습니다. 정확도는 가정과 모델에 구축된 관계의 유효성에 따라 달라집니다. 석탄의 거동은 석탄 특성뿐만 아니라 BF 설계 및 작동 조건에 의해 크게 영향을 받기 때문에 컴퓨터 모델은 특정 BF, 작동 조건 및 개발된 동일한 유형의 석탄에만 적용할 수 있습니다. 테스트했습니다. 이것이 이러한 모든 기술의 한계입니다.
인젝션 랜스 출구와 궤도 후벽(물리적 거리 약 0.7m~2m) 사이의 석탄 연소는 고온(1400℃~2200℃), 고압(약 3kg/ sq cm ~ 6 kg/sq cm 및 짧은 체류 시간(분쇄 입자의 경우 10 밀리초 ~ 40 밀리초) 이러한 가혹한 조건에서 높은 수준의 석탄 연소가 요구됩니다.
석탄 연소 과정은 다음과 같은 단계로 나눌 수 있으며 그 중 일부는 중복됩니다.
코크스 연소보다는 석탄의 연소 특성이 우선적으로 연소되기 때문에 궤도의 가스 조성과 온도 분포를 지배합니다. 그림 1은 궤도 내에서 발생하는 일부 석탄 연소 단계와 가스 구성이 어떻게 변하는지를 보여줍니다. 대부분의 O2는 송풍구 코 근처에서 소비되는 반면 CO2가 풍부한 대기는 중간에 생성되고 CO2가 풍부한 대기는 레이스웨이 끝에서 생성됩니다.
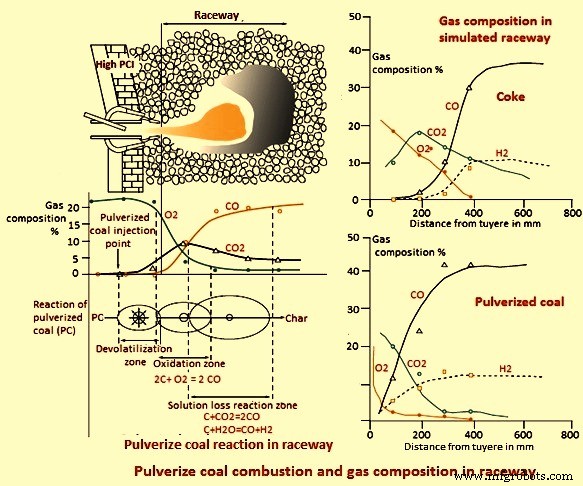
그림 1 미분탄 연소 및 궤도의 가스 구성
연소 정도(연소 효율) 및 이에 따라 궤도 밖으로 수송되는 미연소 물질의 양은 (i) VM 함량, 입자 크기 및 밀도와 같은 석탄의 특성, (ii)를 포함하는 여러 매개변수에 따라 달라집니다. ) 작동 조건(예:폭발 가스 구성 및 온도, 랜스 위치 및 설계)
연소 효율과 미분탄 분사율을 보여주는 그림 2의 그래프는 재료 및 열 수지 모델을 사용하여 BF의 탄소 수지에서 미분탄의 최대 속도를 조사하면서 이루어진 연구를 기반으로 합니다.
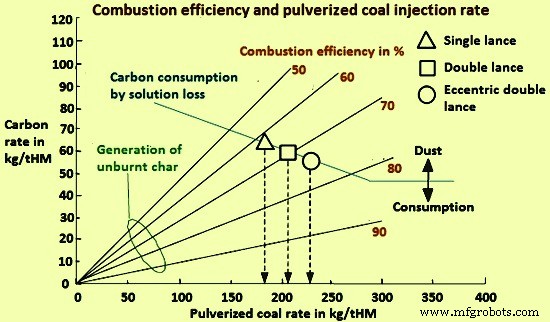
그림 2 연소 효율 및 미분탄 분사율
수행된 다양한 조사를 바탕으로 궤도에서 석탄 연소를 강화하기 위한 조치는 다음과 같이 요약됩니다.
석탄 등급의 영향
궤도에서 미분탄의 연소 및 가스화 거동은 특성에 의해 영향을 받습니다. 화염 온도(FT) 및 연소 효율(CE)에 대한 속성의 영향은 일반적으로 아래에 설명되어 있습니다.
PCI는 FT에 냉각 효과가 있습니다. FT는 슬래그 및 금속 화학, 존재하는 알칼리 원소의 증발 및 재순환, 노로 내 금속의 흐름에 영향을 미치기 때문에 중요한 매개변수입니다. FT는 측정이 어려우므로 일반적으로 궤도부의 에너지 균형에서 계산됩니다. 계산된 값은 '레이스웨이 단열 화염 온도'(RAFT) 또는 이론적인 FT로 알려져 있습니다. RAFT 계산은 가정에 따라 BF마다 다를 수 있으므로 값을 직접 비교할 수 없습니다. 부하 구성 및 침투성, 코크스 품질 및 분사율과 같은 요소에 따라 모든 BF에 대해 최적의 RAFT가 있습니다. 석탄을 주입하면 흡열 반응을 촉진하기 때문에 RAFT(전체 코크스 작업에 비해)가 낮아집니다. VM이 낮은 석탄과 VM이 높은 석탄은 각각 100kg/tHM당 80~120℃ 및 150~220℃ 범위에서 FT를 낮춥니다. 일반적으로 석탄의 H2/C(탄소) 비율이 높을수록 냉각 효과가 커집니다. RAFT는 또한 석탄 주입 속도가 증가함에 따라 감소합니다. 폭발 온도 및/또는 O2 농축을 높이거나 폭발 수분을 감소시키면 석탄의 냉각 효과를 보상할 수 있습니다.
BF 환경을 시뮬레이션하는 조건에서 연소 실험은 일반적으로 석탄 VM이 증가함에 따라 CE가 증가함을 나타냅니다. HV(고휘발성) 석탄은 쉽게 기화되어 저휘발성(LV) 및 중간 휘발성(MV) 석탄에 비해 더 낮은 CV 및 더 적은 양의 숯으로 더 많은 양의 가스를 생성합니다. 따라서 가스 연소는 숯 연소보다 낮은 등급의 석탄에 더 중요합니다. 가스 연소가 불완전하면 그을음이 형성되어 궤도를 이탈할 때 BF 투자율이 저하될 수 있습니다. 그을음은 타지 않은 숯보다 반응성이 낮습니다.
탈휘발 정도는 석탄 입자 크기의 영향을 받으며, 크기가 작을수록 더 완전한 탈휘발로 이어집니다. 석탄 VM 함량이 감소함에 따라 VM의 점화 및 연소가 빠르기 때문에 최종 CE는 숯 반응에 의해 좌우됩니다. 반응성이 높은 Char는 CE가 더 높습니다. 궤도에서 발생하는 고온에서 연소 속도는 입자로의 O2 확산 속도에 의해 제한되고 연소 시간은 입자 크기와 O2 농도에 더 많이 의존하기 때문에 화학 반응성이 덜 중요하다는 논의가 자주 있었습니다. 짧은 체류 시간과 결합하여 석탄 간의 숯 반응성 차이의 영향은 궤도에서 그다지 중요하지 않을 수 있습니다. 사용된 작은 입자 크기(PCI에서 80% 초과 75미크론 미만)와 궤도에 존재하는 매우 난류 조건을 고려할 때 숯 연소의 전체 속도는 일반적으로 고유한 숯의 화학 반응성. Char 반응성은 확실히 레이스웨이 밖에서 중요합니다. 상부 노의 조건에서 숯 가스화는 화학 반응 속도에 의해 제어될 가능성이 높습니다. 따라서 전체 숯 가스화 반응 속도는 숯의 CO2에 대한 화학 반응성에 의해 영향을 받을 가능성이 높습니다.
일반적으로 숯 반응성은 석탄 VM과 함께 증가합니다. 즉, HV 석탄은 일반적으로 LV 석탄보다 반응성 숯을 더 많이 생성하므로 연소도가 더 좋습니다. 숯의 반응성은 (i) 형태(표면적 및 다공성), (ii) 생성된 구조, (iii) 조성 및 (iv) 작동 조건을 포함한 여러 요인에 의해 영향을 받기 때문에 예외가 있습니다. 숯의 연소 속도와 반응성은 부분적으로 입자의 크기와 기공 구조에 따라 다릅니다. 기공 구조는 석탄 입자 내부로의 반응성 가스 공급을 제어하고 반응을 위한 가변 내부 표면을 제공합니다.
구조의 영향을 받는 숯 조각화는 외부 표면적을 증가시킵니다. 얇은 벽의 공동과 더 높은 매크로 기공 및 매크로 기공 표면적을 가진 숯 입자의 비율이 높을수록 높은 가열 속도에서 생성됩니다. 일반적으로 이러한 유형의 숯은 벽이 더 두껍고 다공성이 낮은 것보다 더 잘 부서지는 경향이 있으므로 숯 반응 속도가 더 높습니다. 단편화는 일부 운영자가 VM이 석탄의 가연성에 거의 영향을 미치지 않는다는 사실을 알게 된 이유 중 하나가 될 수 있습니다. 고온에서 더 높은 등급(LV) 석탄으로 형성된 숯은 일반적으로 더 질서 정연하고 따라서 덜 반응성입니다. 온도가 증가함에 따라 고도로 이방성인 숯 세노스피어의 발달은 또한 숯 반응성을 감소시킵니다. 따라서 이러한 석탄은 가연성을 개선하기 위해 더 낮은 발파 온도의 이점을 얻습니다.
석탄의 마세랄 성분의 변화는 연소 반응성의 차이, 특히 유사한 등급의 석탄 사이의 차이를 설명할 수 있습니다. 비활성 마세랄은 일반적으로 '비활성'(비반응성)으로 간주됩니다. 그러나 이것은 이렇게 간단하지 않습니다. 사실, 모든 불활성석 마세랄이 비반응성인 것은 아니며 모든 유리석석 마세랄이 반응성인 것은 아닙니다. Vitrinite, inertinite, 심지어 liptinite는 탄소질 잔류물의 미연소 C에 기여할 수 있습니다. 또한 inertinite가 풍부한 석탄 숯이 기본적으로 500°C에서 vitrinite가 풍부한 석탄 숯보다 반응성이 덜하지만 고온(1300°C)에서는 더 이상 중요하지 않습니다. 궤도의 매우 강한 연소 조건에서 석탄의 가연성 차이가 크게 감소할 가능성이 있습니다.
석탄의 연소 성능은 구성 광물의 촉매 효과로 인해 향상되거나 과도한 광물 농도에 의해 지연될 수 있습니다. SiO2 및 Al2O3(알루미나)는 반응 속도를 늦출 수 있는 반면 칼슘(Ca), 마그네슘(Mg), 철(Fe) 및 알칼리 유형은 반응 속도를 향상시킬 수 있으며 촉매 효과는 낮은 등급의 석탄에서 더 두드러집니다. 그러나 미네랄이 풍부한 입자의 향상된 가연성은 촉매 효과 때문이 아니라 미네랄 및 마세랄-미네랄 계면을 통한 반응 가스의 양호한 확산에 기인합니다. 숯 반응성과 개별 무기 상 사이에 명확한 상관 관계가 없는 것은 석탄 광물 변형에 대한 온도 영향의 차이와 관련될 수 있습니다. 일반적으로 반응성이 높은 석탄과 숯이 선호되지만 반응성이 너무 높으면 노 상태가 불안정해질 수 있습니다.
혼합은 석탄의 불리한 연소 특성을 희석시킬 수 있습니다. 그러나 혼합의 연소 성능은 단일 석탄의 연소 성능보다 더 복잡합니다. 각각의 석탄 성분은 다른 온도와 다른 시간에 휘발되고 연소되기 때문에 연소도가 상당히 다를 수 있습니다. 또한, 블렌드의 다양한 석탄 간의 상호 작용이 발생할 수 있어 블렌드의 연소 거동에 대한 예측이 복잡해집니다. 특히 각 석탄의 경도에 상당한 차이가 있는 경우 성분 석탄의 크기 분포에 큰 차이가 있을 가능성이 있는 분쇄기에서 상호 작용이 먼저 발생합니다. 또한 불균형이 발생하여 생성된 입자의 광물 및 암석 조성 및 후속 연소 거동에 영향을 미칩니다.
성분 석탄 간의 상호 작용은 혼합물의 가연성을 증가시킬 수 있습니다. 예를 들어, LV 석탄의 가연성은 HV 석탄과 혼합하여 개선할 수 있습니다. HV 석탄은 더 높은 가스 온도 필드를 형성하는 데 도움이 되는 더 많은 VM을 방출하여 LV 석탄을 가열합니다. 이것은 휘발, 점화 및 연소를 촉진합니다. 시너지 효과는 HV 석탄의 비율이 일정 비율까지 높을 때 더 두드러집니다. 시뮬레이션된 BF 조건에서 VM이 32.5%인 HV 석탄이 약 70% 포함되어 있고 VM이 20%인 LV 석탄이 30% 포함된 혼합물이 가장 높은 연소율을 나타냈습니다.
입자 크기 효과
석탄의 연소 성능은 입자 크기에 영향을 받습니다. 완전한 전환 및 주입된 석탄의 효과적인 활용을 위해 입자의 가열, 탈휘발, 열분해 및 연소는 열풍으로 들어가는 것과 궤도 경계 사이의 기간에 발생해야 합니다. 일반적으로 석탄 입자 크기를 줄이면 더 많은 양의 VM이 방출됩니다. 이것은 기체상 연소를 촉진할 수 있습니다.
더 미세한 입자는 더 높은 비표면적을 가지며 따라서 더 높은 가열 속도를 갖습니다. The granular coals releases lower amounts of VM than when they are pulverized. Calculated pyrolysis yields indicate that nearly all the VM from the pulverized coals are released whereas it is incomplete in case of the granular coals. The presence of residual VM in the granular coals affects the subsequent CO2 gasification reactivity of the chars. It has also been shown that the extent of devolatilization in the finer particles (45 microns to 75 microns) is more complete than the larger particles (75 microns to 150 microns). The effect is more pronounced for the LV coal (15 % VM) compared to the HV coal (37 % VM). This is since a higher VM release can result in more soot and tar production, produced from secondary reactions of the volatiles. The reactivity of the soot is lower than that of the unburned char. Thus, the lower is the soot formation; the better is the BF stability.
The CE (or burnout) of coal normally increases with decreasing particle size since a higher surface area is available for reaction. Larger particles require a longer time for burnout. The increase is more pronounced as VM content increases in coals. However, the particle size effect is also dependent on O2 stoichiometry, as well as coal rank (and char reactivity). It has been found that larger particles of coal generally have a higher CE (degree of burnout) at O2/C ratios of greater than 2 (fuel lean conditions) under simulated BF conditions. The smaller particles have higher CE under fuel rich conditions (O2/C ratio less than 2).
Operational factors
The effective use of coal needs operational changes to compensate for alterations in the raceway parameters and their effect elsewhere in the BF (such as the thermal state, slag regime and gas dynamics). Measures to intensify the combustion of coal in the tuyere/raceway region, and hence increase the injection rate include (i) increase the amount of O2 in the tuyeres, and (ii) adjustment in the blast temperature and moisture. There are some other measures taken to improve coal combustion, such as preheating the coal and the use of additives. Further, the choice of particle size, and hence the grinding parameters, can also influence the CE.
Oxygen can be added to the tuyere by (i) enrichment of the hot air blast, (ii) injection through the coal lances, and (iii) separate O2 lances. The addition of O2 results into higher availability of O2 for the participation in the combustion of coal in the raceway. Hence, the CE of the coal increases. However, the influence of O2 enrichment on CE is limited. It has been shown through calculation that the CE increases by around 6.7 % for a HV coal (34.5 % VM) and 3.3 % for a LV coal (14 % VM) when O2 enrichment of the hot air blast is raised from 0 % to 6 % by volume. With higher O2 enrichment, CE can actually decrease due to insufficient mixing. Increasing O2 enrichment increases the diffusion of O2, but diminishes the volume of combustion gas which transfers heat to the coal particles. Thus, there is the non-linear effect of blast O2 content on the degree of coal combustion.
Oxygen enrichment of the hot air blast produces both a reduction in bosh gas flow and a rise in FT. The former effect can help counteract the increase in the burden resistance (lower permeability) and the pressure drop associated with high injection rates. The latter effect can help compensate for the cooling effect of the decomposition of the coal VM. The CO and H2 contents also increase with O2 enrichment, resulting in the improved reduction of the iron ore in the central shaft. The CV of the top BF gas normally improves with O2 enrichment.
The lower limit of O2 enrichment is generally determined by the amount needed to maintain the required RAFT, with more O2 needed as the VM content of the coal increases. If the FT becomes too high, then burden descent can become erratic. Too low a FT hampers coal combustion and melting of the ore burden. The upper limit is dependent on maintaining a sufficient top gas temperature. As O2 is increased, the gas mass flow within the BF decreases, which decreases the heat flow to the upper region of the furnace for drying of the burden. The upper limit of the top gas temperature is also governed by the need to protect the top gas equipment. Other limitations to O2 enrichment include its cost and availability.
The position and design of the injection lance influence the CE and ash deposition in the tuyere. However, oxy-coal lance injection (co-annular injection) can produce an insulating effect around the coal particles, resulting in less coal combustion inside the tuyere. This effect carries over into the raceway, and less combustion is the end result. Lowering the O2 lance injection rate in this case improves the CE.
The key measure for combustion at high injection rate is a high blast temperature. O2 enrichment plays a more important role as a means of controlling gas flow in the BF rather than controlling the coal combustion. Normally, a higher hot blast temperature is a cost effective measure than O2 enrichment since it allows a lower consumption of O2. Increased blast temperature also reduces coke consumption, typically 10 kg/tHM for every increase of 40 deg C with PCI, and lead to a small rise in the raceway depth. A higher blast temperature is normally required as the VM of the coal increases. This is due to the lower char reactivity of the low VM coal.
Lowering of blast moisture can help to compensate for the cooling effects of PCI. If the RAFT becomes excessive, then blast moisture can be increased. Raising the hot blast moisture means more H2 in the bosh gas for iron ore reduction. The optimum RAFT in BF operating with higher H2 content can be lower than the BF operating with lower H2. Also, the blast velocity can be adjusted to not only improve coal combustion, but to maintain the needed length of the raceway zone which is critical for obtaining good conditions in the hearth.
Unburnt char
As the injection rate increases, the combustibility of coal tends to decrease resulting in unburnt material (such as char, fines, and fly ash) leaving the raceway. Some of these materials, along with coke debris, collect at the back of the raceway, in the bird’s nest, obstructing the rising gas flow and entrained solids in this area. The majority are swept upwards where they can accumulate under the cohesive zone, decreasing permeability and hence the productivity of the BF.
Changes in the permeability of the lower furnace zone can further affect the HM quality and slag viscosity. The unburnt material tends to collect at positions where large changes in the gas flow occur. Eventually it is entrained into the gas flow, passing through the cohesive zone coke slits, and up the shaft, where it can influence burden permeability, and is finally emitted with the top BF gas. Higher coal injection rates also increase the volume of combustion gases, and hence the gas flow, and change the heat load in the lower part of the BF. In addition, more slag is produced.
The deposition of unburnt fine material is a complex phenomenon consisting of several generation mechanisms, reactions, multiphase flow, buildup and re-entrainment. Different gas flow models have been developed to understand and predict the behaviour of fine material within the BF. With suitable burden charging patterns (such as central coke charging) and the use of stronger coke many of the problems relating to gas flow can be overcome.
Operating experience has shown that most of the unburnt material (char) is consumed within the furnace by the three mechanisms which are (i) gasification with CO2 and H2O, (ii) reaction with liquid iron (carburization), and (iii) reaction with slag. It is advantageous if the unburnt char participates in the ore reduction reactions, thus replaces more of the coke and lowers the amount of unburnt solids in the top BF gas. The three char consumption mechanisms are described below.
The gasification reaction of char with CO2 and H2O begins in the raceway, but because the residence time for fine particles is too short for appreciable reaction, gasification mainly occurs in the BF shaft. The reactions of char C with CO2 (the solution loss or Boudouard reaction) and H2O are slower than char combustion. The char obtained from coal competes with that from coke for CO2 and H2O. Char from coal is more reactive than the char from coke and hence is preferentially gasified. Therefore coke degradation by the solution loss reaction decreases with increasing PCI rates. In general, high VM coal char has a higher CO2 reactivity than low VM coal char. However the char reactivity in case of low VM coal can be improved by blending it with the high VM coal. The CO2 reactivity of coal blends is non-additive.
The reactivity of C in the unburnt char to CO2 and H2O is dependent not only on its surface area (particle size) but also on its structure and composition, as well as the operating conditions in the BF. It has been shown that the CO2 gasification reactivity of coal char increases with temperature upto 1500 deg C, especially between 1300 deg C and 1500 deg C. Complete char gasification usually requires a contact time of around 10 seconds at 1500 deg C. Since the residence time for particles at such high temperatures is too short in a BF, hence char gasification mainly occurs at decreasing temperatures in the furnace shaft.
The properties of char change as it moves up the BF, and thus its reactivity to CO2 and H2O. The reacting atmosphere is not uniform. As an example, the concentrations of CO, CO2, H2 and H2O vary at different locations within the BF. Injection of coal increases the bosh gas H2 concentration. Since the chemical reaction rate of H2 reduction is higher than that of CO, the extent of solution loss reaction diminishes as the bosh gas H2 rises. CO2 and H2O are present in the upper part of the BF due to the reduction of iron ore. Under the conditions here, char gasification by CO2 is expected to be controlled by the rate of the chemical reactions. In the lower part of the BF, char gasification is partly diffusion controlled. Hence, the overall reaction rate of char gasification is probably influenced by the chemical reactivity of char to CO2 in this region. Char reactivity towards CO2 is also influenced by its chemical structure, with less ordered structures being more reactive.
The presence of certain minerals in the char ash, such as Fe and alkalis, can catalyze the CO2 gasification reaction, whereas other minerals, such as SiO2 and Al2O3, can slow down the reaction. These catalytic effects become more prominent for low rank coals. Depending on its composition, ash can also retard the C conversion due to blockage of char particles as a result of increased proportion slag formation in the char particle. In the lower part of the BF, condensed alkalis from the recirculating gases (derived from coal, coke and iron ore) can have a catalytic effect. The loss of C by gasification increases the char ash content.
Carburization of the HM begins in the solid phase within the cohesive zone of the BF, and continues during descent of the metal droplets through the active coke, deadman and hearth zones. Unburnt char and fine material leaving the raceway can contact the dripping liquid metal in the bosh and hearth zones. C and other elements, such as Fe, Si (silicon) and S (sulphur), dissolve from the char into the liquid iron and hence influence the composition of the HM. The dissolution of C contributes to the carburization of liquid iron, and controls the level of char consumption by the HM. It becomes critical when the CE is low. If the HM is close to saturation when it reaches deadman and hearth, the unburnt material cannot be consumed, thus reduces the permeability in these regions. The C can come from unburnt coal as well as from coke. Since the dissolution rate of C from coal char is a slower process than that from coke, C from coke is preferentially consumed.
Carbon dissolution from unburnt char into liquid metal is influenced by the furnace operating conditions and the following factors.
Unburnt char, ash, fines and coke can interact with the dripping slag. The slag composition changes as it moves down the BF, with the Fe oxide concentration being continuously reduced. The reactions at the interface between the solid char and liquid slag play a major role in char consumption since they influence the kinetics of the reduction reactions and the contact area between the slag and char available for reaction.
Factors influencing unburnt char interactions with the slag include the slag composition, char C content, and char ash content and composition, as well as the furnace operating conditions. Char consumption by slags basically occurs through the following mechanisms.
Slag viscosity has also a role to play. The presence of unburnt char in the slag can interfere with tapping by increasing slag viscosity, whereas absorption of char usually increases the fluidity of the bosh slag. Changes in slag mobility can affect the position and shape of the fluid and cohesive zones. A high viscosity slag around the tuyeres leads to serious gas flow problems. Slag viscosity is a complex function of slag composition, temperature and partial pressure of O2. Also unburnt char, coke, and unburnt ash from the coal can interact with the slag. All of these carbonaceous materials contribute oxides to the slag. In general, higher amounts of SiO2 or Al2O3 (acidic components) increase slag viscosity, whereas a higher basicity (higher CaO or MgO) lowers slag viscosity because of de-polymerization of the silicate network. Slag viscosity decreases with increasing FeO (0 % to 20 %) content at a fixed basicity. Basicity is normally determined by the CaO/SiO2 ratio. Since the slag does not completely absorb the char and ash in the bosh region, bosh slag usually has a higher basicity than tapped slag. The addition of fluxes can help in solving slag formation problems.
제조공정
고로 샤프트의 비계 형성 비계라는 용어는 고로(BF) 벽에 부착물 또는 딱지가 형성되어 BF 샤프트의 단면적을 감소시킬 때 사용됩니다. 비계는 BF 샤프트의 더 높은 수준에서 상대적으로 발생하거나 BF 샤프트(보쉬 상단 부근)에서 상대적으로 낮을 수 있습니다. 다른 BF의 스캐폴드의 구조와 위치 사이에 공통점이 거의 없기 때문에 스캐폴드의 유형을 일반화하기 어렵습니다. 그러나 스캐폴드는 일반적으로 두 그룹으로 정렬될 수 있습니다. 이러한 그룹은 (i) 적층 스캐폴드 및 (ii) 비 적층 스캐폴드입니다. 적층 구조의 지지체는 금속
고로의 제철 이해 및 일본의 해부 연구 고로(BF) 제철은 주로 잘 정립되고 입증된 성능, 유연한 원료 사용 및 높은 열 에너지 보존 능력으로 인해 용선(HM)을 생산하는 가장 실용적인 수단입니다. BF 제철의 시작에 대한 정확한 날짜는 없습니다. 그러나 중요한 공정 설계와 재설계는 14세기부터 유럽의 제철로에서 구현되기 시작했습니다. 그 이후로 BF 루트는 다른 대체 철 생산 방법보다 선호하는 프로세스로 우세했습니다. 처음부터 BF 제철 공정은 지속 가능하고 실행 가능한 상태를 유지하기 위해 매우 효율적인 공정이 되기 위해