

CNC 기계

산업 제조
얇은 벽 특성을 가진 밀링 부품 형상은 치수 정확도와 직진도를 유지하면서 기껏해야 어려울 수 있습니다. 여러 요인이 기여하지만 일부 주요 구성 요소는 아래에 설명되어 있으며 얇은 벽 밀링 정확도를 높이는 데 도움이 될 수 있습니다.
절단 길이가 긴 긴 길이의 툴링은 얇은 벽 밀링 상황에서 처짐, 떨림 및 파손으로 인해 문제를 일으킬 수 있습니다. 원하는 깊이에 도달할 수 있는 능력을 유지하면서 도구를 가능한 한 강하게 유지하는 것이 중요합니다. 넥다운 툴링은 공구 강도를 추가하는 동시에 직경의 3배 이상의 깊이에 도달하는 데 도움을 줍니다.
얇은 벽 밀링 중에 벽을 지지하려면 벽 뒤에 넓은 단면을 유지하십시오. 벽의 각 면을 작업하면서 전체 벽 높이를 관리 가능한 깊이로 나누는 "단계적 낮추기" 접근 방식을 사용하는 것이 좋습니다. 축 방향 절단 깊이(ADOC) 치수는 절단되는 재료(및 경도)에 따라 달라집니다.
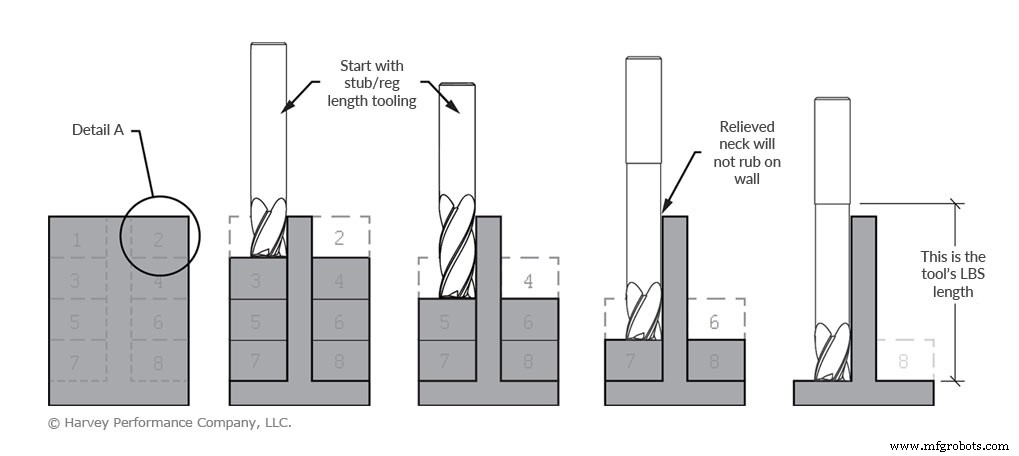
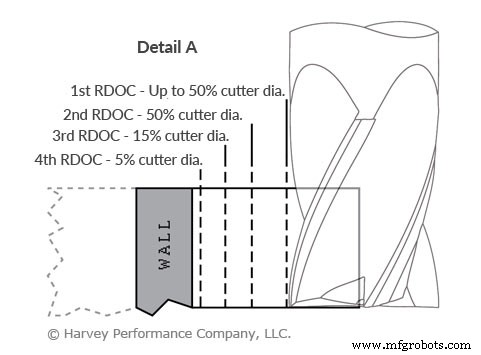
얇은 벽 높이가 증가함에 따라 점진적인 RDOC(Radial Depth Of Cut) 전략도 중요합니다. 지지 스톡이 사라지는 동안 도구 압력을 줄이는 것은 얇은 벽을 안정적으로 유지하는 데 똑같이 중요합니다.
CNC 기계
1960년대에 새로운 혁신적인 형태의 용접이 등장했습니다. 바로 플라즈마 절단 시스템입니다. Thermal Dynamics는 스테인리스강 처리를 위해 첫 번째 시스템을 Ryerson Steel에 판매했습니다. 더 깨끗하고 정확한 절단이라는 이점이 즉시 인식되었습니다. 한때 산업용 도구에 불과했던 플라즈마 절단기는 이제 매우 저렴하며 전문 금속 작업자와 애호가 모두가 사용합니다. 플라즈마 절단이란 무엇입니까? 글쎄, 우리 중 많은 사람들이 광범위한 물리학 배경을 가지고 있지 않기 때문에 프로세스가 처음에는 복잡해 보일 수 있습니다
곡면 밀링은 프로파일/윤곽 CNC 밀링의 범주에 속합니다. 불규칙한 모양의 프로파일 또는 다양한 각도(경사, 오목 또는 볼록)의 연속 곡선을 가공하는 작업이 포함됩니다. 이것은 CNC 가공 서비스 제공자가 기본적인 가공 원리와 프로그램에 대한 고급 지식을 필요로 하는 고유한 모양의 맞춤형 부품을 대부분 완료하는 데 있어 중요한 프로세스입니다. CNC 밀링 프로파일의 기초 1. 프로파일 CNC 밀링 프로세스 최종 가공 부품에 도달하기 전에 먼저 황삭/준황삭, 반정삭, 정삭 및 초정삭과 같은 여러 범주로 세분화됩니다. 구성