

CNC 기계

산업 제조
커터 반경 보정 예제 프로그램은 CNC 밀 프로그램에서 G41, G40을 사용할 수 있는 방법을 보여줍니다.
이 프로그램에 사용된 커터 보상 코드는
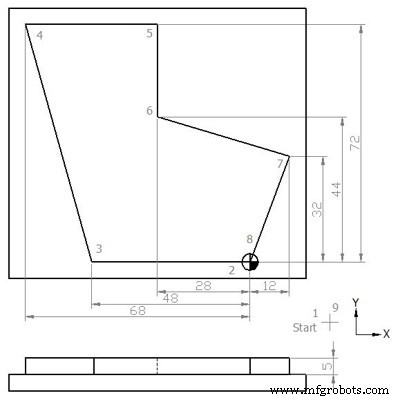
G41 G40 커터 반경 보정 예
N5 G00 G54 G64 G90 G17 X20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G41 X0 Y0 N40 X-48 N45 X-68 Y72 N50 X-28 N55 Y44 N60 X12 Y32 N65 X0 Y0 N70 G40 X20 Y-20 N75 G00 Z50 N80 Y100 N85 M30
완성된 부품
가공 공정 완료 후 구성 요소는 다음과 같습니다.
절단기 반경 보정 예제 완제품
CNC G-Code 설명
G00 :Rapid traverse.
G54 :Zero Offset no. 1.
G64:연속 경로 모드.
G90:절대 치수 시스템.
G17:X-Y 계획 선택.
G41:커터 반경 보정 활성화(왼쪽 이동)
G40 :커터 반경 보정 비활성화
S :스핀들 속도
F :축 모션 피드
M :커터 회전(3=시계 방향, 4=시계 반대 방향)
D :공구 오프셋 번호
CNC 기계
제출자:기계공 요약 구성 요소가 도구와 마주하는 방법을 보여주는 간단한 CNC 선반 프로그램입니다.이는 도구 이동도 보여줍니다. 그림/이미지 CNC 프로그램 %N10 T03 M06N20 G96 S150 G95 F0.1 D2500 (D = Maximum spindle speed)N30 G00 X54 Z-2 M03 M08N40 G01 X-1N50 G00 X200 Z200 M09N60 M30
Osai 10 시리즈를 사용하면 프로그래머가 표준 프로그래밍 언어(G1-G2-G3) 또는 고급 프로그래밍 언어(GTL)인 GTL을 사용하여 cnc 프로그램을 만들 수 있습니다.다음은 완전한 Osai GTL 프로그래밍 예제입니다. Osai CNC GTL 프로그램 예시 N1 (DIS,EXAMPLE 3)N2 S...F...T1.1M6 M...N3 o1=X20 Y21 a45N4 l1=X0 Y-60,a180N5 l2=X50 Y0,a90N6 c6=o1 I-38 J-35 r10N7 l3=c6,a135N8 l4=c6,a-45N9 l5=X0 Y