

CNC 기계

산업 제조
Haas G72 Type I 황삭 주기/G70 마감 주기의 사용 및 프로그래밍을 설명하기 위한 Haas 선반 프로그래밍 예제.
위의 코드는 거의 또는 전혀 변경 없이 Fanuc cnc 제어 기능이 있는 cnc 선반 기계에서도 작동합니다.
이 Haas 선반 프로그래밍 예에서 사용되는 모든 G 코드/M 코드는 아래에 설명과 함께 제공됩니다.
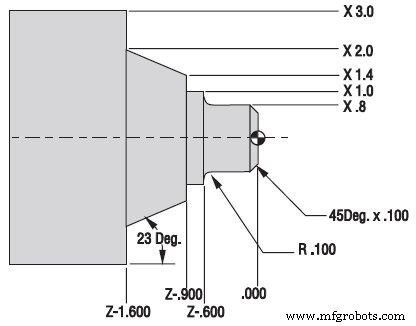
Haas G72 유형 I 황삭 및 G70 정삭 페이싱 프로그램 예
O00096 N1 (G72 ROUGHING FACE) N2 G53 G00 X0. Z0. T0 (Sending home for a tool change) N3 T101 (O.D. TOOL x .031 TNR) (Select Tool 1 Offset 1) N4 G50 S3000 N5 G97 S450 M03 N6 G54 G00 X3.1 Z0.1 M08 (Rapid to start point above part stock) N7 G96 S370 N8 G72 P9 Q18 U0.01 W0.01 D0.06 F0.012 (G72 Rough Facing Cycle with TNC) N9 G41 G00 Z-1.6 (Starting sequence number defined by P8 in G72 and G70) N10 G01 X2. F0.008 N11 X1.4 Z-0.9 N12 X1. N13 Z-0.6 N14 G03 X0.8 Z-0.5 R0.1 N15 G01 Z-0.1 N16 X0.6 Z0. N17 X-0.062 N18 G40 G00 Z0.1 (End of part path geometry defined with P17 in G72 and G70) N19 G97 S450 M09 N20 G53 G00 X0. Z0. T0 (Sending home for a tool change) N21 M01 (Optional Stop) N22 (G70 FINISHING FACE) N23 G53 G00 X0. Z0. T0 (Sending home for a tool change) N24 T202 (O.D. TOOL x .015 TNR) (Select Tool 2 Offset 2) N25 G50 S3000 N26 G97 S450 M03 N27 G54 G00 X3.1 Z0.1 M08 (Rapid to start point) N28 G96 S420 N29 G70 P9 Q18 (Finish Facing with G70 Finish Cycle) N30 G97 S450 M09 N31 G53 G00 X0. Z0. T0 (Sending home for a tool change) N32 M30 ( End of Program and Reset)
G00 급속 이송 동작.
G01 선형 보간 동작.
G03 원형 보간 – 시계 반대 방향.
G41 공구 인선 보정 프로그래밍된 경로의 왼쪽.
G40 공구 인선 보정 취소.
G50 스핀들 최대 RPM 제한.
G53 기계 영점 위치 좌표 이동.
G54 공작물 오프셋 위치 좌표 #1(설정 56)
G72 단면 스톡 제거 주기.
G70 마무리 사이클.
G96 정속 주행 On.
G97 정속 정지 취소.
M01 선택적 프로그램 정지.
M03 스핀들 FORWARD 시작.
M30 프로그램 종료 및 프로그램 시작으로 재설정.
CNC 기계
제출자:CNC 프로그래머 요약 Haas 코너 라운딩 및 모따기모따기의 경우 모따기 길이가 표시된 C가 사용됩니다.반경 a의 경우 반경 크기가 표시된 R이 사용됩니다.모따기 또는 모서리 라운딩 블록 두 개의 선형 또는 G01 블록 사이에 삽입될 수 있습니다. 이 두 블록은 두 선형 이동의 교차점 모서리를 지정합니다. 그림/이미지 CNC 프로그램 O00025T2 M06 (.5 END MILL) (D=.5)G00 G90 G54 X-1.5 Y0 S5000 M03G43 H02 Z1. M08G01 Z-0.5 F80.G01 G41 D02 Y
제출자:BEATA 요약 CNC 프로그램에서 직접 각도를 제공하는 방법을 보여주는 CNC 프로그램 예 그림/이미지 CNC 프로그램 O0012;N10 G10 P0 Z-200;N20 T303; (PROFILING)N30 G50 S2200;N40 G96 G99 S230 F0.12 M4 M8 M200;N50 G0 X0 Z3;N60 G1 Z0 ; (P1)N70 ,A90 R6; (FIRST ANGLE)N80 X50 Z-25 ,A165; (SECOND ANGLE A165 comes from 180°-15°=165°)N90 ,A180N100 X