


CNC 기계
- G81 드릴링 사이클 – G91 증분 모드 예제 코드에서 드릴링 반복
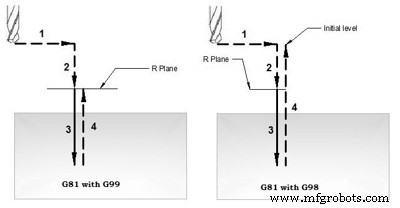
- G81 드릴링 사이클 G83 G98을 사용한 펙 드릴링 G99 예제 프로그램
- G81 드릴링 고정 사이클 CNC 밀링 프로그램 예
- CNC G81 드릴링 사이클 프로그램 예
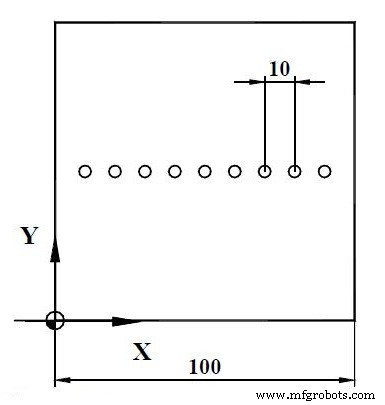
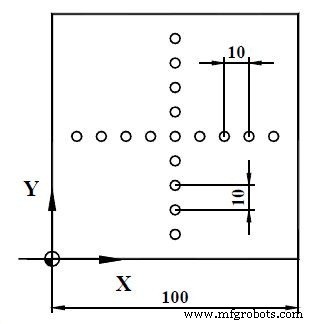
- G81 드릴링 사이클을 사용한 드릴링 그리드 플레이트 – 샘플 CNC 프로그램
- G81 드릴링 사이클 및 G91 예제 프로그램으로 드릴링 반복
- Fanuc Macro 및 G66 Modal Call을 통해 나만의 G81 드릴링 사이클 만들기
- ECS G85 보링 사이클
- ECS G81/3 – 3층 드릴링 사이클
- ECS G81 표준 드릴링 사이클