

CNC 기계

산업 제조
이 Osai 10 시리즈 CNC 프로그램 예제는 반복(RPT) 및 파라메트릭 프로그래밍과 함께 평면 회전(ROT)을 사용하는 방법을 보여줍니다.
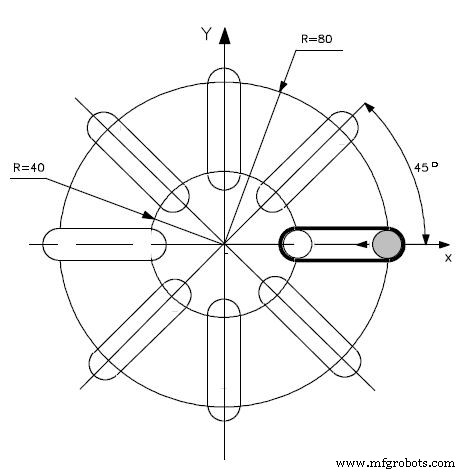
(UGS, X, -100, 100, Y, -100, 100) N148 (DIS, " ...") N149 S1500 T5.5 M6 N150 E25 =0 N151 (RPT, 8) N152 ( ROT, E25) N153 G X40 Y M3 N154 Z0 N155 G29 G1 Z-10 F150 N156 X80 F200 N157 Z-18 F150 N158 X40 N159 G Z0 N160 E25 =E25 + 45 N161 (ERP) N162 (ROT, 0)
CNC 기계
Osai 10 시리즈를 사용하면 프로그래머가 표준 프로그래밍 언어(G1-G2-G3) 또는 고급 프로그래밍 언어(GTL)인 GTL을 사용하여 cnc 프로그램을 만들 수 있습니다.다음은 완전한 Osai GTL 프로그래밍 예제입니다. Osai CNC GTL 프로그램 예시 N1 (DIS,EXAMPLE 3)N2 S...F...T1.1M6 M...N3 o1=X20 Y21 a45N4 l1=X0 Y-60,a180N5 l2=X50 Y0,a90N6 c6=o1 I-38 J-35 r10N7 l3=c6,a135N8 l4=c6,a-45N9 l5=X0 Y
Osai GTL(고급 프로그래밍 언어)을 사용한 Osai 10 시리즈 프로그래밍 예제 Osai GTL 프로그래밍 예제 N1 (DIS,EXAMPLE GTL)N2 l1=X-50Y10,X30Y50N3 l2=X30Y50,X70Y10N4 l3=X70Y0,a-90N5 l4=X=Y-20,a180N6 l5=X10Y-20,X0Y0N7 l6=X0Y0,X-10Y-20N8 l7=X-50Y0,a90N9 c1=I-10J40r18N10 c2=I50J30r-14N11 c3=I40J-20r10N12 S...M...T3.3M6M....N13 G0X-30Y0N1