

CNC 기계

산업 제조
제출자:CNC 프로그래머
G76을 사용하여 가공물에서 왼나사를 절단하고 G75 홈 가공 사이클을 사용하여 홈 가공을 하는 CNC 선반 프로그래밍 예.
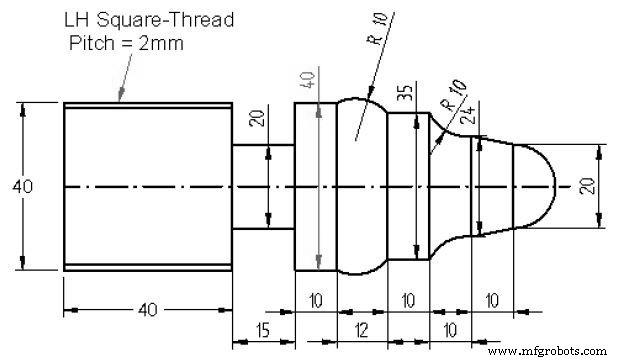
N0 G90 F0.2 S1200 T0101 M04 N10 G00 X42 Z2 N21 G71 U1 R0.5 N22 G71 P50 Q90 U0.05 W0.05 N50 G03 X20 Z-10 R10 N60 G01 X24 Z-20 N70 G02 X35 Z-30 R10 N71 G01 X35 Z-40 N80 G03 X40 Z-52 R10 N90 G01 X40 Z-117 N111 G00 X45 Z2 N112 G28 U0 W0 N180 T0202 M06 N190 G00 X45 Z-64 N191 G00 X40 Z-64 N200 G75 R1 N210 G75 X20 Z-77 P1000 Q1999(If width of parting tool is 2 mm) N220 G00 X45 Z-65 N230 G28 U0 W0 N300 T0303 M06 N310 G01 X45 Z-115 N320 G01 X40 Z-115 N330 G76 P010100 Q10 N340 G76 X38 Z-77 P1000 Q100 F2 N350 M05 M30
CNC 기계
제출자:Vikram 요약 고정 사이클을 사용하여 주어진 구성 요소에 대한 FANUC 제어 CNC 선반용 파트 프로그램을 작성하십시오. 절삭 깊이 0.5mm 및 속도 1200rpm을 취하십시오. 적절한 절삭 조건과 절삭 공구를 가정합니다. 그림/이미지 CNC 프로그램 To determine U= (Max. Dia of wp- min dia of profile)/2 = (35-25)/2 = 5N0 G90 F0.2 S1200 T0101 M04N10 G00 X38 Z2N30 G73 U5 R10N40 G73 P50 Q120 U0.05 W
제출자:Vikram 요약 G75 그루빙 사이클을 사용하여 x축에 긴 홈을 가공한 다음 G75 그루빙 사이클을 사용하여 동일한 부품을 절단하는 CNC 선반 프로그램입니다. 그림/이미지 CNC 프로그램 G90 G20 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X1.200;G01 X1.150 F3;G71 U0.020 R0.010;G71 P2 Q3 ;N2 G01 X1.025; Z-2.420;N3 X1.150;G28 X0.0;G28 Z0.0;T0200 M06;G57;G00 Z-0.500; X1.300;G01 X