

3D 프린팅

산업 제조

노즐 접촉하는 모든 요소와 같은 3D 프린터의(마찰 ) 다른 소재와 함께, 사용과 함께 착용 이전 기사에서 언급한 바와 같이 노즐의 재질과 사용하는 필라멘트 유형에 따라 다릅니다. 마모가 의심되는 시기를 감지하기 위해 2가지 간단한 기법을 사용합니다. :
마모가 매우 날카로울 때 , 다음 이미지와 같이 노즐 끝에서 육안으로 감지됩니다.

모든 올바른 인쇄 매개변수가 있어도 결함이 없는 3D 모델과 육안으로 양호한 상태의 노즐이 내부적으로 마모되는 경우가 발생할 수 있습니다. 내부에 있는 플라스틱의 난류 흐름으로 인해 인쇄된 조각의 기형 및 표면 마감 불량이 발생합니다.
이 방법을 적용하려면 노즐 기술 도면이 있어야 합니다. 우리가 사용하고 있는 3D 프린터의 대부분의 제조업체가 웹 사이트에서 다운로드할 수 있는 문서입니다. 이 경우 Nozzle E3D v6 도면을 사용하겠습니다.
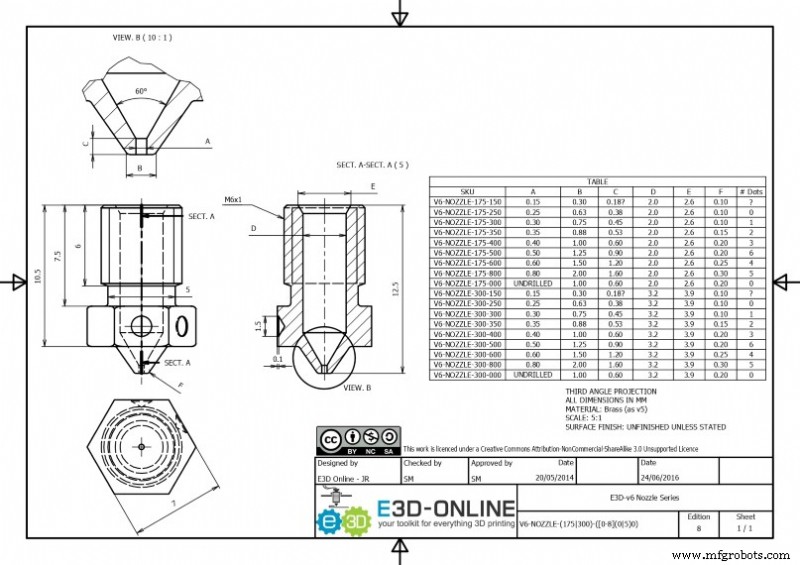
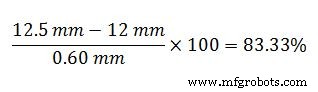
관심 있는 척도는 압출 원뿔 뒤 필라멘트의 출구 천공 길이를 나타내는 "C"입니다. 마모는 전체 길이의 80%를 넘지 않아야 합니다 마모가 내부 콘에 더 가까우면 3D 프린트의 품질이 떨어지거나 제작이 불가능하기 때문입니다. 이 값을 확인하려면 HotEnd에서 노즐을 제거하고 총 길이를 측정한 후 다음 공식을 적용해야 합니다.

그림과 같이 총 원본 길이 Nozzle E3D v6의 지름은 12.5mm이고 "C" 직경이 0.40mm인 모델의 경우 0.60mm입니다. 이 경우 총노즐 길이 12mm이므로 위 공식을 적용하여 마모 비율 83%이며, 이는 노즐 교체가 필요함을 나타냅니다. .
 황동 노즐
황동 노즐  강화 강철 노즐
강화 강철 노즐  노즐 스테인리스 스틸
노즐 스테인리스 스틸 노즐 올슨 루비
노즐 올슨 루비 3D 프린터 노즐의 모든 것(I):분류 및 권장 사항
3D 프린터 노즐에 관한 모든 것(III):노즐에 막힘
3D 프린팅
잼을 만드는 주요 원인 압출기에는 저품질 재료 사용, 필라멘트에 박힌 불순물 잘못된 보관 또는 범위 밖의 온도에서의 사용으로 인해 제조업체에서 권장합니다. 이 문제를 해결하려면 다음 방법을 사용하는 것이 좋습니다. 콜드풀 이 방법은 간단하고 빠른 방법입니다. 수행합니다. 먼저 압출기를 가열합니다 최대 인쇄 온도 노즐을 막은 필라멘트(예:PLA 190ºC ). 다음으로 온도를 낮춥니다 PLA가 90ºC 이상인 경우 재료의 유리 전이 온도에 가까워질 때까지 , 따라서 재료가 고화되고 필라멘트와 막힘을 일으키는 불순물을 얻습니다. 이
3D 프린팅 사용자에게 발생하는 큰 의심 중 하나는 여러 유형의 노즐 사이에 어떤 차이가 있는지입니다. 시중에서 구할 수 있는 제품, 상황에 따라 어떤 제품을 사용해야 하는지, 어떤 사용 및 유지 관리 요령을 고려해야 하는지. 이 기사와 다른 두 기사에서 우리는 노즐에 대해 발생하는 모든 질문에 대해 설명하고 답변하려고 노력할 것입니다. 3D FDM/FFF 프린터의 압출기. 3D 프린터 노즐 분류 노즐을 분류할 때 다음 두 가지 주요 특성을 고려합니다. 재료 l 및 출구 직경 . 출력 지름 직경 내에는 0.20mm(이미 0.1