2 단원 1:머리 짓밟기
목표
이 단원을 마치면 다음을 수행할 수 있어야 합니다.
- 밀 헤드를 트램으로 이동하는 방법을 설명합니다.
- 바이스를 표시하는 방법을 설명합니다.
- 스프링 콜릿의 사용법을 설명합니다.
- 상승 밀링과 기존 밀링의 차이점을 설명합니다.
- 에지 파인더 사용 방법을 설명합니다.
- 퀵 체인지 기어박스를 올바르게 설정하는 방법을 설명합니다.
- 주식을 제곱하는 방법을 설명합니다.
- 평면 밀링에 대해 설명합니다.
- 고급 워크홀딩에 대해 설명합니다.
트램밍 도구
다이얼 표시기는 두 표면 사이의 미세한 편향을 측정하는 데 사용되는 정밀 도구입니다.
트램밍 시 척에 부착된 다이얼 표시기는 밀링 테이블에 대한 밀링 헤드의 방향을 결정하는 데 사용됩니다. 퀼을 조이고 푸는 데 사용하는 것과 동일한 렌치를 사용하여 밀 헤드의 다양한 볼트를 조정할 수 있습니다.

머리를 밟는 데 사용되는 다이얼 표시기.
밀 헤드 밟기
Tramming은 밀링 헤드가 밀링 테이블의 X 및 Y 축에 수직이 되도록 합니다. 이 프로세스는 절삭 공구와 밀링 표면이 테이블에 수직이 되도록 합니다. 또한 적절한 트램밍은 밀링 시 불규칙한 패턴이 형성되는 것을 방지합니다.

스핀들에 부착된 다이얼 표시기 정확한 밀 헤드 정렬.
수직 밀의 헤드는 앞에서 뒤로, 옆으로 기울일 수 있습니다. 때때로 이러한 조정이 드리프트될 수 있습니다. 밀링 헤드는 주기적으로 점검하고 조정하여 스핀들이 테이블과 수직이 되도록 해야 합니다.
- 밀링 테이블에서 바이스를 제거합니다.
- 다이얼 표시기를 스핀들에 부착하고 스핀들 축에서 다이얼을 6인치 오프셋합니다. 표시기 프로브가 아래를 향하고 있는지 확인하십시오.
- 밀 테이블을 들어 올려 표시기에 닿았을 때 표시기가 0.005인치에서 0.010인치 사이를 읽도록 합니다. 이 판독값을 예압이라고 합니다.
- 다이얼 표시기를 보이도록 배치한 다음 베젤을 0으로 설정합니다.
- 표시기를 보면서 스핀들을 손으로 돌립니다.
- 다이얼 표시기의 판독값이 0으로 유지되면 스핀들이 정렬된 것입니다.
- 판독값이 0이 아니면 아래와 같이 머리를 계속 밟아주세요.
X축을 위한 Tramming 프로세스
- x축(밀 전면을 향할 때 밀 벤치의 왼쪽에서 오른쪽 방향)을 중심으로 이동하려면 밀 렌치를 사용하여 6개의 볼트(밀의 양쪽에 3개)를 풉니다.

풀릴 볼트의 위치 머리가 X축을 중심으로 회전하도록 합니다.
<올 시작="2">
볼트를 푼 후 손으로 다시 조이고 밀 렌치를 사용하여 ¼ 바퀴 돌려줍니다.
x축을 중심으로 밀 헤드를 위아래로 움직이는 조정 볼트는 밀 뒤쪽에 있습니다.

밀 헤드를 배치하는 데 사용되는 조정 볼트 X축을 중심으로 수직으로
<올 시작="4">
두 개의 각도기는 일반적인 정렬을 나타내는 데 사용됩니다. 밀 헤드의 더 큰 각도기에는 빨간색 표시 화살표가 있으며 이 화살표는 밀 본체의 곡선 각도기의 제로 마커와 정렬되어야 합니다. 이것은 일반적인 가이드를 제공할 뿐이며 정확한 정렬을 위해서는 다이얼 표시기 판독값이 필요합니다.
다이얼 표시기를 테이블 뒤쪽에 위치시키십시오. 다이얼 표시기를 0으로 설정합니다(0.005″에서 0.010″까지 사전 로드됨). 밀링 테이블의 깨끗한 표면에서 측정하십시오. 테이블에 틈이 생기지 않도록 테이블을 이동해야 할 수도 있습니다.
밀 헤드 주변을 나타내는 다이얼 X- 축.
<올 시작="6">
다이얼을 0으로 설정하고 스핀들을 중립에 놓은 상태에서 스핀들을 회전하여 다이얼 표시기가 테이블 전면에 오도록 합니다. 이상적으로는 180도 회전합니다. 다이얼의 수직 구성이 변경되지 않도록 스핀들에 부착된 클램프를 잡으십시오.
밀 헤드가 이동해야 하는 방향을 결정하기 위해 다이얼이 회전하는 방향에 유의하십시오. 시계 방향으로 움직이려면 밀 헤드를 위로 조정해야 하고 시계 반대 방향으로 읽으려면 밀 헤드를 아래로 조정해야 합니다.
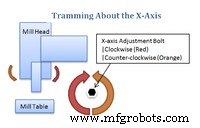
X축에 대한 밀링 헤드 조정 .
- 위의 다이어그램은 조정 볼트의 움직임이 밀 헤드의 움직임과 어떻게 관련되는지 보여줍니다. 조정 볼트를 돌려야 하는 올바른 방향을 확신하면 밀 헤드를 조정하여 앞뒤 측정값의 차이가 1/2에 도달하도록 합니다. 예를 들어 후면 판독값이 0이고 전면 판독값이 0.010″인 경우 다이얼이 0에 더 가깝게 0.005″를 표시하도록 밀링 헤드를 조정합니다.
- 첫 번째 조정이 완료되면 다이얼 표시기를 다시 영점 조정합니다. 혼동을 피하기 위해 동일한 위치를 0으로 설정하는 것이 좋지만 반드시 필요한 것은 아닙니다. 전면과 후면의 차이가 0.002인치보다 크지 않을 때까지 조정 과정을 계속합니다.
- 판독값에 만족하면 느슨해진 볼트를 다시 조이기 시작하고 회전하면서 균일하게 조여 정렬이 변경되지 않도록 합니다. 밀 헤드가 조여진 상태에서 크게 움직이지 않았는지 확인하기 위해 전면과 후면 사이의 측정을 다시 확인합니다.
Y축을 위한 Tramming 프로세스
- y축을 중심으로 트램밍을 시작하려면 밀 헤드의 움직임을 허용하기 위해 풀어야 하는 4개의 볼트가 밀 전면에 있습니다. 볼트를 푼 다음 손으로 꽉 조이는 정도를 넘어서 다시 조여야 합니다(적절한 렌치로 손으로 약 1/4 회전).

풀릴 볼트의 위치 머리가 Y축을 중심으로 회전하도록 합니다.
<올 시작="2">
Y축을 중심으로 밀 헤드를 좌우로 움직이는 조절볼트는 아래 그림과 같다. 이 볼트를 시계 방향과 시계 반대 방향으로 돌리면 밀 헤드가 그에 따라 움직입니다.

밀 헤드를 배치하는 데 사용되는 조정 볼트 Y축을 중심으로 합니다.
<올 시작="3">
y축 주위의 트램밍을 위한 각도기의 표시 화살표는 수직 각도기와 접촉하는 독립형 플레이트에 있습니다. 이 표시 화살표와 수직 각도기의 영점을 사용하여 트램밍의 시작점을 추정할 수 있습니다.
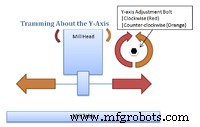
Y축에 대한 밀링 헤드 조정 .
<올 시작="4">
위의 그림은 y축을 중심으로 트램밍을 위한 조정 볼트가 밀 헤드에 미치는 영향을 보여줍니다. x축에 대한 트램밍에 대해 설명한 것과 동일한 프로세스를 사용하지만 이전에 수행한 바와 같이 전면 및 후면과 대조적으로 밀링 헤드의 왼쪽 및 오른쪽 위치를 기준점으로 사용합니다.
조정이 완료되면 밀 헤드의 볼트를 조이고 x축과 y축에 대한 측정값을 다시 확인합니다. 양쪽 방향의 트램이 볼트를 다시 조여서 변경되었을 수 있습니다. 모든 측정값이 0.002인치 이내인지 확인하십시오. 측정값이 허용 범위 내에 있지 않으면 트램밍 프로세스를 다시 수행해야 합니다.
바이스 표시
- 대부분의 작업물은 테이블에 고정된 바이스에 고정됩니다.
- 스톡의 가장자리와 정렬된 형상을 가공하려면 바이스를 장비의 이송 축과 정렬하는 것이 중요합니다.
- T-볼트를 사용하여 침대에 바이스를 고정하고 바이스를 조정할 수 있도록 하면서 꼭 맞게 고정합니다.
- 프로브가 작업자의 반대쪽을 향하도록 기계의 스핀들에 다이얼 표시기를 설치합니다.
- 스핀들을 아래로 내린 다음 바이스의 고정 턱이 표시기에 닿을 때까지 테이블 베드를 놓습니다. 표시기가 반 회전을 기록할 때까지 계속하십시오.
- 다이얼 표시기의 베젤을 0으로 설정합니다.
- 크로스 피드로 바이스의 얼굴을 가로질러 표시기를 실행합니다.
- 바이스가 제곱되면 표시기가 0으로 유지됩니다.
- 표시기가 0에 머물지 않으면 표시기가 이전 값의 절반을 읽을 때까지 부드러운 망치로 가볍게 두드려 바이스를 재정렬합니다.
- 바이스의 한쪽에서 다른 쪽으로 완전히 이동할 때 다이얼 표시기가 0을 표시할 때까지 이 과정을 반복합니다.
- 바이스의 방향을 바꾸지 않으면서 T-볼트를 단단히 조입니다. 바이스의 정렬을 다시 확인하십시오.
밀링 커터 유형
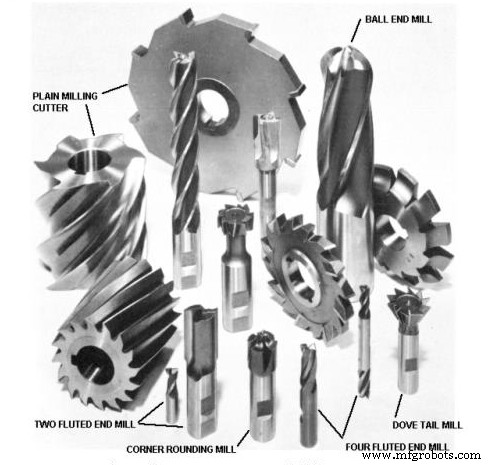
다양한 밀링 커터
- 솔리드 샤프트가 있는 밀링 커터는 일반적으로 수직 밀에 사용됩니다.
- 키 구멍이 있는 밀링 커터는 일반적으로 수평 밀에서 사용됩니다.
- 엔드밀은 포켓, 키홈 및 슬롯을 절단하는 데 사용됩니다.
- 두 개의 홈이 있는 엔드밀을 사용하여 드릴처럼 공작물에 플런지할 수 있습니다.
- 2 및 3 플루트는 일반적으로 알루미늄용이고 4 플루트는 스테인리스 스틸용입니다. 플루트가 많을수록 더 잘 자를 수 있지만 가격은 더 높아집니다.
- 플루트가 2개 이상인 엔드밀을 작업에 투입해서는 안 됩니다.
- 볼 엔드밀로 필렛을 생산할 수 있습니다.
- 둥근 모서리와 같은 여러 형상은 성형 밀링 커터로 만들 수 있습니다.
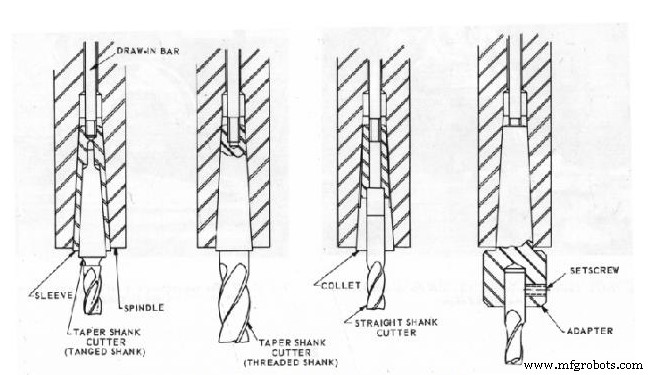
엔드밀 유지 방법.
스프링 콜릿
- 도구를 제거해야 하는 경우 가장 높은 위치에서 깃펜을 잠급니다.
- 다음으로 브레이크를 사용하면서 렌치로 견인바를 풉니다.
- 드로바의 나사산이 콜릿에 맞물려 있는지 확인하십시오. 맞물리지 않으면 커터가 떨어져서 콜릿이 스핀들에서 분리될 때 잠재적으로 손상될 수 있습니다.
- 스핀들에서 콜릿을 풀려면 드로우 바의 끝을 탭하십시오.
- 마지막으로 콜릿에서 견인바의 나사를 풉니다.
- 다른 절단기를 설치하려면 절단기를 생크에 맞는 콜릿에 넣으십시오.
- 키 홈이 스핀들의 키와 제대로 정렬되었는지 확인하면서 콜릿을 스핀들에 삽입합니다.
- 한 손으로 커터를 잡고 드로우 바를 콜릿에 끼우기 시작합니다. 그런 다음 브레이크를 걸면서 렌치를 사용하여 견인봉을 조입니다.
클라임 대 기존 밀링
기존 밀링과 상향 밀링의 차이점을 아는 것이 중요합니다. 잘못된 절차를 사용하면 절단기가 파손되고 공작물이 폐기될 수 있습니다.
기존 밀링
- 공작물이 커터의 회전 방향으로 이송됩니다.
- 일반 밀링은 일반적으로 황삭 절단에 선호됩니다.
- 기존 밀링은 상향 밀링보다 적은 힘이 필요합니다.
- 백래시 제거기와 단단한 테이블 지지대가 필요하지 않습니다.
- 주물 및 열연강 가공 시 권장됩니다.
- 비늘이나 모래로 인해 표면이 딱딱한 경우에도 권장됩니다.
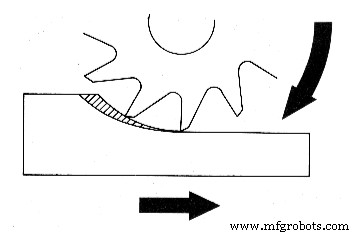
위에 표시:일반 밀링
클라임 밀링
- 커터의 회전으로 공작물이 이송됩니다.
- 이 방법을 사용하면 더 나은 마무리가 됩니다. 칩이 가공물 안으로 들어가지 않아 마감재가 손상되지 않습니다.
- 비품 비용이 저렴합니다. 클라임 밀링은 공작물을 아래로 밀어내므로 간단한 고정 장치를 사용할 수 있습니다.
- 칩 두께는 모서리에 가까울수록 작아지는 경향이 있으므로 특히 취성 재료의 경우 모서리가 파손될 가능성이 적습니다.
- 공구 수명을 늘립니다. 공구 뒤에 쌓인 칩으로 인해 공구 수명을 최대 50%까지 늘릴 수 있습니다.
- 칩이 커터 뒤에 떨어지므로 칩을 쉽게 제거할 수 있습니다.
- 필요한 전력을 20% 줄입니다. 이는 더 높은 경사각 커터를 사용하기 때문입니다.
- 작업물을 단단히 고정할 수 없거나 기계가 높은 힘을 지탱할 수 없는 경우에는 권장하지 않습니다.
- 주물 및 열연강판 가공에는 사용할 수 없습니다.
- 이 방법을 사용하면 공작물이 절단기로 당겨지고 고정 장치에서 멀어져 절단기가 파손되고 공작물이 폐기될 수 있습니다.
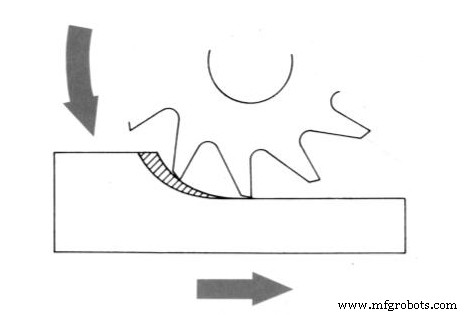
위에 표시됨:등반 밀링
스핀들 속도 설정
- 드라이브 트레인의 형상에 따라 스핀들 속도가 변경됩니다.
- 손 크랭크를 사용하여 최신 기계에서 스핀들 속도를 조정할 수 있습니다.
- 속도를 변경하려면 스핀들이 회전해야 합니다.
- 속도(RPM)는 다이얼 표시기에 표시됩니다.
- 다이얼 표시기에 낮은 범위와 높은 범위에 대한 두 개의 눈금이 있습니다.
- 레버는 기계의 범위를 변경하는 데 사용됩니다.
- 기어가 올바르게 맞물리기 위해 스핀들을 약간 회전해야 하는 경우가 있습니다.
Edge Finder 사용
- 높은 정밀도가 요구되는 밀링 작업을 수행하기 전에 공작물의 모서리 위치를 찾아야 합니다. 에지 파인더는 에지를 찾는 데 도움이 됩니다.
- 800-1200 스핀들 rpm이 권장됩니다.
- 가장자리 찾기를 사용하려면 두 개의 반쪽을 약간 오프셋하여 회전할 때 흔들리도록 합니다.
- 가장자리 찾기 쪽으로 공작물을 천천히 이동합니다.
- 엣지 파인더가 중앙에 오다가 갑자기 동심도를 잃습니다.
- The digital readout tells you the position of the spindle.
- The diameter of the edge finder is 0.200″. So adding or subtracting half of that (0.100″) will be the tool center.
- If centering on the top left, add 0.100″ to the X-axis and subtract 0.100″ from the Y-axis. If centering on the top right, subtract 0.100″ from the X-axis and subtract 0.100″ from the Y-axis.
- Part Reference Zero is when the bit is zeroed on the X and X axes.
- A pointed edge finder is a lot easier, but not as precise. Only use a pointed edge finder if precision is not necessary.
Using the Micrometer Dials
- Most manual feeds on a milling machine have micrometer dial indicators.
- If the length of the feed is known, the dial indicator should be set to that number (thousandths of an inch).
- To free the dial indicator, rotate the locking ring counterclockwise. Set the dial and re-tighten.
- Before setting the dial indicator, ensure that the table-driving mechanism backlash is taken up.
- It is common for newer machines to have digital readouts, which are preferable because they directly measure table position. When using a digital readout, backlash concerns are negated.
Squaring Stock
- When making a square corner, vertically orient a completed edge in the vice and clamp it lightly to the part.
- Place machinist’s square against the completed edge and the base of the vice.
- Align the workpiece with the square by tapping it lightly with a rubber mallet.
- Firmly clamp the vice.
- The top edge of the part is ready to be milled.
Face Milling
- It is frequently necessary to mill a flat surface on a large workpiece. This is done best using a facing cutter.
- A cutter that is about an inch wider than the workpiece should be selected in order to finish the facing in one pass.

Shown above:Face milling
Milling Slots
- Square slots can be cut using end mills.
- In one pass, slots can be created to within two one-thousandths of an inch.
- Use an end mill that is smaller than the desired slot for more accuracy.
- Measure the slot and make a second pass to open the slot to the desired dimension.
- The depth of cut should not exceed the cutter diameter.
Advanced Workholding
- Use a v-block to secure round stock in a vice. It can be used both horizontally and vertically.
- Clamping round stock in a v-block usually damages the stock.
- Collet blocks are made to hold round workpieces.
- To mill features at 90 degree increments, use a square collet block.
- To mill features at 60 degree increments, use a hexagonal block.
- It is easiest to set up stock when the features are perpendicular or parallel to the edges of the workpiece. It is more difficult to set up a workpiece when features are not parallel or perpendicular to the edges. Sometimes, an angle plate can be used to mill stock at any desired angle.
- Parts that don’t fit well in a vise can be directly secured to the table with hold-down clamps.
- Use parallels to create a gap between the work and bed.
- Slightly tilt the clamps down into the work.
- Rotary tables can be put on the bed to make circular features.
- Rotary tables allow rotation of the workpiece.
- Use a dial indicator to precisely control the angle of rotation.
- Use a ball for irregularly shaped workpieces. Make sure to only take a small cuts to avoid throwing the workpiece out of the vice.
UNIT TEST
- What tool is used for tramming the head?
- Explain the process for the X-axis tramming.
- Explain the process for the Y-axis tramming.
- What is the purpose of indicating the vise?
- Name three types of milling cutters.
- Explain how a spring collet works.
- What is the difference between conventional and climb milling?
- Describe briefly how a rotary table may be centered with the vertical mill spindle.
- Describe briefly how to set spindle speed on the milling machine.
- What tool is used for milling large workpiece surfaces?


