

 기본 뚜껑이 있는 판금 상자는 디자인이 단순해 보일 수 있지만 적당한 적합.
기본 뚜껑이 있는 판금 상자는 디자인이 단순해 보일 수 있지만 적당한 적합.  판금 뚜껑을 제거하면 뚜껑이 있는 잘 설계된 상자를 만드는 데 도움이 되는 추가 기능이 나타납니다.
판금 뚜껑을 제거하면 뚜껑이 있는 잘 설계된 상자를 만드는 데 도움이 되는 추가 기능이 나타납니다. 산업기술

산업 제조
판금 부품 제조업체를 선택할 때 공차라는 용어는 자주 올라옵니다. 모든 사람은 자신의 부품이 자신의 모델과 똑같은 복제품이 되기를 원하지만 사실 완벽함의 정의에는 항상 어느 정도의 여지가 있어야 합니다. 그 변화는 우리 모두가 관용이라고 부르는 것입니다. 이 용어가 항상 사용되지만 제조 공차의 현실은 해당 프로세스에 따라 상당히 복잡해질 수 있습니다. 이 게시물에서는 기계 가공, 3D 인쇄 및 판금 공정과 달성 가능한 공차에 미치는 영향을 비교합니다.
기계 가공 및 3D 인쇄는 최종 형상을 생성하기 위해 (각각) 재료를 정확하게 제거하거나 추가하는 매우 정밀한 제조 방법입니다. 판금은 최종 지오메트리를 생성하기 위해 얇은 판금을 절단, 굽힘 및 스트레칭하는 데 의존하는 약간 덜 정밀한 제조 방법입니다. 판금 방법으로 달성한 더 느슨한 공차는 형상을 달성하는 데 사용되는 매우 가변적인 프로세스의 산물입니다.
기계 가공은 제조 공차에 대해 가장 잘 알려진 참조 프레임을 제공합니다. 오른쪽에 있는 것과 같이 판금 인쇄물에서 가공 공차 블록을 자주 볼 수 있습니다.
공대에서는 유효 숫자 3자리에 대해 ±0.005인치(0.127mm)가 기준 공차라고 가르칩니다. 이는 이미 생성된 피처와 상관없이 피처를 생성하는 기계가 하나 있기 때문에 가능합니다. 한 곳에 구멍을 뚫는 것은 중요하지 않습니다. 다음 구멍의 위치와 크기는 절단하는 기계에 의해서만 결정됩니다.
3D 프린팅도 정밀한 제조 방법이지만 실제 정밀도 수준은 사용되는 재료와 공정에 따라 결정됩니다. 기계 가공과 마찬가지로 3D 프린팅은 이전의 기능에 관계없이 부품에 기능을 생성합니다. 계속해서 필요한 위치에 재료를 추가하고 높은 수준의 정밀도를 유지합니다(설계가 제조 중에 부품을 적절하게 지원한다고 가정). 여기 Protolabs에서 3D 프린팅 공차는 ±0.002인치에서 ±0.012인치(±0.051mm에서 0.305mm) 사이입니다.
| 달리 명시되지 않는 한: | ||
| .XX | ±0.01 | |
| .XXX | ±0.005 | |
| .XXXX | ±0.0005 | |
| 각도 | ± 0.5* |
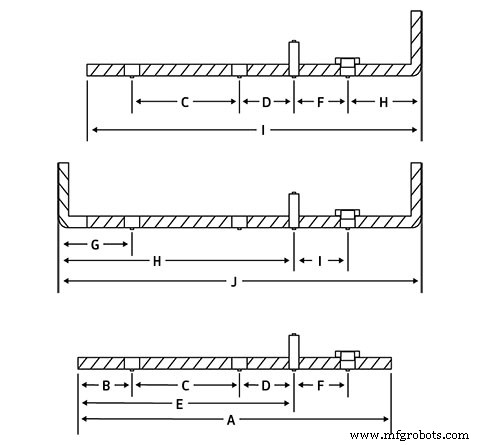
| 기능 | 참조 | 공차 +/- |
| 엣지 투 엣지 | A | 0.005인치(0.13mm) |
| 에지 투 홀 | B | 0.005인치(0.13mm) |
| 홀 투 홀 | C | 0.005인치(0.13mm) |
| 하드웨어에 구멍* | D | 0.010인치(0.25mm) |
| 에지에서 하드웨어로* | E | 0.010인치(0.25mm) |
| 하드웨어 대 하드웨어* | F | 0.015인치(0.38mm) |
| 구부려 구멍 | G | 0.015인치(0.38mm) |
| 하드웨어로 구부리기* | H | 0.015인치(0.38mm) |
| 가장자리로 구부리기 | 나 | 0.010인치(0.25mm) |
| 굽히다 굽히다 | J | 0.015인치(0.38mm) |
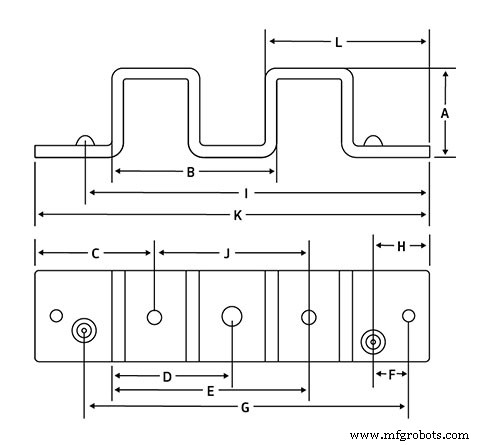
기능 | 참조 | 공차 +/- |
| 굽히다 굽히다 | A | 0.015인치(0.38mm) |
| 굽히다 굽히다 | B | 0.030인치(0.76mm)* |
| 에지 투 홀 | C | 0.015인치(0.38mm) |
| 구부려 구멍 | D | 0.030인치(0.76mm)* |
| 구부려 구멍 | E | 0.030인치(0.76mm)* |
| 형성된 피쳐에 대한 구멍 | F | 0.010인치(0.25mm) |
| 형성된 피쳐에 대한 구멍 | G | 0.030인치(0.76mm)* |
| Edge to Formed Feature | H | 0.010인치(0.25mm) |
| Edge to Formed Feature | 나 | 0.030인치(0.76mm) |
| 홀 투 홀 | J | 0.020인치(50mm)* |
| 엣지 투 엣지 | K | 0.030(0.76mm) * |
| 가장자리에서 구부리기 | L | 0.030(.76mm) * |