

 다음은 인쇄, 추적 및 탭 스레드에서 기대할 수 있는 정밀도의 차이를 강조하는 실제 부분입니다.
다음은 인쇄, 추적 및 탭 스레드에서 기대할 수 있는 정밀도의 차이를 강조하는 실제 부분입니다. 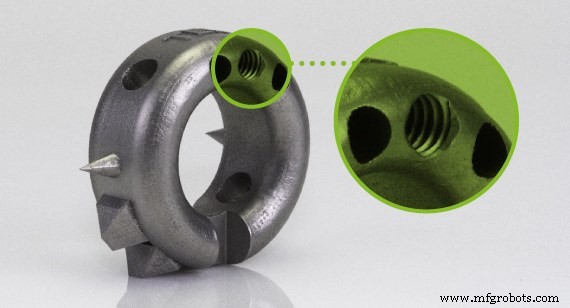 스레딩은 금속 3D 프린팅 부품에서 가능하지만 Inconel로 제작된 부품에서는 스레드를 추적하는 것이 어려울 수 있습니다. 및 코발트 크롬 재료.
스레딩은 금속 3D 프린팅 부품에서 가능하지만 Inconel로 제작된 부품에서는 스레드를 추적하는 것이 어려울 수 있습니다. 및 코발트 크롬 재료. 산업기술

산업 제조
인서트를 3D 프린팅 부품에 스레딩하고 조립하는 데 알아야 할 기본 사항이 하나 있습니다. 제조할 수 있는 것과 불가능한 것은 부품과 인서트의 재료 속성에 따라 다릅니다. 두 번째로 명심해야 할 사항:가능하면 표준 탭과 인서트용으로 설계하는 것이 좋습니다.
 황동 히트셋 인서트는 SLS 및 MJF로 제작된 부품에 사용할 수 있습니다.
황동 히트셋 인서트는 SLS 및 MJF로 제작된 부품에 사용할 수 있습니다. SLS(Selective Laser Sintering) 또는 MJF(Multi Jet Fusion) 공정을 사용하여 인쇄된 나일론 부품은 표준 크기의 황동 열경화 인서트를 활용할 수 있습니다. 왜 황동? 황동은 어닐링 온도가 낮은 부드러운 금속입니다. 황동 인서트가 구멍에 안착되기 전에 납땜 인두로 빠르게 가열됩니다. 이렇게 하면 나일론이 변형되어 흐르면서 인서트 주변의 빈 공간을 채우고 냉각 후 인서트 주변에 견고한 그립을 제공합니다. 디자인에 황동 히트셋 인서트를 사용하면 내구성을 보장하는 데 도움이 될 수 있습니다. 황동과 다른 히트셋 인서트가 필요한 경우 알루미늄 또는 스테인리스 스틸 인서트도 옵션입니다.
우리는 나일론에 설치된 히트셋 인서트에 대한 내부 인장 강도 테스트를 수행했으며 다음과 같이 예상할 수 있습니다. 많은 변수가 작용하지만 더 큰 표면적을 갖는 크고 긴 인서트는 작은 인서트보다 더 강합니다. 우리의 테스트는 매우 작은 인서트의 경우 약 100파운드에서 경우에 따라 가장 큰 인서트의 경우 700파운드 이상에 이르는 최대 하중을 제안합니다. 이로 인해 약간의 제한이 있지만 특정 응용 프로그램에 대한 기능을 테스트하는 것이 좋습니다. 특히 부품에 갑작스럽고 반복적이며 균일하지 않은 부하가 표시되는 경우에는 더욱 그렇습니다. 동일한 스레드 크기의 더 길고/높은 인서트가 더 짧은 인서트보다 더 강하다는 것을 아는 것도 중요합니다. 추가된 강도의 양은 인서트 크기에 따라 다르지만 테스트 결과 긴 인서트가 짧은 인서트에 비해 약 30%의 인장 강도를 추가하는 것으로 나타났습니다.
SLA(Stereolithography) 공정을 사용하여 인쇄되는 부품에 따라 삽입 스타일이 다릅니다. 이 경우 표준 압입 인서트가 사용됩니다. 설정하기 위해 가열이 필요하지 않습니다. 대신, 이러한 압입 삽입물은 추가 강도와 보안을 위해 에폭시로 강화됩니다.
3D 프린팅된 플라스틱에 구멍을 뚫는 것은 인서트를 조립하는 것보다 덜 일반적입니다. 그러나 귀하의 경우 일관된 미학을 유지하는 것이 중요하거나 금속 특성이 바람직하지 않은 경우 인서트보다 탭핑이 선호될 수 있습니다. 우리는 표준 탭 크기를 보유하고 있지만 필요한 것이 있으면 요청하십시오. 다음은 일반적으로 재고가 있는 히트셋 인서트, 압입 인서트 및 탭 목록입니다. 적절한 깊이를 선택하기 위해 귀하와 협력할 수 있습니다.
| 나일론 부품용 재고 히트셋 인서트 | SLA 부품용 재고 압입 인서트 | SLA 부품에 사용할 수 있는 탭 크기 | 플라스틱 부품에 사용할 수 있는 탭 크기 | ||
| 표준 | 메트릭 | NPT | |||
| 0-80 | 0 - 80 | 0 - 80 | M1.2 x .25 | 1/16 - 27 | 2-56 |
| 2-56 | 2 - 56 | 1 - 64 | M1.4 x .25 | 1/8 - 27 | 4-40 |
| 4-40 | 4 - 40 | 1 - 72 | M1.6 x .35 | 1/4 - 18 | 6-32 |
| 6-32 | 6 - 32 | 2 - 56 | M2 x 0.4 | 1/2 | 8-32 |
| 8-32 | 8 - 32 | 3 - 48 | M3 x 0.5 | 3/8 - 18 | 10-24 |
| 10-24 | 10 - 24 | 3 - 56 | M4 x 0.7 |
| 10-32 |
| 10-32 | 10 - 32 | 4 - 40 | M5 x 0.8 |
| 1/4"-20 |
| 1/4"-20 | 3/8 - 16 | 4 - 48 | M6 x 1.0 |
| 1/4"-28 |
| M1.6 x 0.35 | 1/4 - 20 | 5 - 40 | M8 x 1.0 |
| 5/16"-18 |
| M2 x 0.4 | 5/16 - 18 | 6 - 32 | M8 x 1.25 |
| 3/8"-16 |
| M2.5 x 0.45 | M1.6 - .35 | 6 - 40 | M12 x 1.75 |
| 1/8"-27 |
| M3 x 0.5 | M2 - 0.4 | 8 - 32 | M14 x 1.0 |
| 1/2"-13 |
| M4 x 0.7 | M2.5 - 0.45 | 8 - 36 | M18 x 1.0 |
| M2 x 0.40 |
| M5 x 0.8 | M3 - 0.5 | 10 - 24 | M20 x 1.5 |
| M2.5 x 0.45 |
| M6 x 1 | M3.5 - 0.6 | 10 - 28 |
|
| M3 x 0.50 |
| M8 x 1.25 | M4 - 0.7 | 10 - 32 |
|
| M3.5 x 0.60 |
| M5 - 0.8 | 12 - 24 |
|
| M4 x 0.70 | |
| M6 - 1.0 | 1/4 - 20 |
|
| M5 x 0.80 | |
| M8 -1.25 | 1/4 - 28 |
|
| M6 x 1.00 | |
| 3/8 - 16 |
|
| M8 x 1.00 | ||
|
|
| 3/8 - 18 |
|
| M8 x 1.25 |
|
|
| 3/8 - 24 |
|
| M10 x 1.00 |
|
|
| 5/16 - 18 |
|
|
|
|
|
| 5월 16일 - 24일 |
|
|
|
|
|
| 7/16 - 20 |
|
|
|
|
|
| 7/16 - 14 |
|
|
|
|
|
| 1/2 - 12 |
|
|
|
|
|
| 1/2 - 20 |
|
|
|
|
|
| 3/4 - 16 |
|
|
|
|
|
| 5/8 - 18 |
|
|
|
|
|
| 9/16 - 18 |
|
|
|
|
|
| 15/16 - 16 |
|
|
|
| 스레드 추적 | 태핑 스레드 |
| 리드 타임 단축 | ✔ |
|
| 경제적인 가격 | ✔ |
|
| 기능성 프로토타입 | ✔ |
|
| 정밀 부품 |
| ✔ |