

제조공정

산업 제조
<시간 />
가장 초기의 단추는 선사 시대로 거슬러 올라가며, 패션과 제조 기술의 수천 년 변화에도 불구하고 단추는 가장 일반적인 패브릭 패스너로 지속되었습니다. 단추는 수천 년 동안 사용되었지만 단추 구멍은 13세기 어느 때까지 발명되지 않았습니다. 단추구멍은 십자군 원정에서 돌아온 기사들이 중동에서 유럽으로 가져온 것으로 생각되며, 단추구멍의 출현으로 단추 사용이 급증했습니다. 단추는 르네상스 시대 남성 패션의 필수품이 되었습니다. 재킷에는 종종 턱에서 허리까지 단추가 있었고, 소매는 팔꿈치에서 손목까지 단단히 단추가 달려 있었고, 바지에는 허리, 무릎 또는 허벅지에 단추가 너무 많이 달려 있었습니다. 단추 제작자 길드는 13세기 파리에 존재했으며 단추는 나무, 뼈, 놋쇠, 백랍, 금, 은 등 다양한 재료로 만들어졌습니다.
18세기까지 단추 산업은 유럽 전역에서 번성했으며 장인들은 단추를 만들기 위한 다양한 기술을 개발했습니다. 프랑스 루이 14세의 궁정은 귀금속과 보석으로 된 복잡한 단추와 수놓은 천으로 된 직물 단추의 유행을 설정했습니다. 영국 제조업체는 강철 단추를 발명했으며 유리 또는 유리 및 금속 단추는 프랑스에서 인기가 있었습니다. 다른 직업으로 유명한 많은 예술가들도 단추 산업에 자신의 기술을 빌려주었습니다. 프랑스 화가 Antoine Watteau가 단추를 만들었으며 Wedgwood, Limoges 및 Staffordshire와 같은 고급 도자기의 일부 주요 이름도 고급 단추와 관련이 있습니다.
18세기 후반에는 공장에서 단추가 만들어지기 시작했습니다. 금속 단추는 형틀로 찔렸고, 형틀 제작자는 그들의 영업비밀을 해외로 가져가지 못하도록 영국에서 이주하는 것이 금지되었습니다. 그럼에도 불구하고 기술이 보급되고 금속, 유리 등의 소재로 버튼이 대량 생산되기 시작했습니다. 사치스러운 단추는 여전히 19세기 패션의 인기 있는 요소였습니다. 다이메이커는 연극, 소설, 동요의 장면을 사용하여 복잡한 디자인을 완성했으며 바그너 오페라와 길버트와 설리반의 오페레타는 장면과 캐릭터를 묘사하는 버튼으로 일상적으로 기념되었습니다.
20세기 초까지 지배적인 스타일은 훨씬 더 단순해졌으며 성장하는 화이트칼라 계급의 차분한 모습을 반영했습니다. 1910년경에 남성용과 여성용으로 매치된 저렴한 셔츠 단추가 판매되었습니다. 플라스틱 단추는 1930년대에 널리 사용 가능하게 되었지만 대부분의 일반적인 셔츠 단추는 여전히 조개나 기타 천연 재료로 만들어졌습니다. 제2차 세계 대전은 플라스틱 기술의 많은 발전을 가져왔습니다. 아크릴 버튼은 실제로 폭격기 포탑 제조에서 남은 재료로 만들어졌습니다. 단추 산업은 전쟁 후 거의 완전히 플라스틱으로 전환되었습니다. 플라스틱 단추는 다양한 방법으로 만들 수 있습니다. 긴 막대에서 잘라낸 플라스틱 슬러그를 두 부분으로 된 몰드에 넣는 몰드 캐스트가 될 수 있습니다. 금형을 닫고 열과 압력을 가하여 버튼을 완성합니다. 또 다른 공정은 사출 성형입니다. 이 방법에서는 녹은 플라스틱을 단추 모양의 구멍이 있는 금형에 강제로 넣습니다. 아래에 설명된 것은 만드는 데 가장 일반적인 프로세스입니다. 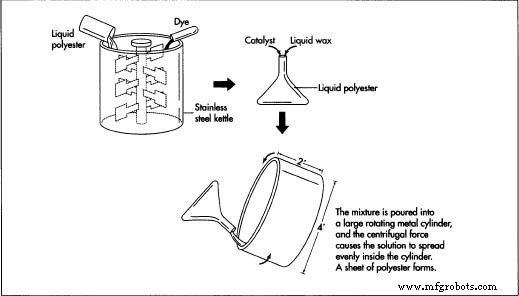 플라스틱 버튼:실린더 주조 폴리에스터 다이 커팅.
플라스틱 버튼:실린더 주조 폴리에스터 다이 커팅.
단추는 여전히 천연 제품으로 만들어지지만 플라스틱 단추보다 손으로 더 많은 작업이 필요하며 이전에 일반적으로 사용되던 단추 재료 중 일부는 더 이상 널리 사용되지 않습니다. 예를 들어 고래 상아, 코끼리 상아 또는 거북이 등껍질 단추는 멸종 위기에 처한 동물을 보호하기 위해 제정된 법률 때문에 미국에서 만들 수 없습니다. 뿔 단추는 소와 버팔로 발굽 및 뿔로 만들어지지만 단추 애호가들은 동물들이 질이 낮은 풀을 풀을 뜯기 때문에 현대 뿔의 품질과 색상이 좋지 않다고 주장합니다. 골동품 혼 단추는 종종 줄무늬가 있고 다양한 색상이 있는 반면 현대의 혼 단추는 더 옅은 옅은 갈색 또는 짙은 갈색입니다. 경적 단추는 여전히 최고 품질의 남성 패션의 요소이지만 표준 단추의 0.5센트 가격에 비해 개당 1달러만큼 비쌉니다. 조개에서 추출한 자개 단추는 여전히 그 광택으로 높이 평가됩니다. 그러나 제2차 세계 대전 이후, 대부분의 자개를 제공했던 남태평양 섬의 잠수부들은 그들의 위험한 노동에 대해 훨씬 더 많은 비용을 청구하기 시작했고 자재의 가격은 급격히 상승했습니다. 금세기 중반에 독일에서 널리 수입되었던 유리 단추도 이제는 훨씬 덜 일반적입니다. 유리 단추는 공장에서 만들어졌지만 불쾌한 고온 조건에서 많은 수작업이 필요했고 이 산업도 제2차 세계 대전 이후 쇠퇴했습니다.
단추의 일반적인 재료는 폴리에스테르로 단추에 적합한 특성을 가진 특수 플라스틱입니다. 폴리에스터에 다양한 화학 염료를 첨가하여 다양한 색상을 만듭니다. 조개단추의 진주빛 광택이 나는 단추를 만들기 위해 폴리에스터에 레드카보네이트를 첨가한다. 블랙 버튼은 카본 블랙을 첨가하여 제작하고, 화이트 버튼은 티타늄으로 제작하였습니다. 단추를 만드는 과정에서도 폴리에스터와 왁스를 경화시키는 화학 촉매가 필요합니다.
 저장 탱크 및 스테인리스 스틸 주전자로 측정했습니다. 그런 다음 단추가 폴리에스터의 자연적인 반투명 이외의 다른 색상인 경우 염료가 추가됩니다. 염료를 섞은 후 액체 폴리에스터를 3갤런(11리터) 금속 비커에 붓습니다. 촉매와 액체 왁스가 첨가됩니다.
저장 탱크 및 스테인리스 스틸 주전자로 측정했습니다. 그런 다음 단추가 폴리에스터의 자연적인 반투명 이외의 다른 색상인 경우 염료가 추가됩니다. 염료를 섞은 후 액체 폴리에스터를 3갤런(11리터) 금속 비커에 붓습니다. 촉매와 액체 왁스가 첨가됩니다.
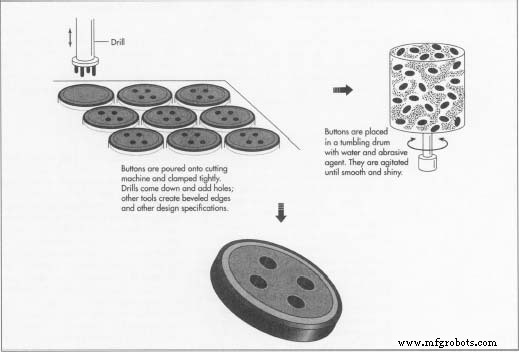
버튼이 완전히 완성되면 컨베이어 벨트에 올려 놓고 육안으로 결함을 검사합니다. 검사자는 각 단추에 결함이 있는지 확인하고 금이 가거나 잘못 절단된 단추를 제거해야 합니다. 이제 버튼을 포장 및 판매할 준비가 되었습니다.
20세기에는 지퍼와 벨크로와 같은 완전히 새로운 의류 패스너가 등장했으며 이제 패스너가 전혀 필요 없는 신축성 있는 직물을 제조할 수 있습니다. 그럼에도 불구하고 버튼이 사라질 위험은 없어 보입니다. 실용적이면서도 패셔너블하며 오랫동안 우리와 함께할 것입니다. 그러나 버튼 기술이 완전히 고정된 것은 아닙니다. 최근 개발된 것 중 하나는 우수한 강도의 버튼인 산화지르코늄으로 만든 세라믹 버튼입니다. 맥주의 거물 Joseph Coors Jr.는 1989년에 파괴할 수 없는 단추가 필요하다고 결정하고 Adolph Coors Company의 도자기 연구 부서를 사용하여 이 신제품을 개발했습니다. 다이아몬드 Z 버튼은 1993년에 데뷔했습니다. 강철보다 단단하고 굽힘 강도가 강철의 2.5배라고 합니다. 이 남성용 셔츠 단추는 1760°C(3200°F)에서 소성한 다음 광택 처리하고 상아 같은 마감으로 코팅합니다. Diamond Z의 파괴 불가능성에 대한 증거는 무겁고 뾰족한 막대가 긴 튜브를 버튼 위로 떨어지는 "낙하 테스트"입니다. 이 버튼은 반복적인 세탁과 다림질로 인한 일상적인 마모는 물론 이 혹독한 시련도 견딜 수 있습니다. 그러나 다이아몬드 Z 버튼은 일반 폴리에스터 버튼에 비해 제작비가 상당히 비싸기 때문에 기존 기술을 대체할 가능성은 낮다.
제조공정
연혁 인류 문명은 오랫동안 금속을 교환의 매개체로 사용해 왔습니다. 금속은 오래 지속되는 특성 외에도 쉽게 녹고 주조됩니다. 기원전 1000년 , 중국인은 지불을 나타내는 일종의 금속 토큰을 사용했습니다. 이 유물은 굴착 도구와 현대의 Yale 사주와 유사하기 때문에 스페이드 및 열쇠 돈으로 분류되었습니다. 두 유형 모두 교단을 가지고 있으며 주형에서 주조되었습니다. 고대 이집트인들은 주화를 주조하지 않았지만 금 추와 반지를 사용하여 제품과 서비스를 거래했습니다. 서양 주화에 대한 최초의 기록은 기원전 700년 때까지
배경 휴대용 조명의 초기 형태 중 하나인 양초는 거의 모든 사회에서 양초 또는 양초와 같은 물체의 발견을 통해 연대기적으로 기록된 사실을 통해 역사적으로 인류에게 중요한 기능을 제공했습니다. 역사가들은 원래의 양초가 마른 나뭇가지를 동물성 지방에 담가 천천히 연소되고 신뢰할 수 있는 광원을 생성한 원시인에 의해 발명되었을 수 있다고 믿습니다. 고대 이집트인의 부조에는 해가 진 후에 잘 일했던 작가와 철학자들이 양초를 사용하는 모습이 묘사되어 있습니다. 이 초기 양초는 왁스나 수지(비누, 마가린, 윤활유를 만드는 데 사용되기도 하