

제조공정

산업 제조
<메인 클래스="사이트 메인" id="메인">
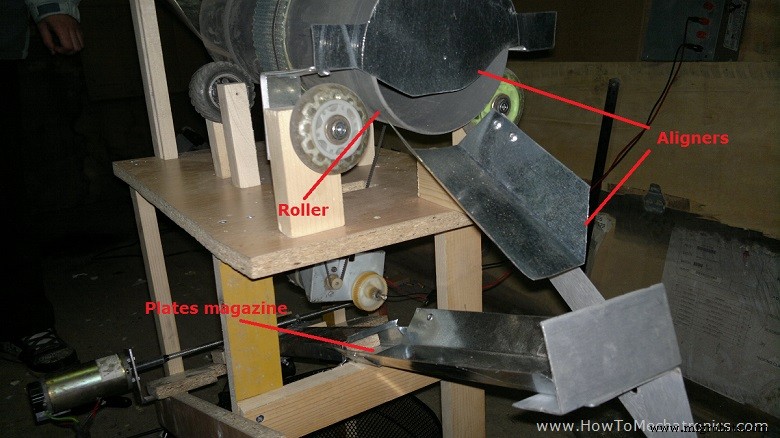
이 기계는 스코페의 기계공학부에서 학생 5명으로 구성된 팀이 건설 및 CAD 과목의 학생 프로젝트로 만든 것입니다.
두 종류의 판을 분류하는 기계입니다. 한 판에는 구멍이 있고 다른 판에는 구멍이 없습니다. 우리의 임무는 이 접시를 자동으로 분류하는 기계를 개발하는 것이었습니다. 우리는 이 솔루션을 내놓았고 실제로 25개의 다른 기계 중 1위를 차지했습니다.
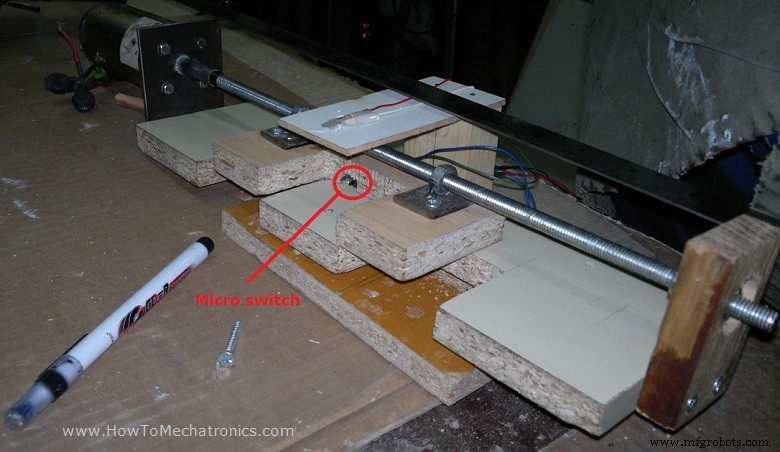
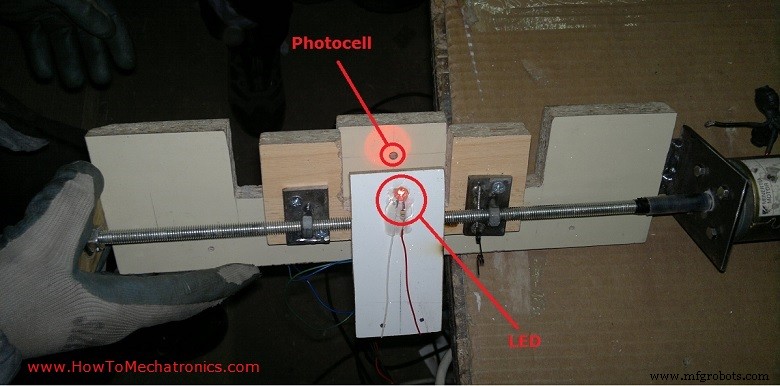
자동 분류기는 다음과 같이 작동합니다.

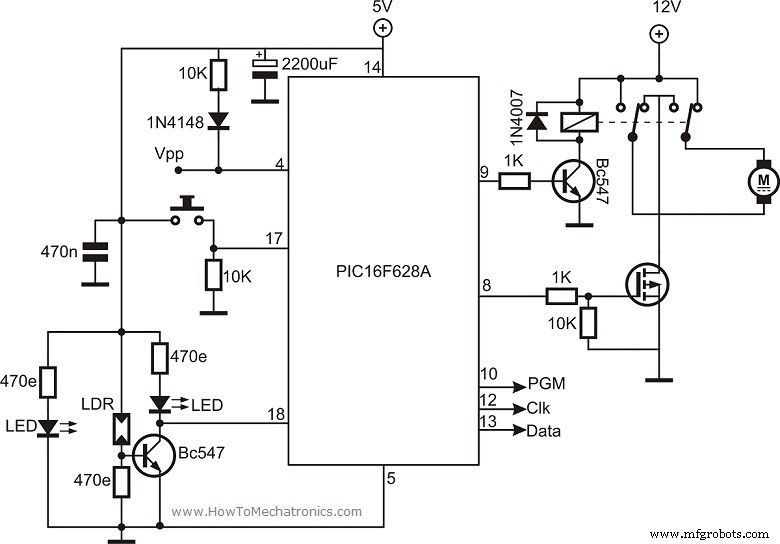
기계는 PIC16F628A 마이크로 컨트롤러를 사용하며 MikroElektronika를 사용하여 프로그래밍됩니다.
/********************************************************************************/
/* Mechatronic Design Team */
/* Proekt po Konstruiranje i CAD */
/* "Dizajn i razvoj na nov ured za razdeluvanje na dva tipa plocki" */
/* */
/* */
/* */
/* Mikrokontroler: PIC16F628A */
/* Oscilator: Interen na 4MHz */
/* */
/* Dekemvri, 2012, Skopje */
/********************************************************************************/
void left () {
RB2_bit = 1; //motorot pocnuva da se dvizi na levo
delay_ms (500); // motorot se dvizi do krajna leva polozba
delay_ms (500);
delay_ms (500);
delay_ms (500);
PORTB = 0x00; //koga ke stigne do krajnata leva polozba se gasi
delay_ms (200); //vreme za kocenje na motorot
RB3_bit = 1; //se aktivira relejot za promena na nasokata
delay_ms (20);
RB2_bit = 1; //motorot pocnuva da se dvizi desno
delay_ms (500); //sredna pozicija na motorot
delay_ms (500);
delay_ms (500);
delay_ms (500);
PORTB = 0x00; //motorot se gasi koga ke dojde do sredina
delay_ms (150); //vreme za kocenje na motorot
}
//////////////////////////////////////////////////////////////////////////////
void right () {
RB3_bit = 1; //Se uklucuva relejot za promena na nasoka na motorot
delay_ms (30);
RB2_bit = 1; //motorot pocnuva da se dvizi desno
delay_ms (500);
delay_ms (500);
delay_ms (500);
delay_ms (500); //motorot se dvizi do krajna desna polozba
PORTB = 0x00; //koga ke stigne do krajna desna polozba se gasi
delay_ms (200); //vreme za kocenje na motorot
RB2_bit = 1; //motorot pocnuva da se dvizi levo
delay_ms (500); //sredna pozicija na motorot
delay_ms (500);
delay_ms (500);
delay_ms (500); //sredna pozicija na motorot
PORTB = 0x00; //motorot se gasi koga ke dojde do sredina
delay_ms (150); //vreme za kocenje na motorot
}
//////////////////////////////////////////////////////////////////////////////
void main() { //pocetok na glavna programa
TRISB = 0x00; //PORTB Izlezi
TRISA = 0xff; //PORTA Vlezovi
CMCON = 0x07; //gasenje na komparatori
do {
delay_ms (50);
PORTB = 0x00;
if (PORTA.b0==1) { //dali ima kocka?
delay_ms (100);
if (PORTA.b1==0) { //dali ima otvor?
left (); } //ako ima otvor dvizi se levo
else (right ()); }} //ako nema dvizi se desno
while (1); }Code language: Arduino (arduino)제조공정
CNC 공작 기계의 생산성을 향상시키고 싶으십니까? 아니면 특정 구성 요소를 제조하는 데 필요한 시간과 노력을 줄이겠습니까? 자동 팔레트 교환기의 영향을 고려하십시오. 그리고 이것이 어떻게 게임을 크게 바꿀 수 있는지. 공작 기계 제조의 이러한 혁신이 작업 현장의 생산성을 크게 향상시키는 방법을 설명하기 전에 먼저 CNC 공작 기계에서 팔레트 교환기가 어떻게 작동하는지 살펴보겠습니다. CNC 공작 기계에서 팔레트 교환기가 작동하는 방식 팔레트는 부품 로딩/언로딩을 위한 가동 중지 시간을 줄이기 위해 기계에서 가공되지 않은 부
Mitsubishi Electric Automation(MEA)과 Absolute Machine Tools 간의 공동 프로젝트로 설계 및 제작되어 협동 로봇과 산업용 로봇 자동화 셀 사이의 격차를 메워주는 Mitsubishi LoadMate Plus 머신 텐딩 로봇 셀은 소형의 중장비 휴대용 로봇 셀입니다. 최대 1,388mm의 도달 거리로 최대 20kg의 페이로드를 처리할 수 있습니다. Absolute Machine Tools에 따르면 이 자동화된 로봇 머신 텐딩 셀은 MEA의 직접 로봇 제어 기능을 사용하여 CNC 기계에 한 번