

제조공정

산업 제조
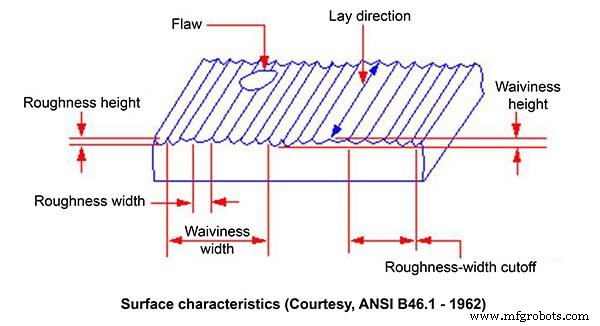
표면 마감은 표면의 레이, 표면 거칠기 및 물결 모양으로 정의되는 표면의 전체 질감을 측정합니다. 표면 마감은 일반적으로 표면 질감이라고 합니다. 기계공들은 흔히 표면 거칠기를 표면 마무리라고 하기 때문에 오해를 방지하기 위해 세 가지 기능을 모두 포함하고 있는 경우입니다.
이 그래픽은 Waviness, Lay 및 Roughness 사이의 연결에 대해 생각하는 방법을 보여줍니다.
R, W 및 P 프로파일은 완전한 기호와 함께 표준화된 표면 질감 특성의 세 가지 주요 범주입니다. R 프로파일 시리즈는 거칠기 매개변수와 관련이 있습니다. W 프로파일 시리즈는 파상도 매개변수와 관련이 있습니다. P 프로파일 시리즈는 구조적 매개변수와 관련이 있습니다. Ra 값은 전 세계적으로 가장 일반적으로 사용되는 값입니다.
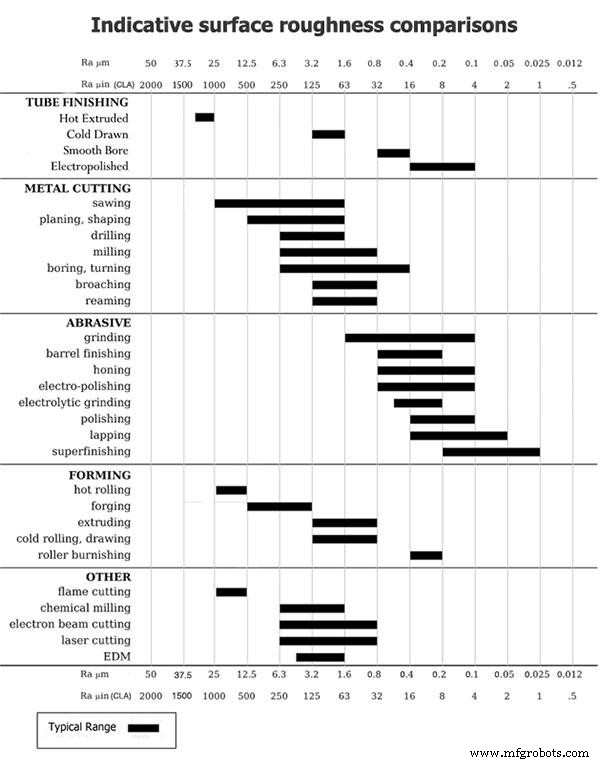
표면 마감은 이를 생산하는 데 사용된 제조 절차에 따라 크게 다릅니다. 예를 들어, 화염 절단 플레이트 가장자리는 지면과 상당히 다른 표면 품질을 갖습니다. 따라서 특정 마감이 필요한 제품을 생산하는 방법을 결정하는 첫 번째 단계는 필요한 표면 마감을 생산할 수 있는 방법을 선택하는 것입니다. 원하는 출력을 가장 비용 효율적으로 얻으려면 둘 이상의 프로세스를 계층화해야 할 수 있습니다.
다음은 여러 생산 공정의 상대적인 표면 거칠기를 보여주는 차트가 있는 표입니다.
사출 성형 표면 마감 지침
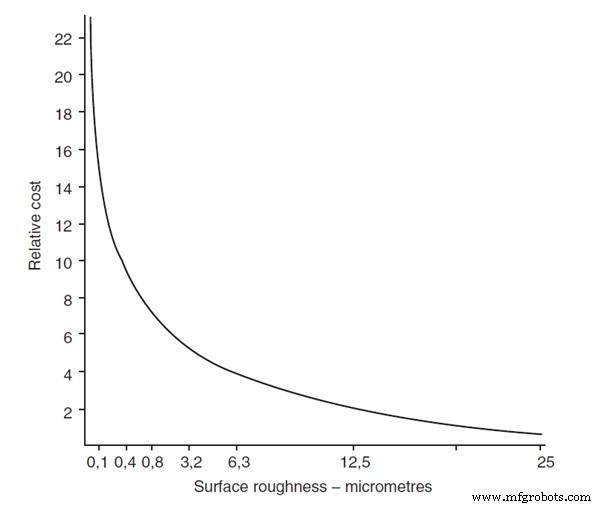
다음 그래프는 표면 거칠기와 이러한 마감 처리 비용 간의 대략적인 연관성을 보여줍니다.
| R a -μm – | 0.025 | 0.05 | 0.1 | 0.2 | 0.4 | 0.8 | 1.6 | 3.2 | 6.3 | 12.5 | 25 | 50 |
| R a – μ인치 | 1 | 2 | 4 | 8 | 16 | 32 | 63 | 125 | 250 | 500 | 1000 | 2000 |
| R t (R y ) -μm | 0,25 | 0,5 | 1 | 2 | 4 | 8 | 16 | 32 | ||||
| N 등급 | N1 | N2 | N3 | N4 | N5 | N6 | N7 | N8 | N9 | N10 | N11 | N12 |
Simmons, C. H., Phelps, N., &Maguire, D.E. (2012). 엔지니어링 도면 매뉴얼:영국 및 국제 표준에 대한 기술 제품 사양 및 문서 . 벌링턴:버터워스 하이네만.
제조공정
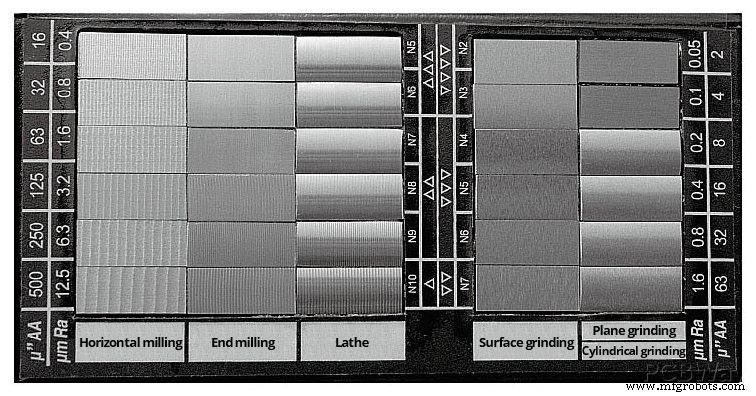
금속 표면 마감 특성에 대한 참조 도구 금속 표면 마감 차트는 Metal Cutting에서 때때로 품질 보증 프로세스의 일부로 내부적으로 사용하는 참조 자료입니다. (우리 웹사이트의 품질 약속 페이지에서 품질 측정에 대한 자세한 내용을 읽을 수 있습니다.) 일반적으로 이 차트는 다음과 같은 표준 표면 마감 측정과 관련된 지침을 제공합니다. 사용된 다양한 매개변수 다양한 가공 방법에 따른 일반적인 거칠기 마이크로인치(µin)와 같은 단위에서 미크론(또는 마이크로미터, µm)으로의 변환 표준 표면 마감이란 무엇입니까? 표면 마
금속 또는 플라스틱 가공은 부품 생산에서 큰 역할을 합니다. 대부분의 경우 가공된 표면 마감은 최종 용도에 적합하지만 부품 표면은 주조 또는 성형이 아닌 절단되기 때문에 때때로 미적 또는 기능적 목적을 위해 표준(가공된) 표면 마감을 수정해야 합니다. . 이를 위해서는 보다 정밀한 기계 가공이나 보조 공정의 사용이 필요할 수 있습니다. 표면 거칠기 측정 가장 널리 사용되는 표면 거칠기 척도는 Ra 또는 평균 표면 거칠기입니다. 마이크로인치 단위로 평균 표면 평면으로부터의 편차를 측정합니다. 예를 들어 주철 프라이팬의 거친 표면의