자기 온열 요법을 위한 전기방사 γ-Fe2O3/폴리우레탄 나노섬유의 현장 보조 전기장 정밀 증착
초록
초상자성 γ-Fe2로 장식된 폴리우레탄(PU) 나노섬유로 구성된 자성 섬유막을 제자리에서 정밀하게 제작하는 안면 전기방사 방법 O3 교류 자기장(AMF)에 반응하여 동시에 열이 발생하는 나노 입자가 보고되었습니다. 이 방법에서는 원뿔형 알루미늄 보조 전극을 사용하여 정전기장을 조절하고 전기방사된 γ-Fe2의 제자리 빠르고 정밀한 증착을 위한 전기방사 과정에 영향을 줍니다. O3 /PU 섬유. 보조 원추형 전극은 보조 전극이 없는 경우보다 전구체 용액의 제트 안정화 영역을 4배 더 연장할 수 있어 섬유 증착 영역의 정밀한 제어를 달성할 수 있습니다. 또한, 전기방사된 복합 섬유막은 AMF 하에서 70초 만에 실온에서 43°C로 급격한 온도 상승을 보여 보조 전극의 도움 없이 제작된 샘플에 비해 더 빠른 가열 속도와 더 높은 가열 온도를 나타냅니다. 현재의 결과는 보조 원추형 전극의 도움으로 제자리에서 정밀한 전기방사를 하는 것이 암 치료의 자기 온열 요법뿐만 아니라 자기 복합 섬유를 제조하기 위한 조작 방법으로서 잠재력이 있음을 보여줍니다.
<섹션 데이터-제목="배경">
배경
온열요법은 항암화학요법, 방사선요법 및 면역요법의 항종양 효과를 상승적으로 향상시킬 수 있기 때문에 다방면 전략에 사용할 수 있는 전통적인 종양 치료에 이은 또 다른 효과적인 치료법입니다[1,2,3]. 암 치료 수단으로 온열 요법을 사용하는 기전은 건강한 세포와 달리 암세포가 41~45°C 범위에 민감하다는 것입니다[4, 5]. 자기 표적화 및 분자 표적화와 같은 많은 표적화 전략이 수행되었지만 암 진단 및 치료를 위한 자성 나노입자의 적용은 열악한 방향으로 인해 여전히 제한적입니다[6, 7]. 자성입자를 체내에 직접 주입하면 세망내피계에 의해 빠르게 제거되고 종양 부위보다는 신장, 간, 비장 등의 특정 장기에 농축된다[8]. 또한 자성 나노 입자는 종양 조직에 국소적으로 주입되며 크기가 작기 때문에 종양 부위에서 누출되는 것을 선호합니다[9]. 이러한 모든 경우는 자성 나노입자의 온열 효능을 저하시킨다. 자기 나노 입자 온열 요법과 비교하여 산화철 나노 입자(INOP)를 암세포에 정확하고 국소적으로 전달하는 것이 자기 복합 섬유의 주요 장점이며 쉽게 접근할 수 있는 종양에 이상적인 온열 요법입니다.
많은 보고에서 복합 나노섬유막은 이전에 합성된 자성 나노입자의 분산액을 포함하는 고분자 용액으로부터 준비되었으며, 이는 온열치료에 사용되었다[10,11,12,13]. 그러나 그들 모두에는 몇 가지 명백한 단점이 있습니다. 예를 들어, 기존에 제조된 나노섬유는 종양 조직의 표면에 균질하고 연속적인 코팅을 발달시키기가 어려우며, 이는 끊어지기 쉽고 단단한 밀봉에 직접적으로 불리하여 복잡한 종양 조직의 부적절함을 초래합니다. . 결과적으로 종양 조직에 대한 원위치 정밀 전기방사는 자기 온열 요법 과정에서 복합 섬유막의 박리를 방지할 뿐만 아니라 종양 조직에 대한 균일한 가열 가능성을 높이는 좋은 전략이 될 수 있습니다. 피>
in situ 전기방사는 특정 종양 조직의 침착 범위를 정밀하게 제어해야 하며, 이는 특히 복강에서 심각한 조직 유착을 유발하는 것을 방지할 수 있습니다[14]. 많은 연구자들이 in situ 정밀 전기방사를 의학 분야에 적용할 수 있다고 보고하고 있다[15]. 최근 연구에서는 상처 부위에 초박형 고분자 섬유의 정확한 침착을 향상시키기 위해 기류 유도 제자리 전기방사 장치의 사용을 입증했습니다[16]. 그러나 기류 유도식 현장 전기방사 장치는 기존의 전기방사 장치와 비교하여 추가 공기 펌프, 추가 홈메이드 핸들 및 방사구 헤드 및 기타 기류 보조 장치를 추가해야 하며 공기 흐름 및 조정이 필요합니다. 장치의 작동을 복잡하게 만드는 속도와 전압 사이의 관계. 자기장 보조 전기방사는 또한 정렬된 전기방사 섬유를 준비하고 전기방사 섬유의 증착 범위를 제어하는 효과적인 방법입니다[17]. 충분한 자성 입자를 포함하는 고분자 고분자는 고분자 용액에 충분한 자화율을 유도할 수 있습니다. Yang et al. [18]은 MES(Magnetic Electrospinning)라는 방법을 사용하여 잘 정렬된 어레이와 다층 그리드를 제작하는 방법을 보고했습니다. MES에서는 고분자 용액을 자화시키기 위해 소량의 자성 나노입자를 첨가한다. 평행하게 배치된 두 개의 영구 자석에 의해 생성된 자기장은 전기방사 중에 가해지며 자기장은 간격을 가로질러 섬유를 늘려 평행 배열을 형성합니다. 그러나 자기장 보조 전기방사는 자성 섬유의 제조에만 사용할 수 있으며 비자성 섬유의 방사 공정에는 영향을 미치지 않습니다. 대조적으로, 자성 복합 섬유막을 달성하기 위해 제자리 정밀 전기방사에서 보조 전극을 사용하는 것이 더 간단하고 효과적이며 보편적인 방법입니다.
여기에서 우리는 γ-Fe2가 내장된 복합 섬유막의 제자리 정밀 증착을 개발했습니다. O3 자성 복합 섬유의 증착 방향과 정도를 조절하기 위해 방사 헤드 위치에 원추형 알루미늄 보조 전극을 추가하는 휴대용 정전 방사기에 의한 NP. 본 연구는 형태와 성능이 변할 수 있는 자성 복합 섬유막에 대한 보조 전극의 영향을 탐색하는 것을 목적으로 합니다. 기존의 접근 방식과 비교하여 이 기술은 복잡하고 불규칙한 종양 조직에 나노구조 섬유를 매우 빠르고 정확하게 증착하여 우수한 무결성을 가진 연속적이고 조밀하며 유연한 막을 형성할 수 있으며, 이는 종양 영역을 원하는 온도로 국부적으로 가열하는 강력한 소스 역할을 합니다. 주변의 건강한 조직을 과열시키지 않고 가능한 종양 성장을 방지하거나 화학 요법, 방사선 요법 및 면역 요법의 항 종양 효과를 향상시킵니다. 시험관 내 연구에서 전기방사된 γ-Fe2 O3 /PU 자성 섬유막은 우수한 자기 매개 온열 치료 효능을 가지고 있습니다. 또한, γ-Fe2의 열안정성 O3 /PU 복합 섬유막은 반복된 자기장 여기에서도 입증되었습니다.
방법/실험
자료
γ-Fe2 O3 나노입자(γ-Fe2 O3 NP, 10nm, 구, 99.5%, Shanghai Macklin Biochemical Co., Ltd. China), 고분자량 폴리에테르 등급 폴리우레탄 펠릿(PU, WHT-8170, Yantai Wanhua Polyurethanes Co., Ltd., 중국), 및 아니 ,N -디메틸포름아미드(DMF ≥ 99.5%, Pharm Chemical Reagent Co, Ltd., 중국)를 추가 순도 없이 받은 그대로 사용했습니다.
전기방사 γ-Fe2의 준비 O3 /PU 자기 나노섬유
γ-Fe2를 분산시키기 위해 O3 DMF의 NP, 0.54g 나노분말을 2.5g DMF에 첨가한 후 혼합물을 콘 병에서 4시간 동안 초음파에 노출시켰습니다. 1.8g PU 펠릿을 7.5g DMF 용매에 용해시키고 40°C에서 교반하여 순수한 폴리우레탄 용액을 제조했습니다. 그런 다음 PU 용액을 γ-Fe2 O3 NP를 분산시키고 집에서 만든 기계식 교반기로 30분 동안 격렬하게 교반했습니다. 마지막으로 용액 혼합물을 전기방사하기 전에 50°C에서 24시간 동안 초음파 처리하여 추가로 분산시켰다.
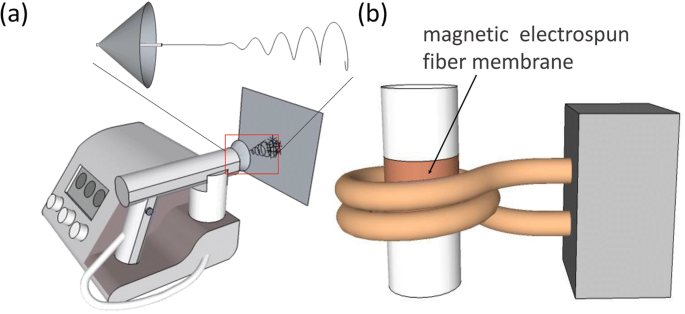
전기방사 공정에서 우리는 자성 섬유 제조를 달성하기 위해 휴대용 정전 방사기를 채택했습니다. 그림 1a와 같이 휴대용 정전방사기는 총 모양의 휴대용 방적기를 가지고 있다. 방사 헤드의 확대 이미지에서 볼 수 있듯이 방사구에 바닥에 직경 4cm의 원추형 보조 전극을 고정하여 섬유를 이상적인 두께로 빠르게 증착하기 위해 정전기장을 제어하고 조절할 수 있습니다. 이 전기방사 장치는 5mL 플라스틱 주사기(Becton Dichinson)를 사용했으며 내경 0.7mm의 바늘 끝이 부착되었습니다. 전기방사 전구체 용액을 주사기에 넣고 장치의 주사기 펌프로 압착했습니다. 전기방사는 10~ 15kV 범위의 인가 전압에서 10cm의 정점과 수집기 사이의 거리와 33μL/min의 일정한 공급 속도에서 수행되었습니다. 수집기는 알루미늄 호일, 피부 및 종양 조직의 표면일 수 있습니다. 정전기장력의 영향으로 시린지 펌프에 의해 압착된 전기방사 전구체 용액이 늘어나 공기 중에서 나노섬유로 절단되어 집전체 표면에 증착된다. 5, 10, 15, 20분의 서로 다른 방사 시간 후에 자성 섬유 멤브레인의 다른 두께가 얻어지고 γ-Fe2로 표시됩니다. O3 /PU-A5, γ-Fe2 O3 /PU-A10, γ-Fe2 O3 /PU-A15 및 γ-Fe2 O3 /PU-A20, 각각. 또한, γ-Fe2 O3 /PU 복합 섬유막도 동일한 전기방사 시간과 조건에서 제조되었지만 전기방사 동안 보조 전극이 없었으며 γ-Fe2로 표시되었습니다. O3 /PU-5, γ-Fe2 O3 /PU-10, γ-Fe2 O3 /PU-15 및 γ-Fe2 O3 /PU-20, 각각. 모든 절차는 국립보건원(National Institutes of Health)의 실험실 동물 사용 지침과 대학의 총장 동물 연구 위원회의 승인에 따라 수행되었습니다.
<그림>
아 휴대용 정전방사기 및 보조전극의 개략도. ㄴ 온도 기록을 위한 필드 생성기, 코일 및 데이터 수집 시스템의 개략도
특성화
γ-Fe2의 표면 형태 구조 및 직경 O3 /PU 복합 나노섬유막은 주사전자현미경(SEM, TM-1000, Hitachi)으로 측정하였다. 투과전자현미경(TEM, JEM-200EX)을 이용하여 자성입자의 크기와 분포를 특성화하였다. X선 분말 회절(XRD, RINT2000 광각 각도계) 분석은 Rigaku X선 회절계를 사용하여 수행되었습니다. FTIR(Fourier Transformer Infrared) 분광계(Thermo Scientific Nicolet iN10)를 사용하여 나노섬유 멤브레인의 화학 조성 및 분자 구조를 결정했습니다. 구성 멤브레인의 열중량 분석(TGA)은 질소 흐름의 보호 하에 30~600°C에서 10°C/min의 가열 속도로 수행되었습니다. γ-Fe2의 자기적 특성 O3 /PU는 - 15,000에서 15,000 Oe까지 진동 샘플 자력계(VSM, Quantum Design Corporation)로 측정되었습니다.
자기 가열 실험
가열 처리를 유도하는 데 사용되는 여기 AMF는 정격 전력이 3kW이고 수냉식 유도 코일이 구리로 만들어진 교류 자기장 발생기(SP-04AC Shenzhen Shuangping Power Technology Co., Ltd.)에 의해 생성되었습니다. 2-튜닝 코일 및 30mm의 내경(그림 1b). AMF 발생기의 최대 자기장 세기와 자기장 주파수는 각각 12.5Oe와 153kHz였다. 원통형의 섬유막은 구리 코일의 중앙에 위치하였다[19, 20]. 섬유막의 발열 특성을 측정하기 위해 적외선 온도 검출기를 섬유막 위에 고정하고 나노섬유 필름의 온도 변화를 실시간으로 기록하였다.
결과 및 토론
In Situ Electrospinning을 통한 정확한 증착
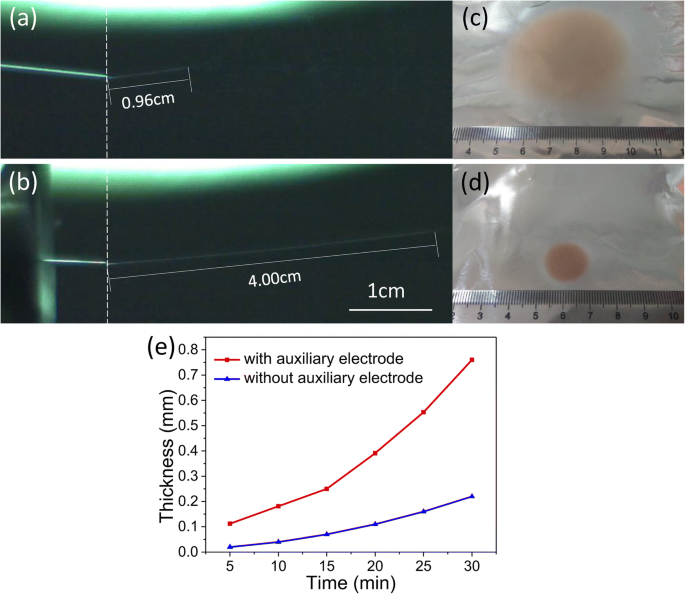
보조전극이 있는 전기방사와 없는 전기방사의 증착 범위를 비교하였다. 그림 2와 같이 동일한 외부조건(온도, 전압, 거리, 습도, 방사속도, 방사전구액, 방사침 직경 등)하에서 보조전극을 이용하여 제조한 섬유막의 증착범위(직경 1.8 cm) 보조 전극을 사용하지 않은 전기방사 섬유(직경 4.6 cm)보다 현저히 작았습니다. 전통적인 전기방사 공정에서, 방사 전구체 유체는 공기 중에서 마이크로/나노 스케일 섬유로 분할, 채찍 및 늘어나며 최종적으로 수집기에 침착되어 부직포 멤브레인을 형성합니다[21]. 그러나, 방사 제트의 불안정한 영역에서 제트의 원뿔형 공간 분포는 섬유의 증착 범위를 증가시키고 섬유 증착의 정확도를 감소시킨다. 보조전극으로 수정하면 방사 전구체 제트의 쪼개짐과 휘핑이 억제되고 제트 안정화 영역의 범위가 커지고 매우 좁은 차선에서 변동합니다. 도 2a, b에 도시된 바와 같이 보조전극의 도움 없이 전구체 용액의 제트 안정화 영역은 0.96cm였다. 그리고 보조 전극의 도움으로 전구체 용액의 제트 안정화 영역이 4cm 확장되어 보조 전극이 없는 경우보다 4배 더 길었습니다. 동일한 방사 거리에서 안정화 영역의 확장은 방사 증착 범위를 줄이고 제자리에서 정밀한 방사를 달성하는 데 도움이 됩니다. 도 2c, d에 도시된 바와 같이, 보조 전극 없이 및 보조 전극의 도움으로 제조된 복합 섬유막의 증착 범위는 직경이 각각 4.6 및 1.8 cm인 원형 영역이다. 결과는 보조 전극이 전기방사 공정에서 증착 범위를 효과적으로 줄일 수 있음을 보여줍니다. 그림 2e는 시간에 따른 전기방사 섬유막의 두께 경향을 보여줍니다. 보조전극의 도움으로 빠른 전기방사를 할 수 있으며, 30분 후에 증착된 복합막의 두께는 다른 전기방사 방법에 비해 약 4배 정도 두꺼워진다. 보조전극을 매개로 하여 전기방사 제트가 보다 정밀한 증착 범위를 가지며, 짧은 시간에 일정한 두께의 섬유막을 형성할 수 있음은 자명하며, 이는 현장 정밀방사를 수행하고 다음 자기 온열 요법 실험에서 급속 전기방사.
<그림>
안정 영역 a에서 전기방사 제트의 고속 카메라 사진 및 b 없이 보조 전극으로. 제자리에 증착된 전기방사 섬유막 c의 광학 사진 없이 및 d 보조 전극으로. 이 전기방사 섬유막의 현장 준비를 위한 시간 의존적 증착 두께 곡선
형태, 구조 및 자기적 특성
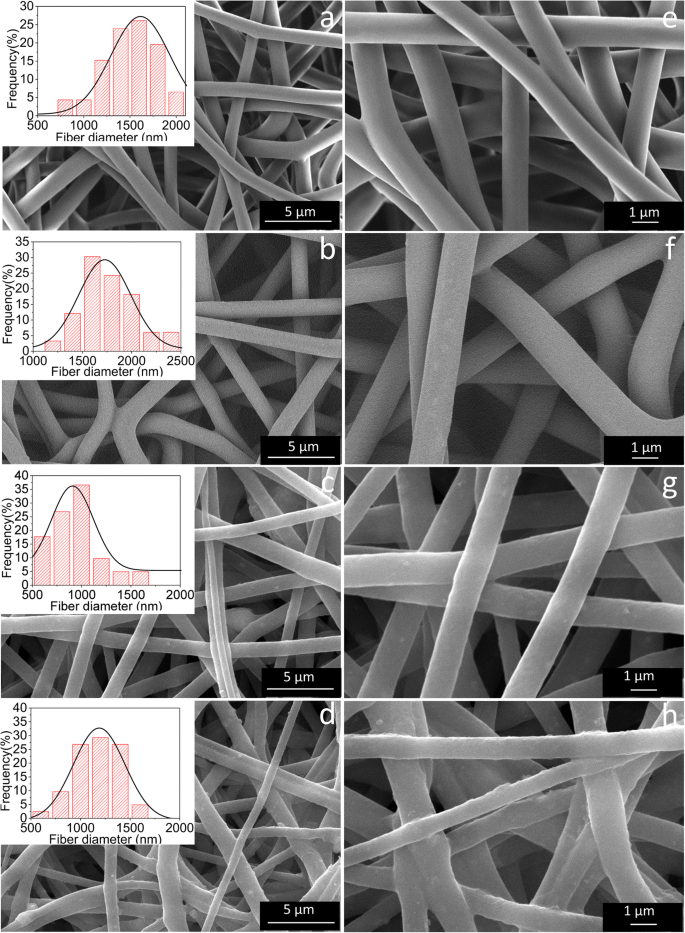
보조 전극 유무에 관계없이 제조된 PU 섬유막과 복합막의 SEM 이미지는 그림 3에 나와 있습니다. 보조 전극이 있거나 없이 준비된 다공성 및 무작위 정렬 배향은 서로 맞물리는 섬유의 비교적 비드가 없고 매끄러운 매트릭스입니다. SEM 이미지의 왼쪽 상단 모서리에 삽입된 통계 분석에 따르면 두 가지 다른 방식으로 제조된 PU 섬유막의 직경 범위는 각각 700–1900 nm 및 1100–2300 nm이고 평균 섬유 직경은 각각 약 1390 및 1670nm입니다. 분명히 보조전극으로 제조된 PU 섬유막의 섬유직경은 다른 섬유막에 비해 약간 두꺼운데, 이는 보조전극에 의한 정전기장의 제한에 기인할 수 있다. 보조 전극의 추가는 전기장을 제한하고 방사 섬유의 휘핑 및 신장을 추가로 제한하여 방사 섬유가 보조 전극이 추가되지 않은 방식으로 제조된 섬유보다 상대적으로 두껍도록 합니다. 도 3c, g, d, h에 나타낸 바와 같이, γ-Fe2의 첨가 O3 NP는 섬유의 표면 형태와 직경을 약간 변경하지만 PU와 비교하여 복합 섬유막의 기하학적 구조와 다공성 구조는 변경하지 않습니다. γ-Fe2 통합 후 O3 NPs, 섬유 직경은 850nm로 감소했고 섬유 표면은 γ-Fe2의 분산으로 인해 증가된 거칠기를 나타냈습니다. O3 표면 대 부피 비율이 높기 때문에 PU 섬유 내부/위의 NP [22]. 그러나 보조전극을 사용하여 제작된 복합섬유막은 평활도가 떨어진다(Fig. 3d). 따라서 자성 입자의 영향 외에도 전기방사 과정에서 보조전극을 첨가하면 섬유의 휘핑이 억제되고 용매 휘발이 불완전하여 섬유 표면이 거칠어진다. γ-Fe2 첨가 후 O3 나노입자는 나노섬유의 미세한 형태 변화 외에도 복합 나노섬유막의 색상도 흰색에서 연한 갈색으로 변했으며 여러 번 세척한 후에도 색상이 변하지 않았습니다.
<그림>
준비된 순수 PU 섬유막의 SEM 이미지 a , e 및 b 없이 , f 보조 전극을 사용하여. γ-Fe2 O3 /PU 복합 섬유막 제조 c , 지 없이 및 d , h 보조 전극 사용(삽입은 전기방사 섬유막의 직경 분포를 나타냄)
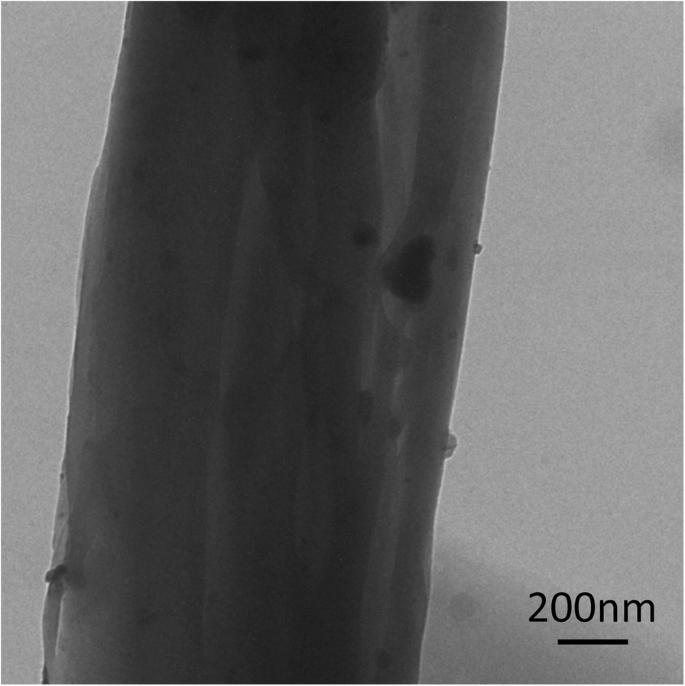
γ-Fe2의 분산을 추가로 특성화하기 위해 O3 자성막에 통합된 나노입자를 이용하여 복합섬유막의 TEM 이미지를 자세히 분석하였다. 그림 4에서 볼 수 있듯이 γ-Fe2 O3 NP는 잘 분산되어 있고 대부분이 나노섬유 내부에 단단히 캡슐화되어 있어 자기 온열 요법의 기질 재료로 사용할 때 누출 및 이동 가능성을 방지합니다. γ-Fe2 O3 NP는 섬유에서 분산이 잘 되고 뭉침이 없어 보조 전극이 자성 입자의 균일한 분포를 방해하지 않습니다.
<그림>
γ-Fe2의 TEM 이미지 O3 보조전극을 이용하여 제조한 /PU 복합섬유막
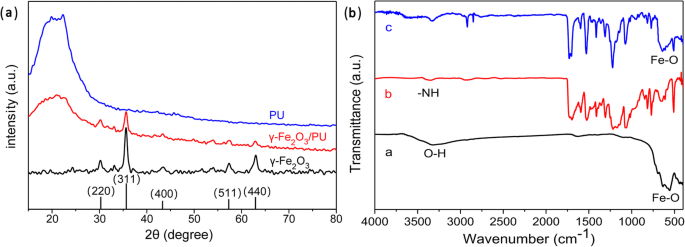
그림 5A는 순수한 PU 섬유막인 γ-Fe2의 XRD 패턴을 보여줍니다. O3 자성 나노입자 및 전기방사 γ-Fe2 O3 /PU 복합 섬유막. 전기방사된 γ-Fe2의 XRD 스펙트럼이 O3 /PU 복합 나노섬유 멤브레인과 순수한 PU 섬유 멤브레인은 하나의 넓은 피크를 표시하여 저결정성 재료의 전형적인 기호를 나타냅니다. 이 결과는 제조된 PU 섬유막이 낮은 결정성을 가지고 있음을 증명한다. 그러나 복합막의 일부 새로운 피크의 위치와 상대 강도는 (220), (311), (400), (511) 및 (440)에 해당하는 표준 회절 카드 JCPDS 39-1346과 잘 일치합니다. ) γ-Fe2의 특징적인 피크 O3 자성 나노 입자. γ-Fe2와 비교 O3 NPs, 복합 섬유막의 회절 피크 강도의 현저한 감소는 γ-Fe2 사이의 물리적 결합에 기인할 수 있습니다. O3 화학 반응이 없는 NP 및 PU 섬유막.
<그림>
아 PU 나노섬유, γ-Fe2의 XRD 패턴 O3 /PU 복합 섬유막 및 γ-Fe2 O3 NP. ㄴ (a의 FTIR 스펙트럼 ) γ-Fe2 O3 NP, (b ) PU 전기방사 섬유막, 및 (c ) 자성 복합 섬유막
복합 섬유막의 분자 구조를 결정하기 위해 샘플의 FTIR(푸리에 변환 적외선) 스펙트럼을 400–4000cm
-1
스펙트럼 범위에서 분석했습니다. (그림 5B). 주요 밴드 할당은 표 1에 나열되어 있습니다. 그림 5B의 곡선 a는 약 3347cm
-1
에서 관찰된 약하고 넓은 흡수 피크를 나타냅니다. , H2의 O-H 신축 진동에 해당 O γ-Fe2의 수분 흡수로 인한 O3 NP. 또한 557cm의 강한 밴드
−1
Fe-O 결합의 진동 주파수에 할당될 수 있습니다. 그림 5B의 곡선 b에서 볼 수 있듯이 3328cm
-1
에서 전기방사된 PU 멤브레인의 강한 흡수 밴드 N-H 스트레칭에 기인할 수 있습니다. 2919cm의 밴드
−1
PU에서 C-H 결합의 신축 진동에 할당됩니다. 1704, 1729, 1529, 1073, 771cm의 밴드
−1
C-H 비대칭 굴곡 진동,>C=H 신축 진동, 아미드 II 밴드, C-O 신축 및 CH2에서 발생 각각 [23,24,25] 흔들립니다. 한편, 이에 비해 Fig. 5B의 곡선 c는 γ-Fe2일 때 O3 NP가 매립되었고 복합 섬유막의 FTIR 스펙트럼에서 뚜렷한 변화가 관찰되지 않았습니다. 예를 들어 Fe-O 결합의 특징적인 피크는 557cm
−1
에서도 나타납니다. 스펙트럼의 명백한 이동 없이. 그러나 1073cm
−1
에서 약간의 이동이 관찰되었습니다. 복합 섬유막에서 PU와 γ-Fe2 사이의 수소 결합 증가를 의미 O3 NP[26].
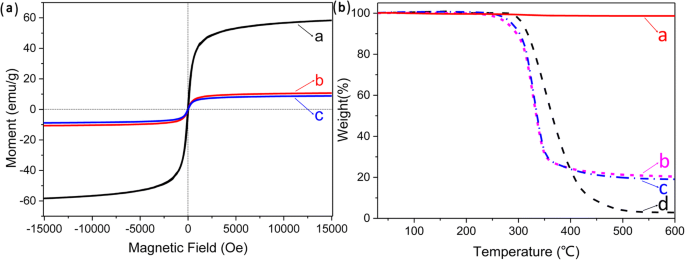
γ-Fe2의 자화 곡선 O3 300K에서 VSM으로 측정했을 때 보조 전극이 있거나 없는 NP 및 복합 섬유막은 모두 15,000Oe에서 각각 58.3, 10.7 및 10.0emu/g의 자화 값과 뚜렷한 히스테리시스 루프가 없는 전형적인 초상자성 거동을 나타냈습니다. , 모든 샘플이 초상자성을 가지고 있음을 보여줍니다(그림 6A)[5, 27]. γ-Fe2와 비교하여 두 종류의 복합 섬유막의 자화 값의 명백한 감소 O3 15,000 Oe에서 NP는 복합 섬유막에서 자성 나노 입자를 포함하는 비자성 PU의 존재와 자성 나노 입자의 불균일한 분포에 기인할 수 있습니다[28, 29]. 그러나 서로 다른 전극을 사용하여 제조한 두 종류의 복합 섬유막의 자화 값은 γ-Fe2의 도핑 비율에 의해 계산된 이론값과 편차를 보입니다. O3 NP. γ-Fe2의 양 O3 복합 섬유막에 통합된 NP는 다음 방정식을 사용하여 추정할 수 있습니다.
아 (a의 필드 종속 자화 곡선 ) γ-Fe2 O3 NP 및 γ-Fe2 O3 /PU 복합 섬유막 제조(b ) 및 (c 포함 ) 상온에서 보조 전극을 사용하지 않습니다. ㄴ (a의 열중량 곡선 ) γ-Fe2 O3 NP, γ-Fe2 O3 /PU 복합 섬유막 제조(b ) 및 (c 포함 ) 보조 전극을 사용하지 않고 (d ) 순수 PU 전기방사 섬유막
여기서 Ma, Mb는 순수 γ-Fe2의 자화 값입니다. O3 각각 15,000 Oe에서 나노입자 및 복합 나노섬유막. 식에 따르면 (1) 실제 도핑 비율은 보조 전극 유무에 관계없이 제조된 복합막에서 약 18.3% 및 17.1%이다. 복합 섬유막에서 PU와 자성 나노 입자의 분포의 영향 외에도 γ-Fe2의 침전 O3 전기방사 과정에서 나노입자는 자화값에 중요한 역할을 한다. γ-Fe2의 정확한 도핑 비율 측정 O3 NP는 열중량 분석(TGA)을 통해 추가로 수행할 수 있습니다.
γ-Fe2의 중량비를 확인하기 위해 O3 복합 섬유막의 NP와 열적 안정성, TGA를 수행했습니다(그림 6B). 그림 6B의 곡선 a에서 알 수 있듯이 γ-Fe2의 질량 O3 NP는 온도가 증가해도 크게 감소하지 않습니다. 복합 섬유막의 초기 열분해 온도(~ 260 °C)는 순수 PU 섬유막(~ 305 °C)보다 낮으며, 이는 자기 열처리를 위한 복합 섬유막의 요구되는 열 안정성을 완전히 충족시킵니다. (그림 6B의 곡선 b, c, d). 그런 다음 305~425°C의 온도 범위에서 PU 섬유질 막은 꾸준한 분해를 나타냅니다(그림 6B에서 곡선). 온도가 최대 500°C에 도달하면 복합 섬유막과 비교하여 PU 섬유막의 잔류 중량이 명확하게 없습니다. 복합 섬유막의 잔류 분율로부터 γ-Fe2 O3 복합막에 도핑된 NP는 19.1wt%와 20.4wt%로 VSM 추정 결과에 해당한다. 보조전극 유무에 따른 복합섬유막의 잔류중량비를 비교하면, 보조전극의 첨가는 복합섬유막 내 자성입자의 도핑량에 영향을 미치지 않음을 알 수 있다. 임베디드 γ-Fe2의 이 작은 편차 O3 NP는 전기방사 과정에 기인할 수 있습니다.
체외 온열요법 측정
자성 나노 입자 온열 요법은 초상자성 γ-Fe2의 능력을 활용합니다. O3 고주파 AMF의 작용으로 열을 생성하는 NP[30]. γ-Fe2의 손실 메커니즘 O3 AMF 아래의 NP는 γ-Fe2 O3 NP는 분산되거나 응집됩니다. 응집된 γ-Fe2의 발열체이지만 O3 NP는 히스테리시스 손실과 분자간 상호작용에 의해 결정됩니다. [31], 분산된 γ-Fe2 O3 NP는 Brown과 Néel의 이완에 의해 주어진다[32]. 그리고 γ-Fe2 O3 NP는 섬유 내부에 통합 및 고정되어 있으므로 γ-Fe2의 자유로운 회전 O3 NP는 제외될 수 있으며 브라운 이완은 AMF에서 발생하는 자기 가열에 기여하지 않습니다. 내장된 자기 나노 입자의 경우 히스테리시스 손실과 Neel 이완만이 자기 역전 손실 가열에 중요한 영향을 미칩니다. γ-Fe2의 실제 AMF 의존 발열 특성 O3 고분자 섬유에 도핑된 나노입자는 혼합상의 복잡한 자기 상호작용과 복합 섬유막의 구조, 국부적 응집 및 γ-Fe2의 부분적 분산으로 인해 추정하기 쉽지 않습니다. O3 NP[33]. 따라서 분산 및 응집된 γ-Fe2의 혼합 구조의 실제 AMF 의존 발열 특성 O3 섬유 매트의 NP는 실험적 열 거동으로 적절하게 평가할 수 있습니다. 따라서 복합 섬유막을 AMF에 노출시켜 자기 변환 효과를 수행하였다. 그림 7은 순수 PU 섬유막과 다양한 자성 복합 섬유의 시간에 따른 가열 곡선을 보여줍니다. 그림 7a에서 볼 수 있듯이 온도 증가는 γ-Fe2의 경우 10.5 ± 0.4, 16.2 ± 0.3, 19.1 ± 0.5, 24.4 ± 0.3 °C였습니다. O3 /PU-A5, γ-Fe2 O3 /PU-A10, γ-Fe2 O3 /PU-A15 및 γ-Fe2 O3 /PU-A20 복합 섬유막, 각각. 그리고 도 7b에서 보조전극을 첨가하지 않고 제조된 복합막에 대응하여 γ-Fe O3 /PU-5, γ-Fe2 O3 /PU-10, γ-Fe2 O3 /PU-15 및 γ-Fe2 O3 /PU-20 복합막, 각각. 모든 자성 복합 섬유의 가열 온도는 시간이 지남에 따라 급격히 증가하는 것으로 관찰되었으며, 최종적으로는 검사 기간 말에 균형에 도달하여 기본적으로 균형을 유지하는 것으로 나타났다. 또한, 자성 복합 섬유막의 제조 시간이 증가함에 따라 두 가지 방법으로 제조된 복합 섬유막 모두에서 가열 속도 및 가열 온도의 점진적인 증가가 나타났으며, 여기서 γ-Fe2 O3 NP는 XRD 회절 및 형태학적 분석에 의해 확인되었다. 그러나 같은 준비시간에 보조전극을 이용하여 준비한 복합섬유막의 가열속도는 다른 쪽보다 더 빨랐고 안정온도도 높았다. 예를 들어, 보조전극을 이용하여 15분간 전기방사하여 얻은 복합섬유막의 가열속도는 0.42°C/s이고 평형온도는 44.3°C이다. Moreover, if a fiber membrane having the same heating capacity is desired, a spinning time of 20 min is required with the aid of an auxiliary electrode, which means that the addition of the auxiliary electrode can remarkably improve the spinning efficiency and make full use of the spinning precursor. The results thus clearly indicate that the heating rate and the upper limit of the temperature rise are both remarkably improved compared to the composite membranes obtained without the aid of the auxiliary electrode. In contrast, the pure PU nanofibrous membranes showed slight temperature change under the identical conditions, which could be assigned to the influence of measurement error and the ambient temperature.
Temperature (T)-time (t) profiles for the electrospun fiber membranes prepared by in situ electrospinning a with and b without the use of an auxiliary electrode for 5, 10, 15, and 20 min upon the application of AMF
In the case of cancer therapy, the high- and low-temperature cycle of hyperthermia treatment is preferred along with other hyperthermia modes due to the chance of tumor metastasis, which means it is necessary for composite fibrous membranes to possess a uniform cyclic profile with a constant temperature rise during the heating process [34]. To test the heat stability of γ-Fe2 O3 /PU composite fibrous membranes, γ-Fe2 O3 /PU-A15 membranes were exposed to AMF for different cycles. As shown in Fig. 8, no obvious change in the elevated temperature profiles was observed during the three cycles of AMF effect, which indicated that the γ-Fe2 O3 /PU composite fibrous membranes could efficiently and rapidly convert AMF energy into thermal energy. More importantly, significant superiority of the composite fibrous membranes for cancer hyperthermia treatment was their capability for repeatable heating without damaging the heating efficiency.
Cyclic heating profile of the electrospun fiber membranes prepared by in situ electrospinning
As mentioned above, the portable electrospinning device with the aid of an auxiliary electrode can quickly and precisely deposit the electrospun fiber membrane on the collecting pole in situ, which is in favor of the close contact between the prepared electrospun fiber membrane and the affected area, and improves the heating efficiency of the magnetocaloric therapy. Moreover, the thermotherapy fibers containing chemotherapeutic drugs can also be prepared in situ on the tumor tissue, which is beneficial to the synergistic effect of the drug and hyperthermia. As shown in Fig. 9, the electrospun fiber membrane can be prepared in situ on the surface of a hand. As can be found in Fig. 9a, a thin PU composite fibrous membrane is formed on the surface of the hand by a portable electrostatic spinner without an auxiliary electrode. Figure 9b shows that a tightly bonded, precisely deposited magnetic fibrous membrane is fabricated on the scar of the hand, which just like a second layer of skin due to the electrostatic attraction force. The mark has been completely covered by the magnetic fibrous membrane, while other skin tissue is not affected, which means a good versatility of the in situ preparation of magnetic fiber membranes under the assist of an auxiliary electrode.
Schematic of in situ electrospun magnetic fibrous membrane on the surface of hand a without an auxiliary electrode and b with an auxiliary electrode
결론
In summary, a magnetic composite nanofiber membrane was fabricated in situ using a portable electrospinning device with the aid of an auxiliary electrode. In the electrospinning process, the addition of the auxiliary electrode prolongs the stable area of the electrospinning and reduces the fiber whipping, thereby reducing the deposition range of the fiber and accelerating the fiber deposition rate. For electrospinning techniques, the application of conical auxiliary electrodes to precisely control the deposition area is suitable for most electrospinning materials. Moreover, the microstructure (diameter, surface morphology) of the electrospinning fiber is not significantly affected. The in situ prepared magnetic composite nanofibrous membranes can convert the AMF energy to the thermal energy to elevate temperature efficiently. With the aid of the auxiliary electrode, the composite fibrous membrane prepared by in situ electrospinning showed efficient heating ability upon the application of AMF, and well-maintained cyclic heating performance under the presence of AMF. These results indicate that the magnetic composite fibrous membrane prepared in situ by the auxiliary electrode is an excellent candidate for the magnetic hyperthermia of cancer therapy.