AlN 두께가 다른 n-GaN 위에 AlN을 증착한 원자층의 계면 및 전기적 특성을 조사하였다. 커패시턴스-전압(C –V ) 특성에서, 7.4nm 두께의 AlN을 가진 샘플이 가장 높은 계면과 산화물 트랩 밀도를 보였다. AlN 두께가 0.7nm일 때 X선 광전자 분광법(XPS) 스펙트럼은 명확한 AlN 피크와 함께 Al-O 결합과 관련된 지배적인 피크를 보여주었습니다. GaN 표면 근처에 남아 있는 산소 원자의 양은 AlN이 두꺼울수록 감소하는 것으로 나타났습니다. 그러나 많은 산소 원자가 AlN 층 전체에 존재하여 산소 관련 결함을 제공하여 결국 계면 상태 밀도를 증가시켰습니다. 열이온 방출(TE) 모델의 장벽 불균일성은 7.4nm 두께의 AlN이 있는 시료에 대한 순방향 바이어스 전류를 설명하는 데 적합했지만 0.7nm 두께의 AlN이 있는 시료에는 적합하지 않았습니다. 0.7nm 및 7.4nm 두께의 AlN이 있는 두 샘플의 역 누설 전류는 Poole-Frenkel 방출보다 Fowler-Nordheim(FN)을 사용하여 더 잘 설명되었습니다.
<섹션 데이터-제목="배경">
배경
큰 밴드갭, 높은 전자 포화 속도 및 높은 항복 필드 때문에 III-질화물 물질은 청색 발광 다이오드(LED), 레이저 다이오드(LD) 및 UV 검출기와 같은 광전자 장치뿐만 아니라 고 전자 이동도 트랜지스터(HEMT) 및 전력 장치와 같은 전자 장치[1,2,3,4]. 고성능 GaN 기반 장치를 구현하려면 페르미 준위를 고정하여 금속 일함수에 따라 장벽 높이를 조절하는 전자 트랩 또는 제한으로 작용할 수 있는 최소 인터페이스 상태 밀도를 가진 금속/GaN 인터페이스가 필요합니다[5, 6]. 다른 GaN 기반 장치 개선 기술의 경우 GaN 나노 컬럼의 유착 과잉 성장, 비극성 m -평면 GaN, 나노임프린트 GaN 템플릿 및 반극성 면 GaN 나노로드도 입증되었습니다[7,8,9,10,11]. III-질화물 화합물 반도체 중에서 AlN(AlN)은 높은 밴드갭(~ 6.2 eV), 높은 열전도도, 높은 전기 저항 및 낮은 팽창으로 인해 UV 검출기, 단파장 이미터 및 검출기에 적용될 수 있습니다. 고온에서 [12, 13]. 또한, AlN은 원자층 증착(ALD)(~ 300°C)에 의해 CMOS(Complementary Metal-Oxide-Semiconductor) 호환 공정에서 증착될 수 있으며, 이는 큰 장점입니다. 다결정 및 비정질 ALD 성장 AlN 필름은 마이크로 전자 장치의 유전체 층으로 사용할 수 있습니다[14]. AlN 성장 기술의 발전에도 불구하고 ALD 성장 AlN은 여전히 많은 양의 산소 관련 불순물을 포함하는 비화학량론적 특성을 나타냅니다[15]. AlN의 산소 원자의 양은 AlN의 전기적 및 광학적 특성에 강한 영향을 미칠 수 있습니다[16].
하이-k Al2와 같은 유전체 산화물 O3 및 HfO2 AlGaN/GaN 고 전자 이동도 트랜지스터(HEMT) [17, 18]에서 패시베이션 층으로 사용되었습니다. 그러나 Al2에서 Ga-O 결합의 형성 O3 /(Al)GaN 인터페이스는 고밀도(그리고 느린) 인터페이스 상태를 생성하는 것으로 알려져 있습니다[19]. 낮은 인터페이스 상태를 갖는 대체 패시베이션 재료로서 AlN은 GaN에 대한 격자 불일치가 더 작기 때문에 GaN 기반 장치에 대해 고려되어 왔습니다[20, 21]. 또한, 매우 얇은 산화물 층을 삽입하여 금속/반도체(MS) 접촉의 장벽 높이와 같은 전기적 특성의 변조가 GaN에서 보고되었습니다[22, 23]. Pt/HfO2의 장벽 높이 증가 5nm 두께의 HfO2를 사용하는 /GaN 금속 절연체 반도체(MIS) 다이오드 층이 보고되었다[22]. Fe/GaN 인터페이스에 3nm MgO 층을 삽입하면 효과적인 장벽 높이가 0.4eV로 감소하는 것으로 나타났습니다[23]. 그러나 아직까지는 GaN에서 ALD 성장 AlN과의 공학적 접촉 특성에 대해 보고하는 논문 수가 제한적입니다. 본 연구에서는 n-GaN 위에 ALD를 이용하여 두께를 달리하여 AlN 층을 증착하고 AlN/n-GaN 계면의 특성을 조사하였다.
방법
재료 및 장치 제작
수소화물 기상 에피택시(HVPE) 성장, 도핑되지 않음, c -평면(0001) 벌크 GaN(두께 300μm, 캐리어 농도 5 × 10
14
cm
−3
, 스레딩 전위 밀도 1.5 × 10
7
cm
−2
) Lumilog에서 구입한 것을 이 작업에 사용했습니다. 웨이퍼를 작은 조각으로 절단한 후 HCl:H2에서 세척 공정 후 일부를 ALD 챔버에 로드했습니다. O(1:1) 솔루션. 그런 다음 온도를 350°C까지 올려 AlN 층을 증착했습니다. AlN 박막은 TMA(trimethylaluminum)와 NH3를 이용하여 Thermal ALD 시스템(제조사:CN-1, 모델:Atomic Classic)으로 증착 선구자로. ALD 사이클 수를 변경하여 3개의 다른 두꺼운 AlN 층(0.7, 1.5 및 7.4nm)을 준비했습니다. AlN막의 두께는 FS-1 다중파장 엘립소미터(제조사:미국 Film Sense, 모델:FS-1)를 이용하여 측정하였다. 필름의 전기적 특성을 조사하기 위해 Pt Schottky 전극(직경 500μm, 두께 50nm)과 Al 후면 접점(두께 100nm)을 사용하여 MIS 다이오드를 제작했습니다. 참고로 Pt/n-GaN 쇼트키 다이오드(즉, AlN 층이 없는)도 제작되었습니다.
특성화
온도 종속 전류-전압(I –V –티 ) 온도 컨트롤러와 연결된 핫척에 샘플을 놓고 정전 용량-전압(C –V ) 측정은 HP 4284A LCR 미터를 사용하여 수행되었습니다. X선 광전자 분광법(XPS) 측정은 단색 Al Κα를 사용하여 수행되었습니다. AlN/GaN 인터페이스에서 형성 메커니즘을 관찰하기 위한 X선 소스.
결과 및 토론
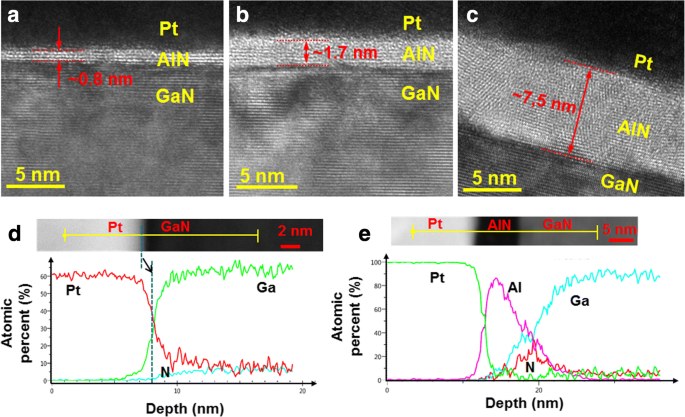
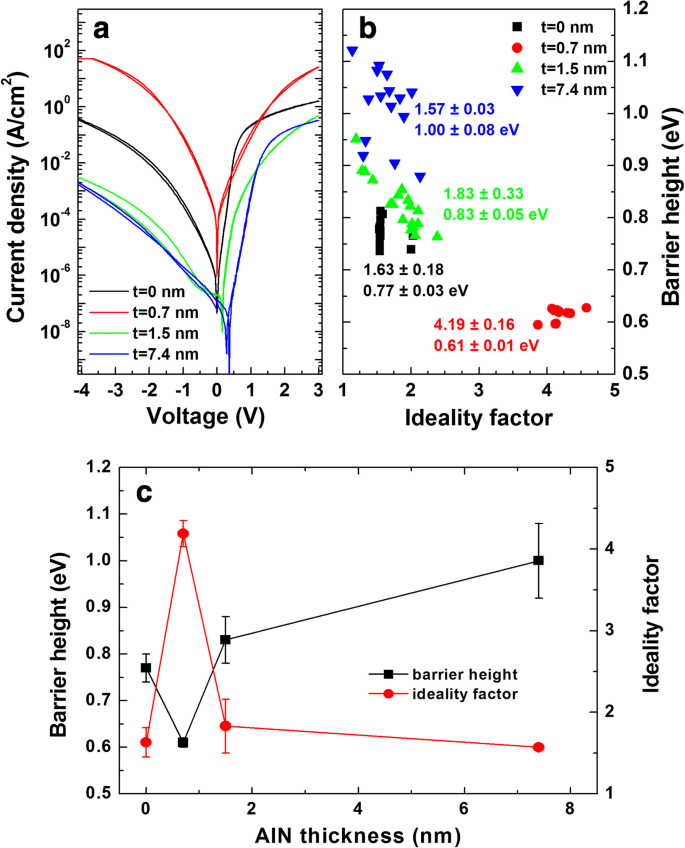
그림 1a–c는 AlN 층 주변의 단면 주사 투과 전자 현미경(STEM) 이미지를 보여줍니다. AlN 층의 추정된 두께는 엘립소미터의 값과 유사했습니다. 전형적인 반대수 전류 밀도-전압(J –V ) 곡선은 그림 2a에 나와 있습니다. AlN이 없는 샘플(즉, 기준 샘플)과 비교하여, 0.7nm 두께의 AlN이 있는 샘플에서 전류 값이 증가하고 1.5-및 7.4nm 두께의 AlN이 있는 샘플에서 전류 값이 감소했습니다. 열이온 방출(TE) 모델[24]을 사용하여 쇼트키 다이오드의 순방향 바이어스 전류 전송을 분석하여 장벽 높이와 이상 계수를 모두 얻었습니다. 장벽 높이는 0-, 0.7-, 1.4-, 1.4-7의 샘플에 대해 0.77(± 0.03), 0.61(±0.01), 0.83(± 0.05), 1.00(±0.08) eV로 계산되었습니다. 각각 두꺼운 AlN. 0-, 0.7-, 1.5-nm 및 7.4 두께의 샘플에 대해 이상 계수는 1.63(± 0.18), 4.19(±0.16), 1.83(± 0.33), 1.57(± 0.03)인 것으로 나타났습니다. 각각 AlN. 0.7nm 두께의 AlN을 사용하면 장벽 높이가 감소하고 이상 계수가 증가했습니다. AlN 층이 두꺼울수록 이상 계수는 비슷했지만 기준 샘플과 비교하여 장벽 높이가 증가했습니다. 그림 2c에서 AlN 두께가 증가함에 따라 장벽 높이가 먼저 감소한 다음 두꺼운 AlN 층에 의해 유도된 터널링 저항으로 인해 증가함을 알 수 있습니다. 이것은 약 0.7 nm가 AlN 두께 측면에서 장벽 높이의 전환점임을 나타냅니다.
<그림>
a가 있는 단면 주사 투과 전자 현미경(STEM) 이미지 0.7-, b 1.5- 및 c 7.4nm 두께의 AlN. d , e 에너지 분산 X선 분광법(EDS) 라인 스캔에서 얻은 원자 퍼센트 대 깊이 프로파일은 각각 두께가 0nm 및 7.4nm인 AlN이 있는 샘플에 대해
<그림>
아 일반적인 반대수 전류-전압(I –V ) 특성. ㄴ 장벽 높이 대 이상 요인 도표. ㄷ AlN 두께에 따른 장벽 높이 및 이상 요인
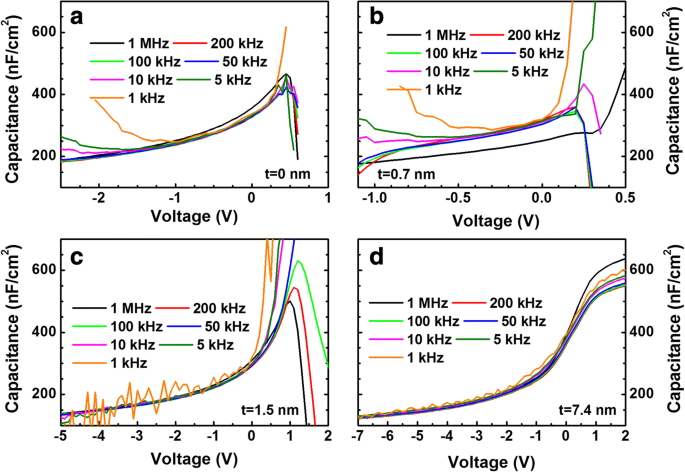
그림 3은 C를 보여줍니다. –V 다양한 주파수에서 측정된 곡선. AlN 두께가 0 및 0.7 nm일 때 정전용량 값의 반전이 10kHz 미만에서 관찰되었습니다. 반전 대신에, 낮은 소수 캐리어(정공) 생성 속도로 인해 GaN과 같은 넓은 밴드갭 물질에 대해 깊은 공핍이 일반적으로 관찰됩니다[25, 26]. 도 3c, d에 도시된 바와 같이, 이러한 반전은 더 두꺼운 AlN 층에서 관찰되지 않았다. 여기서 Au/GaN 접합에서는 저주파에서 반전이 관찰되지 않는다는 점에 유의해야 합니다. DLTS(Deep Level Transient Spectroscopy)를 사용하여 Auret et al. Pt/n-GaN 쇼트키 접합에서 관찰된 전자빔 유도 결함[27]. 여기에서 우리는 에너지 분산 X-선 분광법(EDS) 측정을 수행했으며 0 및 7.4nm 두께의 AlN이 있는 샘플에 대한 깊이 프로파일이 각각 그림 1d, e에 나와 있습니다. 도 1d에서 Pt 원자가 GaN 층으로 확산되는 반면, Pt 원자가 GaN 층으로 확산되는 것은 AlN 층으로 인해 효과적으로 억제되었음을 알 수 있다. 따라서 GaN 표면 근처의 Pt 증착 유도 결함이 저주파에서 반전 정전용량을 생성하고 이러한 결함의 형성이 비교적 두꺼운 AlN 층(> 1.5 nm)으로 억제되었음을 제안할 수 있습니다.
<그림>
커패시턴스-전압(C –V ) a가 있는 샘플에 대해 다양한 주파수에서 측정된 데이터 0-, b 0.7-, c 1.5- 및 d 7.4nm 두께의 AlN
7.4 두께의 AlN을 가진 샘플을 제외하고 다른 모든 샘플은 C –V 갭의 깊은 트랩 분포, 직렬 저항 및 인터페이스 상태와 관련된 바이어스 전압 증가에 따른 곡선 [28, 29]. 축적 영역의 주파수 분산은 계면에서 불균일한 층의 형성과 관련이 있습니다. 이러한 층의 커패시턴스는 산화물 커패시턴스와 직렬로 작용하여 축적의 분산을 유발합니다[30]. 공핍의 분산은 적용된 주파수에 응답하는 계면 상태의 존재로 인한 것입니다. 인터페이스 상태의 시간 상수가 작은 신호의 주파수와 비슷하면 인터페이스 상태가 전체 커패시턴스에 기여하여 임계값 커패시턴스가 주파수가 감소함에 따라 증가합니다[31].
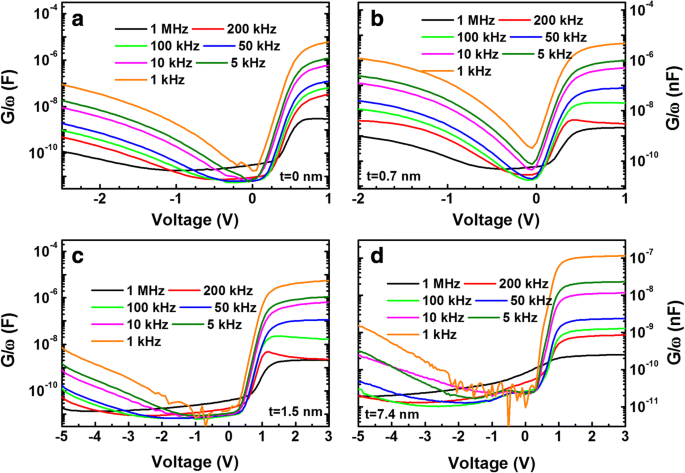
그림 4는 컨덕턴스-전압(G /ω –V ) 다양한 주파수에서 측정된 곡선. 충분히 높은 순방향 및 역방향 바이어스에서 활성화된 결함은 낮은 주파수에서 인접 인터페이스 상태와 더 효과적으로 통신할 수 있으므로 컨덕턴스가 증가합니다. 대략 - 1과 0V의 범위에서 모든 샘플은 주파수가 증가함에 따라 전도도의 증가를 보였다. 이 거동은 7.4nm 두께의 AlN이 있는 샘플에서 더욱 두드러졌습니다. 주파수 증가에 따른 전도도의 증가는 공핍 영역에서 재결합 전류를 촉진하는 재결합 중심 및 고주파에서 발생하는 충전 및 방전 전류 또는 도약 전도 과정을 제공하는 계면 상태와 관련이 있습니다[32]. 따라서 결과는 다양한 시간 상수를 갖는 계면 상태가 모든 샘플에 대해 존재하며 이러한 결함의 존재는 7.4nm 두께의 AlN을 갖는 샘플에서 가장 중요함을 나타냅니다.
<그림>
컨덕턴스-전압(G /ω –V ) a가 있는 샘플에 대해 다양한 주파수에서 측정된 데이터 0-, b 0.7-, c 1.5- 및 d 7.4nm 두께의 AlN
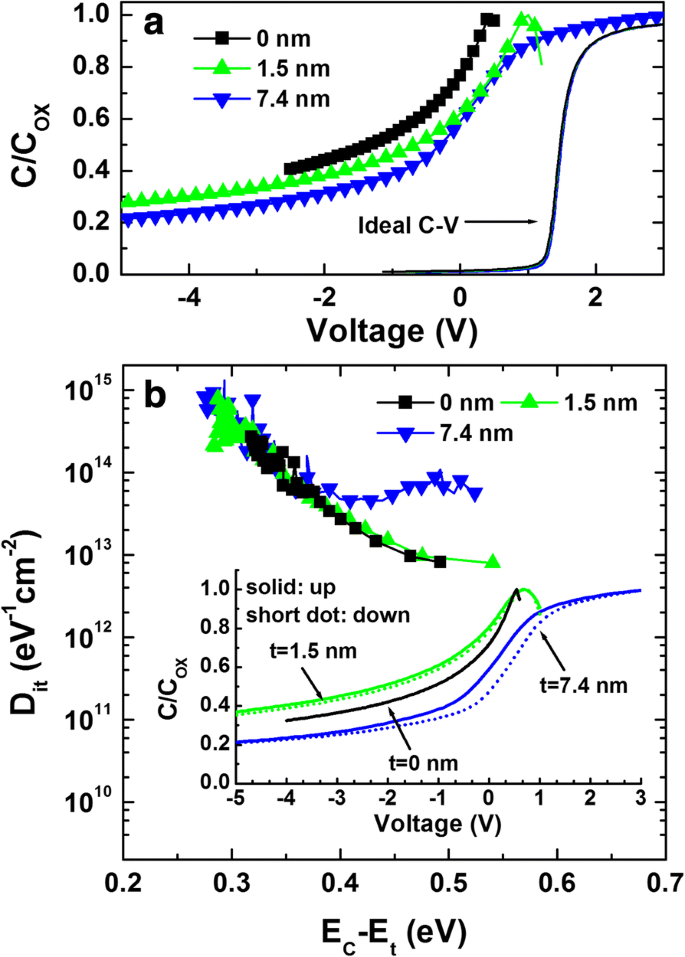
그림 5a와 같이 인터페이스 상태 밀도(D그것 ) 실험 C–V에 Terman 방법을 적용하여 만들었습니다. 1MHz에서 측정한 곡선 [33]. 획득한 D그것 대 EC –이t (인터페이스 상태의 위치)는 그림 5b에 나와 있습니다. 여기서는 C–V를 분석하지 않았습니다. 샘플이 누출되었고 정확한 산화물 커패시턴스(COX ) 잘 정의되지 않았다. 7.4nm 두께의 AlN을 가진 샘플은 특히 E에서 가장 높은 계면 상태 밀도를 보였습니다. C –이t> 0.4eV. 또한, 평균 계면 및 산화물 트랩 밀도(QT ) GaN 밴드갭(Eg )는 C를 분석하여 계산되었습니다. –V 플랫밴드 전압 편이(ΔV)를 사용한 히스테리시스 플롯 FB ) 방정식 Q를 통해 T =(COX ΔVFB )/QEg [34]. 작은 플랫밴드 전압 이동과 작은 히스테리시스 창은 낮은 트랩 밀도를 나타냅니다. 그림 4b의 삽입은 C를 보여줍니다. –V 히스테리시스 플롯. 갇힌 전하 밀도는 4.2 × 10
9
로 계산되었습니다. , 9.3 × 10
9
및 3.6 × 10
11
cm
−2
eV
−1
각각 0, 1.5 및 7.4nm 두께의 AlN이 있는 샘플의 경우. 히스테리시스는 AlN/GaN의 인터페이스 트랩과 AlN 레이어의 경계(또는 벌크) 트랩에서 발생할 수 있습니다. Terman 방법과 마찬가지로 7.4nm 두께의 AlN 층이 가장 높은 계면과 산화물 트랩 밀도를 나타냈다. 따라서 이 샘플에서 AlN 레이어의 경계 트랩과 인터페이스 트랩이 C –V 플롯.
<그림>
아 실험 커패시턴스-전압 비교(C –V ) 1MHz 및 이상적인 C–V에서 측정된 데이터 데이터 및 b 인터페이스 상태 밀도(D그것 ) 0, 1.5, 7.4nm 두께의 AlN 층이 있는 샘플에 대해 Terman 방법을 적용하여 결정된 분포. b의 삽입 C 표시 –V 1MHz에서 측정된 히스테리시스 플롯
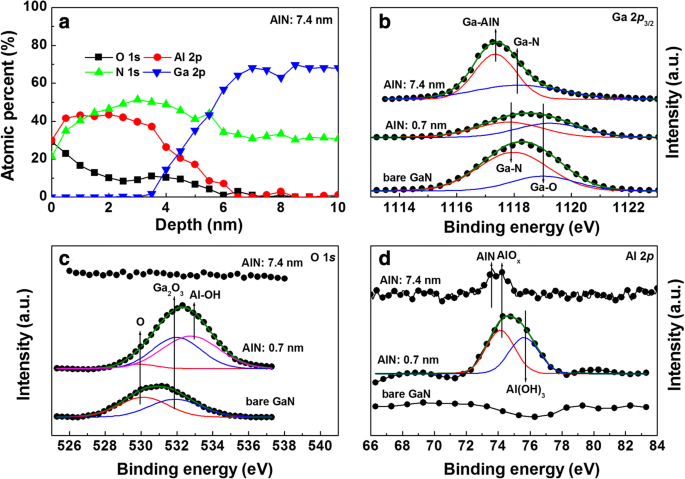
AlN/GaN 계면의 화학적 조성은 0.7nm 및 7.4nm 두께의 AlN이 있는 두 샘플에 대해 XPS 측정을 사용하여 조사되었습니다. 여기서, AlN의 두께가 너무 두꺼워서 AlN/InP 경계면 근처에서 정확한 정보를 얻지 못하기 때문에 7.4nm 두께의 AlN으로 샘플에 스퍼터 식각 처리를 수행하였다. Bare GaN도 기준으로 표면 스캔되었습니다. 그림 6a는 7.4nm 두께의 AlN이 있는 샘플에서 얻은 각 요소에 대한 XPS 깊이 프로파일을 보여줍니다. AlN 층으로 Ga 원자의 확산이 명확하게 보였다. 상당히 많은 양의 산소 원자가 AlN 층에 걸쳐 존재하는 것으로 밝혀졌습니다. 그러나 O와 Al 원자는 AlN/GaN 계면 근처에서 잘 관찰되지 않았다. AlN/GaN 계면에 비해 AlN 표면 근처의 더 많은 양의 산소는 산소의 상당 부분이 ALD 증착 공정 자체가 아니라 대기 산화에서 비롯된 것임을 나타냅니다. 그런 다음 하나의 에칭 깊이(남은 AlN의 두께는 약 1.5-2.0nm임)에서 좁은 스캔된 XPS 스펙트럼을 선택하고 다른 샘플의 데이터와 비교했습니다. 그림 6b는 Ga 2p를 보여줍니다. 3/2 코어 레벨 스펙트럼. 베어 GaN과 0.7nm 두께의 AlN이 있는 샘플 모두에서 ~ 1118.0 eV 및 ~ 1119.2 eV의 피크는 GaN 및 Ga2와 연관됩니다. O3 , 각각 [35, 36]. 7.4nm 두께의 AlN이 있는 샘플의 ~ 1117.4eV에서 피크는 AlN에 결합된 Ga 때문입니다[37]. 그러나 Ga2에서 비롯된 것일 가능성을 배제할 수 없습니다. O 피크(~ 1117.3 eV) [38].
<그림>
아 7.4nm 두께의 AlN으로 샘플에서 얻은 각 요소에 대한 XPS 깊이 프로파일. b의 XPS 코어 수준 스펙트럼 가 3p 3/2, ㄷ O 1s , 및 d 알 2p 0, 1.5 및 7.4nm 두께의 AlN
이 있는 샘플의 경우
그림 6c에서 볼 수 있듯이 ~ 530.2 및 ~ 531.9 eV의 피크는 화학 흡착된 O 및 Ga2에 기인합니다. O3 , 각각 [39]. 또한 ~ 532.8 eV의 피크는 Al-OH와 관련이 있습니다[40]. 그러나 선택한 깊이에서 7.4nm 두께의 AlN을 가진 샘플에서는 특별한 피크가 관찰되지 않았습니다. 유사하게, 더 깊은 에칭 깊이에서는 피크가 관찰되지 않았다(도시되지 않음). AlN 두께가 얇을 때(0.7 nm), 화학 흡착된 산소 원자는 제거되었지만 Al 원자는 OH와 결합했습니다. AlN 두께가 증가함에 따라 GaN 표면 영역 근처에 매우 적은 양의 산소 원자가 존재하여 청소 효과를 나타냅니다. 그러나 산화물 전하를 제공하면 과잉 성장된 AlN 영역에 많은 양의 산소 원자가 존재했습니다. O 1s Ga 원자의 양이 무시할 수 있는 에칭 깊이(그림 6a의 AlN 표면에서 약 0~3nm)에서 코어 레벨 스펙트럼은 Al과 관련된 ~ 531.8 eV에서 지배적인 피크를 나타내는 것으로 밝혀졌습니다. O3 [41]. 이것은 AlN 층의 일부가 Al2로 구성되어 있음을 의미합니다. O3 . 도 6d에 도시된 바와 같이, 0.7nm 두께의 AlN을 갖는 샘플에서는 AlN과 관련된 피크가 잘 관찰되지 않는다. 오히려, Al2Ox와 관련된 ~ 74.1 및 ~ 75.6 eV에서 두 개의 피크가 관찰됩니다. 및 Al-OH, 각각 [42]. 이러한 Al-O 결합 관련 피크는 AlOx Al-OH는 결함으로 작용할 수 있습니다. 7.4nm 두께의 AlN이 있는 샘플의 ~ 3.6eV에서 피크는 AlN과 관련이 있습니다[43].
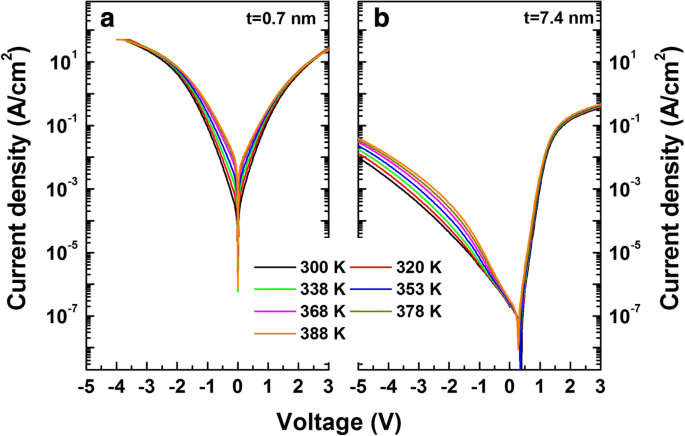
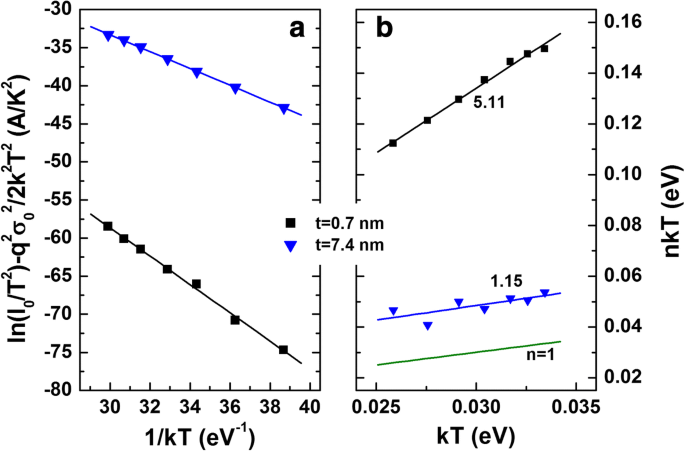
0.7nm 및 7.4nm 두께의 AlN을 가진 샘플에 대한 전류 전달 특성은 온도 종속 전류-전압(I –V –티 ) 측정. 도 7에 도시된 바와 같이, 순방향 및 역방향 바이어스 전류는 0.7nm 두께의 샘플에 대해 유사한 정도로 증가하였다. 그러나 7.4nm 두께의 AlN이 있는 샘플의 경우 역방향 누설 전류는 순방향 전류보다 온도에 더 의존적이었습니다. 역 바이어스에서 더 높은 온도는 깊은 수준에서 AlN 원자가 밴드로 정공 열 방출을 유발할 수 있으며 따라서 전자의 또 다른 공급을 도입할 수 있습니다[44]. 불균일 장벽 모델[24]에 따르면, 온도 의존적 유효 장벽 높이(φ나 )는 제로 바이어스 평균 장벽 높이(\( {\overline{\varphi}}_B \)) 및 표준 편차(σ)와 관련이 있습니다. 0 ) \( {\varphi}_B={\overline{\varphi}}_B-q{\sigma_0}^2/2 kT \). σ0 값은 각각 0.7 및 7.4nm 두께의 AlN을 가진 샘플에 대해 0.147 및 0.204V로 얻어졌습니다. 이 값을 사용하여 ln(I0 /T
2
) − q
2σ0
2
/2카
2티
2
대 1/kT 도 8a에 도시된 바와 같이 얻어졌다. 세로좌표에서의 절편은 A의 Richardson 상수를 생성했습니다.
**
397.3 및 27.1A cm
−2
K
−2
각각 0.7nm 및 7.4nm 두께의 AlN이 있는 샘플의 경우. 7.4nm 두께의 AlN이 있는 샘플의 값은 26.4A cm
-2
의 이론적인 값과 유사합니다. K
−2
n-GaN의 경우 TE 모델과의 장벽 이질성이 전류 전송을 설명할 수 있음을 나타냅니다. 그러나 0.7nm 두께의 AlN을 가진 샘플의 경우 이론값에 비해 값이 너무 높아 장벽의 불균일성을 포함하는 TE 모델도 전류 수송을 설명할 수 없음을 나타냅니다. 그림 8b는 nkT의 값을 보여줍니다. kT의 기능으로 . 기울기가 1.15인 직선은 TE 모델을 사용하여 7.4nm 두께의 AlN을 사용한 샘플의 실험 데이터와 잘 일치합니다. 그러나 0.7nm 두께의 AlN을 가진 샘플의 경우 기울기는 5.11인 것으로 나타났습니다. 이러한 단일성에서 큰 편차는 인터페이스 상태, 절연체 층 및 터널링 전류에서 발생할 수 있습니다.
<사진>
온도 종속 전류 밀도-전압(J –V ) a가 있는 샘플의 특성 0.7- 및 b 7.4nm 두께의 AlN
<그림>
아 수정된 Richardson 플롯 및 bnkT 대 kT 실험 데이터에 대한 선형 맞춤이 있는 플롯. b에서 , 기울기가 1인 선(n =1)도 참고 자료로 포함되었습니다.
역 누설 전류 밀도는 [45]에 의해 주어진 Fowler-Nordheim(FN) 터널링 모델을 사용하여 분석되었습니다.
여기서 α =1.54 × 10
−6
/나
*
ΦB 및 β =6.83 × 10
−7
(나
*
)
1/2
(ΦB )
3/2
; 나
*
(나
*
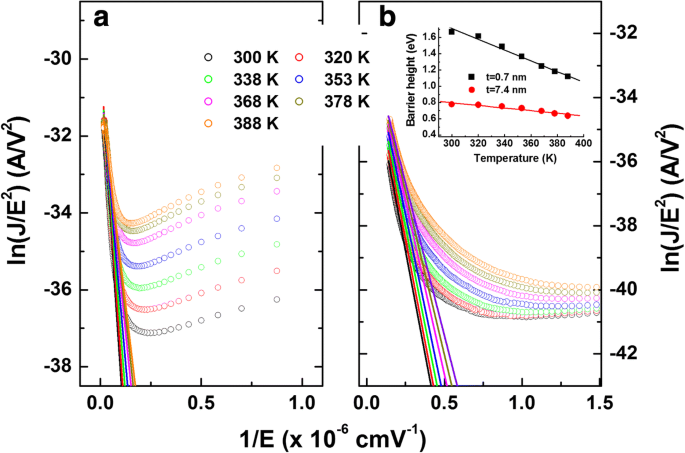
=0.30(AlN[46])은 절연체의 유효 전자 질량이고 ΦB 터널링 장벽 높이입니다. 그림 9a, b는 바이어스 전압이 각각 - 0.9V 및 - 3V보다 높을 때 0.7nm 및 7.4nm 두께의 AlN을 가진 샘플에서 FN 방출이 관찰되었음을 보여줍니다. 7.4nm 두께의 AlN이 있는 샘플의 더 높은 전압은 더 두꺼운 AlN이 더 높은 터널링 전압을 필요로 한다는 사실 때문입니다. 그림 9의 기울기에서 터널링 장벽 높이가 각 온도에 대해 결정되었으며 그림 9b의 삽입도에 나와 있습니다. 실온에서 0.7nm 및 7.4nm 두께의 AlN을 가진 샘플의 장벽 높이는 각각 약 1.67 및 0.78eV로 계산되었습니다. 이 값은 AlN/GaN 인터페이스에서 보고된 전도대 오프셋 2.58eV보다 낮습니다[47]. AlN/GaN 인터페이스 근처의 열악한 계면 품질은 이러한 낮은 값을 생성할 수 있습니다. 7.4nm 두께의 AlN이 있는 샘플의 낮은 장벽 높이는 AlN/GaN 계면 근처의 높은 계면 및 산화물 트랩 밀도 및 AlN 층의 산소 관련 결함과 관련될 수도 있습니다. 결과적으로 트랩 보조 터널링이 더 쉽게 발생하고 역 누설 전류가 증가했습니다.
<그림>
ln(J의 Fowler–Nordheim(FN) 터널링 플롯 /이
2
) 대 1/Ea가 있는 샘플의 실험 데이터에 대한 선형 적합 0.7- 및 b 7.4nm 두께의 AlN. b의 삽입 계산된 장벽 높이를 온도의 함수로 나타냅니다.
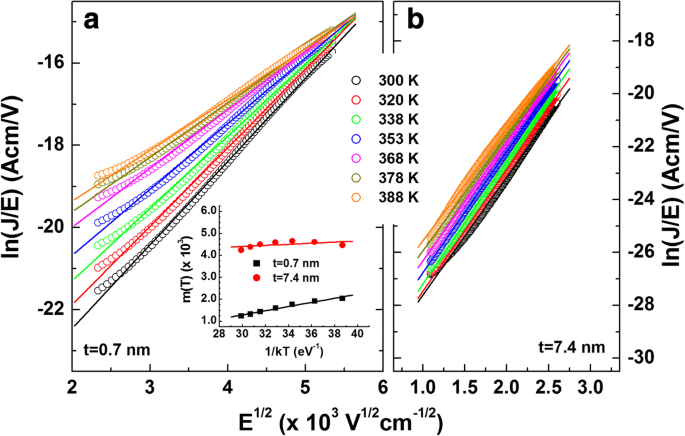
Poole-Frenkel(PF) 방출 모델은 [48]에 의해 주어진 역 누설 전류에도 적용되었습니다.
$$ m(T)=\frac{q}{kT}\sqrt{\frac{q}{{\pi \varepsilon}_0{\varepsilon}_{\mathrm{AlN}}}},b(T) =-\frac{q{\varphi}_t}{kT}+\ln C $$ (3)
여기서 ϕt 트랩 상태에서 전자 방출 장벽 높이, εAlN 고주파에서 게이트 절연체의 비유전율(εAlN 4.77 [49]), ε0 는 여유 공간의 유전율이며 C 상수입니다. PF 방출 피팅의 유효성은 선형 계수 m의 온도 의존성을 확인하여 검증되었습니다. (T ) PF 플롯 ln(J /이 ) E의 함수로
1/2
[50], 그림 10에 나와 있습니다. m (T ) 이 플롯에 대한 선형 피팅에서 얻은 값(그림 10a의 삽입), εAlN 두께가 0.7nm 및 7.4nm인 AlN이 있는 샘플의 경우 각각 64.9 및 959.0인 것으로 나타났습니다. 얻은 값은 이론적인 값인 4.77에 비해 너무 높으며, 이는 PF 방출이 두 샘플에 대한 전류 전송을 올바르게 설명할 수 없음을 나타냅니다. 따라서 역 누설 전류에서 FN 터널링이 더 적절한 전송 메커니즘입니다.
<그림>
ln(J의 풀-프렌켈(PF) 방출 플롯 /이 ) 대 E
1/2/a가 있는 샘플의 실험 데이터에 선형 맞춤 0.7- 및 b 7.4nm 두께의 AlN. a의 삽입 계산된 m 표시 (T ) 값 대 온도
비록 Eq. (1) 온도 의존성이 없으며 얻은 장벽 높이는 온도가 증가함에 따라 감소합니다. 기울기는 각각 0.7 및 7.4nm 두께의 AlN을 갖는 샘플에 대해 - 6.67 meV/K 및 - 1.62 meV/K로 얻어졌습니다. SiO2/4H-SiC 구조에서 FN 터널링이 - .6 meV/K의 기울기로 온도 의존성을 갖는다고 보고되었습니다[51]. Pt 전극에서 방출된 전자는 Fermi-Dirac 분포[52]를 따르므로 터널링에 의한 역 누설 전류도 온도에 따라 증가할 수 있습니다. 이 경우 온도에 따른 증가는 AlN 층이 얇을수록 더 커질 것입니다.
한편, 고전계에서의 전류 전송 메커니즘은 FN 터널링만으로는 설명할 수 없다고 보고되었다[53, 54]. 기판의 산화물 및 페르미 준위의 전하 변화와 SiO2에서의 전자 에너지 분포도 포함 /SiC 인터페이스 온도, SiO2의 역 누설 전류 /4H-SiC는 만족스럽게 설명되지 않았다[53]. 계면 전자 트랩에서 트랩된 전자의 열적으로 활성화된 PF 방출이 누설 전류의 증가에 크게 기여한다고 제안되었습니다[54]. 따라서 ALD 공정에서 AlN의 이러한 결함을 줄이는 것은 특히 고온 작동 시 AlN/GaN 기반 장치 성능에 매우 중요합니다.
그림 2c의 장벽 높이 대 AlN 두께의 플롯에서 볼 수 있듯이 Li et al. Y2가 있는 금속/n-G 접점에서 유사한 동작을 관찰했습니다. O3 레이어 [55]. 그들은 장벽 높이의 감소를 불안정한 GeOx의 억제로 돌렸습니다. Ge 표면의 댕글링 본드(dangling bond)의 성장 및 패시베이션. Karpov et al. 삽입된 Si3 N4 층을 Ni/n-GaN 접점에 삽입하고 장벽 높이가 Si3를 사용하여 0.78에서 0.27–0.30 eV로 감소함을 발견했습니다. N4 층. 결과는 Si3에서 쌍극자 형성으로 설명되었습니다. N4 /GaN 인터페이스 [56]. 또한 Zheng et al. Al2 대 접촉 저항 조사 O3 Al/n-SiC 구조의 두께는 1.98 nm에서 계면 쌍극자가 형성되기 시작함을 발견했습니다[57]. 이 두께 이상에서 접촉 저항은 쌍극자 효과로 인해 먼저 감소한 다음 터널링 저항 증가로 인해 증가합니다. 도 6의 XPS 데이터에 따르면, 0.7nm 두께의 AlN을 갖는 샘플에 대해 AlN 층의 형성이 불분명하다. 따라서 0.7nm 두께의 AlN으로 장벽 높이를 낮추는 것은 계면 쌍극자의 형성보다 패시베이션 효과 때문일 가능성이 더 큽니다.
ICP(Inductively Coupled Plasma) 식각과 같은 건식 식각 공정은 GaN의 화학적 안정성 때문에 GaN 기반 장치에 널리 사용됩니다[58]. 자외선 강화 습식 화학적 식각이 입증되었음에도 불구하고[59]. 그러나 건식 식각 공정은 GaN 표면에 손상을 일으켜 누설 전류를 증가시키고 정류 거동을 저하시킬 수 있습니다. 반응성 이온 에칭(RIE) 후 열처리 및 KOH 용액을 사용한 에칭 후 처리는 GaN의 표면 손상을 효과적으로 제거하는 것으로 밝혀졌습니다[60]. 지금까지의 결과를 고려할 때 식각된 GaN 표면의 손상을 줄이기 위해 AlN 증착(1nm 이상)을 적용할 수 있으며, 이는 계면 품질과 정류 특성을 더욱 향상시킬 것으로 기대됩니다.
결론
우리는 AlN 두께가 다른 n-GaN 위에 AlN 증착된 원자층의 계면 및 전기적 특성을 조사했습니다. 커패시턴스-전압(C –V ) 특성에서, 7.4nm 두께의 AlN을 가진 샘플은 가장 높은 계면과 산화물 트랩 밀도를 보였다. X-선 광전자 분광법(XPS) 측정에 따르면, 0.7nm 두께의 AlN을 가진 샘플은 Al-O 결합과 관련된 지배적인 피크를 나타내었고 AlN과 관련된 명확한 피크는 없었습니다. GaN 표면 근처에 남아 있는 산소 원자는 7.4nm 두께의 AlN을 가진 샘플에서 거의 발견되지 않았습니다. 반면, AlN 층에는 많은 산소 원자가 존재하는 것으로 밝혀져 AlN 층에 산소 관련 결함을 제공했습니다. 역 누설 전류에 대한 분석은 Poole-Frenkel(PF) 방출보다 Fowler-Nordheim(FN)이 0.7nm 및 7.4nm 두께의 AlN을 가진 샘플에 대한 전류 전달을 설명하는 데 더 적합하다는 것을 보여주었습니다.