고분자 나노섬유는 다양한 기능을 얻을 수 있기 때문에 섬유 산업에서 널리 연구되고 있습니다. 본 논문에서는 주사전자현미경(SEM)을 특징으로 하는 기본적인 전기방사 공정을 통해 나노섬유를 얻기 위해 다양한 농도(12, 17, 22% wt.)의 폴리아미드 6/66(PA 6/66) 용액을 만들었다. 그리고 생산성. 그 후, SEM 및 인장 시험을 특징으로 하는 전기방사 졸-겔 공정을 사용하여 나노섬유 다발을 제조하였다. Post hoc Tukey HSD를 사용한 일원 분산 분석(ANOVA)을 기반으로 한 통계 최적화 결과에서 더 높은 생산성(1.39 ± 0.15 mg/min), 연신 비율(9.0 ± 1.2) 및 인장 강도(29.64 ± 7.40 MPa)는 17% 농도에서 얻어졌습니다. 마지막으로 시차주사열량계(DSC)를 통한 열적 특성화를 수행하여 Tg 그리고 Tm PA 6/66 펠릿 및 나노섬유 번들과 관련된 나노섬유 감소
<섹션 데이터-제목="배경">
배경
나일론은 1934년 Wallace Hume Carothers에 의해 발견된 폴리아미드로 분류된 중합체입니다. 가공 조건에 따라 섬유 및 플라스틱으로 생산됩니다[1]. 상업적으로 아미드 작용기(-CO-NH-)를 공통으로 갖는 나일론, 나일론 6, 나일론 66, 나일론 6, 10 등이 있다[2]. 이 폴리머는 방사 공정을 통해 블로운 필름과 모노필라멘트를 생산하는 데 사용되며 공중합이 가능합니다. 나일론 6에 비해 용융 온도를 낮추어 생산하는 나일론 6/66의 경우가 그렇습니다. 나일론은 지난 몇 년 동안 여성 스타킹, 낙하산, 지퍼, 낚싯줄, 신부 베일, 카페트 등 다양한 용도로 사용되었습니다. , 현악기 및 밧줄 [3].
기존의 필라멘트 및 나일론 실 변형 공정은 습식 방사, 건식 방사 및 겔 방사로 직경 20~400μm의 필라멘트를 제조할 수 있습니다[4]. 고분자 용액에서 수행되는 이러한 공정은 농도에 따라 달라지는데, 그 이유는 그 변화가 연신 비율과 결과적으로 섬유의 기계적 특성에 영향을 미치기 때문입니다[5].
전기방사 공정[6]은 나노미터 규모에서도 더 작은 직경의 나일론 섬유[7]를 얻기 위해 사용됩니다. 또한 극성, 다공성 및 다양한 크기와 모양에 추가로 적용할 수 있는 조정 가능한 직경을 가진 고분자 나노섬유를 만들 수 있습니다. 또한, 이 기술을 사용하여 고분자 농도 및 전기방사 매개변수를 통해 나노섬유의 특성, 기능 및 구성을 제어할 수 있습니다[8]. Ramkrisna et al. [9] 전기방사 공정의 형태학적 결과가 기존의 방적 공정과 유사한 방식으로 높은 농도 의존성을 나타냄을 확인합니다[5]. 농도가 높을수록 폴리머 용액의 점도가 높아지기 때문에 이 기사의 연구에서는 단일 요인 설계에서 폴리머의 농도를 고유한 변수로 평가합니다. 이는 산업적 규모로 수행될 가능성을 평가하는 데 중요합니다.
전기방사를 통해 얻은 고분자 나노섬유는 스캐폴드, 센서, 필터, 멤브레인, 배터리, 보호복, 상처 드레싱, 촉매 등 다양한 산업 분야에서 사용될 수 있다[10]. 섬유 분야에서 나노섬유는 자가 세척 직물, 바이러스 및 박테리아 퇴치제, 온도 조절, 센서 및 필터와 같은 특정 기능을 얻는 데 사용됩니다[11]. 또한 화학적 특성과 기계적 강도로 인해 항균 의류[12], 상처 드레싱[13] 및 보호복[14]으로 일부 다른 섬유 응용 분야가 보고되었습니다.
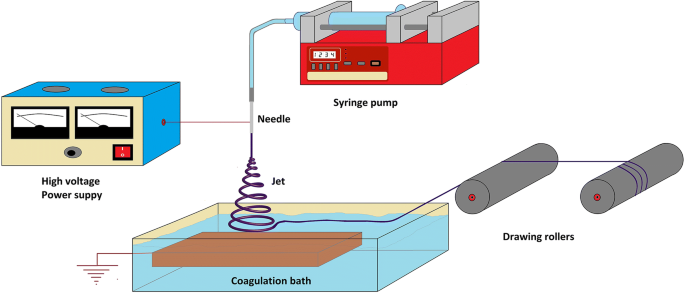
전기방사 공정과 관련된 일부 다른 연구에서는 이를 응고조 및 인장 실린더에 적용하여 전기방사 졸-겔 공정을 개발했습니다(그림 1 참조). 후자의 경우, 폴리비닐알코올(PVA) 나노섬유 다발이 특성화되고 생산되며 초미세 포틀랜드 시멘트 페이스트의 2차 보강재로 적용되어 초기 응결 연령에서 균열의 수축 및 폭을 감소시킵니다[15]. Wu et al. [16], 그들은 300 r.p.m의 속도로 회전하는 두 개의 컬렉터 롤을 사용하여 전기방사 공정을 통해 폴리아미드 6/66의 응집된 나노섬유를 제조하고 특성화했습니다. 그들은 얻어진 섬유가 조직 스캐폴드, 복합 보강재 및 초민감 센서에 광범위하게 적용된다고 말했습니다[17]. 여기에서 유사한 방법론을 사용하여 ANOVA를 사용한 결과 및 통계 최적화를 사후 Tukey HSD 테스트와 함께 이러한 과정을 통해 얻은 폴리아미드 6/66(PA 6/66) 나노섬유 번들의 형태학적, 생산성 기계적 및 열적 특성화에 대해 제시합니다. 섬유 분야에서 후속 사용을 위해 생성된 섬유의 최종 특성에 대한 중합체 농도의 영향을 연구했습니다.
<그림>
전기방사 졸-겔 공정
방법
자료
PA 6/66, 기준 Ultramid C40 L, Basf 브랜드가 사용되었습니다. 용매는 포름산과 초산의 혼합물을 사용하였고, 응고욕은 증류수를 사용하였다.
폴리아미드 용액의 준비
용액은 실온에서 4:1의 질량 비율 [18]의 용매로 포름산과 아세트산의 혼합물을 사용하여 12%, 17%, 22% 중량으로 다양한 농도로 제조되었습니다. 및 지속적인 교반.
기본 전기방사 공정
다양한 농도의 용액으로 수행된 모든 프로세스에서 수집기에서 12cm 떨어진 금속 바늘에 연결된 Gamma High Voltage Research Inc. 모델 E30 장비에서 공급한 27.5kV의 전압이 사용되었습니다. 용액의 흐름은 0.3~1ml/h로 설정된 Braintree Scientific Syringe Pump Brand Inc.의 주사기 펌프로 제어했습니다.
전기방사 솔-겔 공정
이 과정은 증류수의 응고조와 속도 제어가 가능한 인장 실린더 시스템을 사용하여 수행되었습니다. 우리는 3개의 복제본과 유의 수준이 α인 단일 요인 설계에 따라 세 가지 농도(12, 17 및 22%)에서 PA 6/66의 나노섬유 번들을 얻었습니다. =0.05. 연구변수는 나노섬유 증착 생산성, 연신비, 나노섬유 번들 인장강도였다. 12중량% 미만의 농도는 평가되지 않았음을 주목하는 것이 중요합니다. 예비 테스트에서 이 조건은 전기방사 나노섬유의 형성을 허용하지 않았기 때문입니다. 동일한 방식으로, 22중량%를 초과하는 농도는 평가되지 않았는데, 그 이유는 생성된 점도가 매우 높아 용액 제조에서의 교반 및 전기방사 공정의 후속 흐름을 방해하기 때문이다. 또한 극도의 농도와 중간점만 조사했습니다.
특성화 기법
기본 전기방사 공정의 경우, 농도별로 PA 6/66의 전기방사 나노섬유 매트 침전물의 생산성(mg/min)을 측정하였다. 이후 주사전자현미경(SEM)을 통해 형태학적 특성을 규명하였다.
전기방사 졸-겔 공정의 경우, 공정 변수(전압, 흐름, 바늘-수집기 거리)를 조정한 후 안정적이고 연속적인 전기방사 제트를 얻기 위해 공정의 연신 비율을 결정한 다음 얻은 PA 6/66 나노섬유 번들 SEM 및 인장 시험을 통해 특성화하였다. 마지막으로 DSC(Differential Scanning calorimetry)를 통해 공정 최적 조건을 특성화하였다.
SEM
샘플은 약 200초 동안 진공 코팅기[Denton Vacuum Desk IV]에서 금으로 코팅되었습니다. 마지막으로 텅스텐 필라멘트가 장착된 주사형 전자현미경(JEOL JSM 6490 LV, Japan)의 샘플 홀더에 증착되었다. 그 후 챔버에 30Pa 진공을 유도하여 전자를 생성하고 스캔하고 이미지를 얻었습니다. 그런 다음 이미지 소프트웨어를 사용하여 평균 나노섬유 직경을 측정했습니다.
인장 시험
ASTM D3822 표준에 따라 300mm/min의 시험 속도와 50mm의 참조 길이에서 300개의 나노섬유 다발을 시험기(EZ-Test L, Shimadzu, Japan)로 시험했습니다.
DSC
상전이를 결정하기 위해 고분자 재료 분석에 적용된 ASTM D3418-08 표준에 따라 시차 주사 열량계(DSC) 기술을 사용했습니다. 우리는 밀봉된 알루미늄 도가니에 증착된 5mg 샘플과 함께 시차 주사 열량계(DSC)(TA Instruments, Q20, USA)를 사용하고 10°C/min의 속도로 25~250°C에서 두 번의 연속 가열 사이클을 거쳤습니다. 각 주기 사이에 5분 등온선이 있는 속도 장비에 맞게 조정된 TA Universal Analyzer® 소프트웨어를 사용하면 유리 전이 온도와 재료 융합을 결정하기 위해 열기록도를 얻을 수 있습니다.
결과 및 토론
기본 전기방사 공정의 생산성
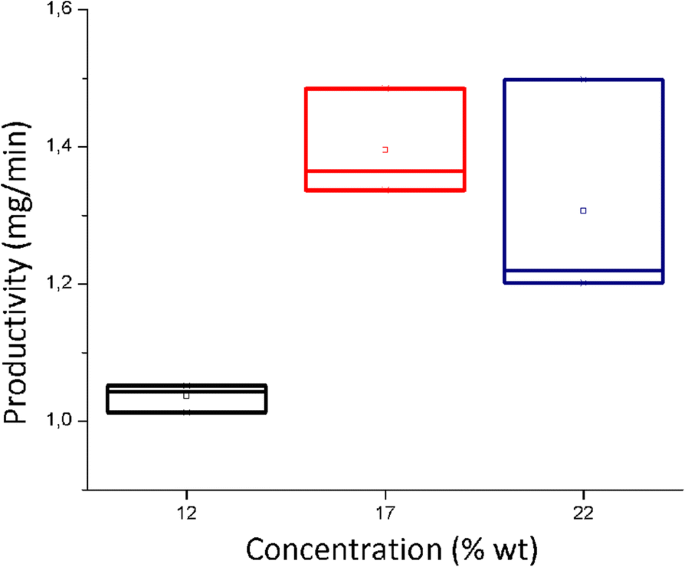
그림 2는 다양한 농도에서 기본 전기방사 과정에서 나노섬유 증착물의 생산성 결과(mg/min)를 보여줍니다. 이 변수에 대해 ANOVA는 p 0.015의 값. 이것은 적어도 중앙값이 다르다는 것을 나타냅니다. 그런 다음 사후 Tukey 테스트가 적용되었으며 이 변수에 대해 17 및 22% 농도에서 생산성 값 평균이 서로 동등하지만 12% 농도에서 얻은 것보다 높음을 나타냅니다.
<그림>
기본 전기방사 공정의 생산성
PA 6/66 나노섬유의 형태/형태학적 특성화
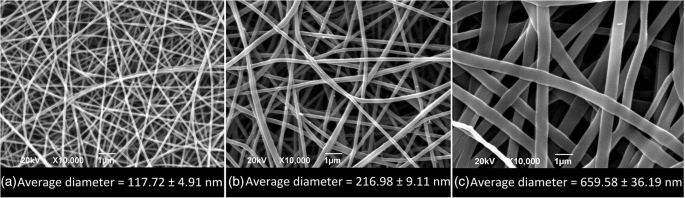
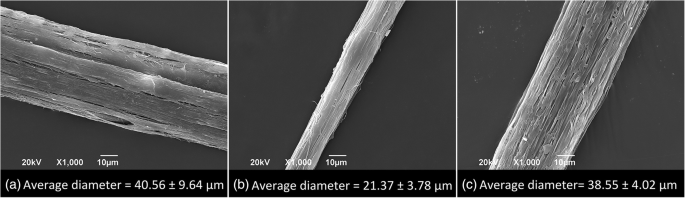
기본적인 전기방사 공정을 이용하여 농도가 다른 PA 6/66 나노섬유를 제조하였다. 결과는 고분자 용액의 농도를 증가시키면 그림 3의 SEM 현미경 사진과 같이 나노섬유 직경이 증가함을 입증했습니다. 이는 농도를 증가시키면 용액에 유변학적 농축 효과가 있기 때문입니다[19]. 점도 상승으로 인해 직경을 줄이기가 어렵습니다. 이 동작은 Guerrini et al.에 의해 보고된 것과 일치합니다. [20], 다른 분자량을 가진 PA 6/66 나노섬유를 전기방사했습니다. 또한, 17% 농도의 나노섬유의 평균 직경은 12% 농도로 얻은 나노섬유에 비해 약 85%, 22% 농도로 얻은 나노섬유는 17% 농도에 비해 약 204% 증가하는 것으로 결정되었습니다. .
<그림>
농도가 다른 PA 6/66 전기방사 나노섬유의 SEM 이미지. 아 중량 12%, b 17% 중량 및 c 22% 중량
전기방사 졸-겔 공정의 그리기 비율
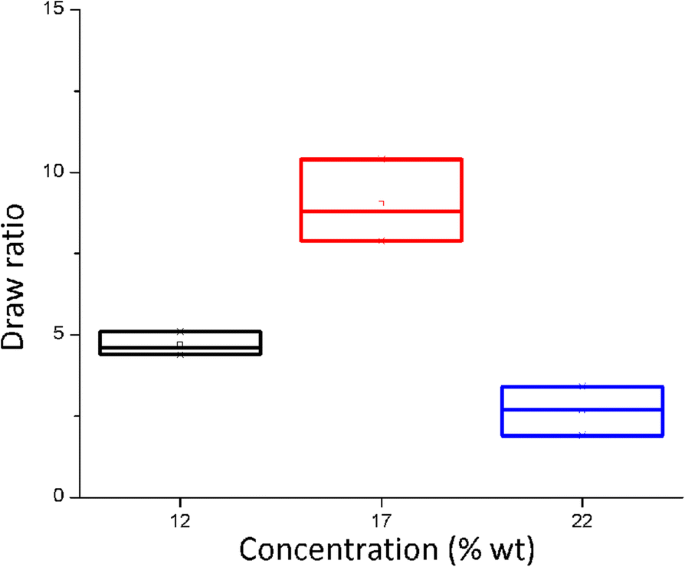
그림 4는 다양한 농도에서 전기방사 졸-겔 공정 동안 측정된 연신 비율 결과를 보여줍니다. 이 변수에 대해 ANOVA는 p 적어도 중앙값이 다르다는 것을 나타내는 0.000의 값. 그런 다음 사후 Tukey 테스트가 적용되어 이 변수에 대해 17% 농도에서 얻은 연신 비율 중앙값이 서로 동일한 12% 및 22% 농도에서 얻은 결과보다 더 높음을 나타냅니다.
<그림>
전기방사 졸-겔 공정의 연신비
PA 6/66 나노섬유 번들 형태/형태 특성화
전기방사 졸-겔 공정을 사용하여 폴리아미드 나노섬유 다발을 용액에서 다양한 농도로 만들었습니다. 직경을 측정한 후, 그림 5의 SEM 현미경 사진에서 관찰된 바와 같이 17% 농도에서 더 작은 평균 하나에 도달했음을 발견했습니다. 생성된 17% 농도의 나노섬유 다발은 다음으로 얻은 것의 거의 절반의 직경에 도달했습니다. 각각 12% 및 22% 농도. 이는 섬유가 더 높은 회수 속도와 더 큰 연신 배율에서 수행되었기 때문입니다.
<그림>
다양한 농도에서 전기방사 졸-겔 공정을 통해 얻은 폴리아미드 6/66 나노섬유 번들의 SEM 이미지. 아 중량 12%, b 17% 중량 및 c 22% 중량
나노섬유 번들 인장 강도
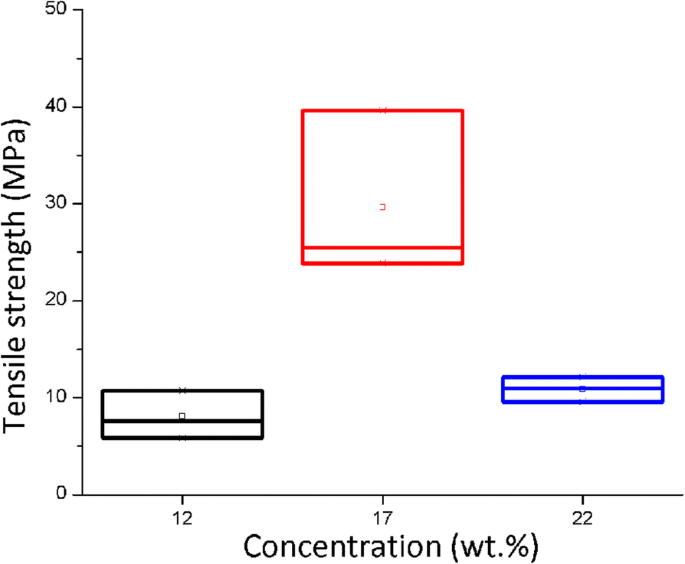
그림 6은 다양한 농도에서 전기방사 졸-겔 공정 동안 얻은 나노섬유 번들에 대해 측정한 인장 강도의 상자 다이어그램을 나타냅니다. 이 변수에 대해 ANOVA는 p 0.005 값은 적어도 중앙값이 다르다는 것을 나타냅니다. 그 후, 사후 Tukey 테스트가 적용되어 이 변수에 대해 17% 농도에서 얻은 나노섬유 번들의 인장 강도 평균이 서로 동일한 12% 및 22% 농도의 결과보다 더 높음을 보여주었습니다.
<그림>
다양한 농도에서 폴리아미드 6/66 나노섬유 번들의 인장 강도
또한 17% 나일론(29.64MPa) 농도로 얻은 인장 강도의 평균 결과는 Wu et al. [16] 66개의 폴리아미드 나노섬유가 먼저 전기방사된 다음 30MPa에 가까운 강도 값으로 구부러진 결과를 보여주는 연구에서
최적 공정 조건
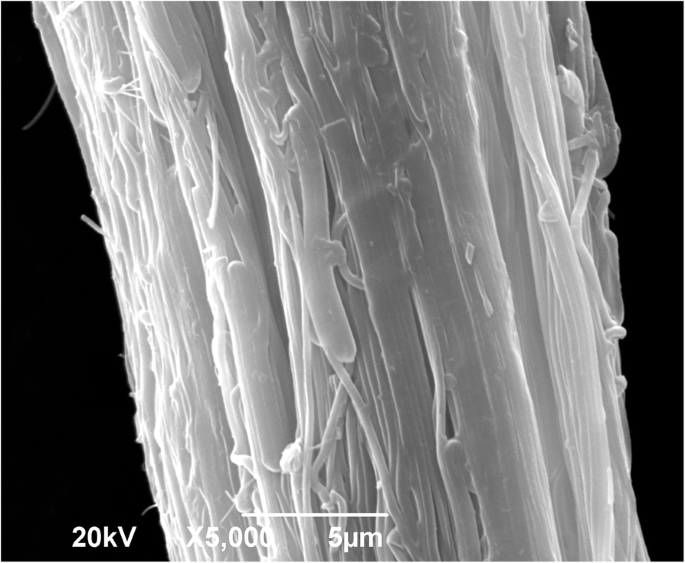
이전 결과는 17%wt의 PA 6/66 용액에서 전기방사 졸-겔 공정을 개발했음을 보여줍니다. 농도는 더 높은 생산성, 연신비 및 인장 강도를 갖는 나노섬유 번들을 생성할 수 있게 합니다. 또한, 그림 7은 표면 거칠기의 증가를 관찰할 수 있는 나노섬유 다발을 보다 자세히 보여줍니다. 이것은 일반적으로 매끄러운 표면을 가진 기존의 합성 섬유와 비교할 때 매트릭스에 더 나은 기계적 고정을 허용하기 때문에 이러한 섬유를 복합 재료 보강재로 사용하려는 경우 중요합니다. 또한 이러한 섬유는 부피 대 부피 비율이 높고 종횡비가 높기 때문에 의류, 필터 및 나노복합체 설계에 응용할 수 있습니다[21].
<사진>
PA 6/66 나노섬유 다발 표면의 SEM 이미지
최적 조건 나노섬유 번들의 DSC 열 분석
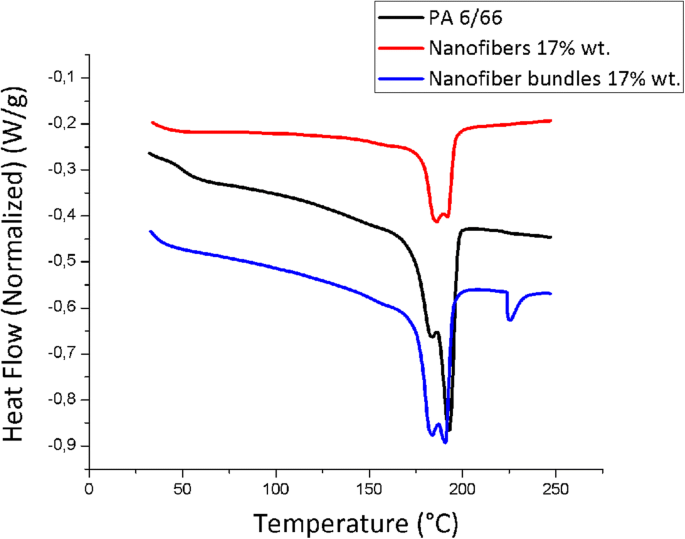
17% 농도의 최적 조건에서 물질이 펠렛 형태로 나노섬유로 변하여 최종적으로 나노섬유 다발로 변하기 때문에 각 변태단계에 대해 열분석을 수행하였다. 그림 8은 각 단계별 DSC를 통해 얻은 열량측정 테스트 결과를 보여줍니다.
<사진>
DSC를 통해 얻은 최적 조건 나노섬유 다발 서모그램 결과
이러한 온도 기록을 기반으로 우리는 유리 전이 온도(Tg ), 용융 온도(Tm ), 융해열(ΔHm ) 및 결정화도(X) ㄷ ). 이러한 결과는 표 1에서 확인할 수 있습니다.
T에서 관찰할 수 있습니다. g 17% 농도의 나노섬유가 같은 농도의 나노섬유 다발에 비해 분자간 이동도가 더 높다는 결과가 나왔다. 후자는 증가된 분자 이동도가 자유 부피라고 하는 고분자 사슬 공간의 증가로 인해 발생하여 이들 사이의 상호 작용이 감소하기 때문에 설명됩니다. 이러한 방식으로 더 큰 이동성을 가진 사슬은 유리질 고체에서 고무질로의 전환을 위해 더 낮은 온도가 필요하므로 더 낮은 Tg 가치.
용융 온도 값은 정렬된 구조(결정체)를 중합체로 용융시키는 데 필요한 온도와 관련되며, 그 변화는 결정 크기와 관련이 있습니다. 17% 농도의 나노섬유가 동일한 농도의 PA 및 나노섬유 다발에 비해 용융 온도에서 가장 낮은 값을 나타냄을 알 수 있다. 이것은 기본적인 전기방사 공정과 전기방사 졸-겔이 펠릿과 관련하여 고분자의 결정질 영역의 양을 감소시켜 피브릴 구조로 변하게 하고[22], 방사 및 적용된 연신 비율을 통해 고분자 사슬을 배향시킨다는 것을 나타냅니다. 나노섬유에 비해 44.71%에서 나노섬유 다발의 결정화도 회복을 보였다. 마지막으로 융합 엔탈피는 분석된 고분자의 결정화도 양을 나타내며[23], 그 값은 결정 구조 융합에 필요한 에너지와 관련이 있습니다. 이것은 17% 농도의 나노섬유가 나노섬유 번들과 PA 6/66 펠릿의 결정 구조보다 용융에 더 적은 에너지를 요구한다는 것을 증명합니다.
결론
6/66 폴리아미드 전기방사 졸-겔 공정은 17% 중량 농도에 비해 생산성(1.39 ± 0.15mg/min), 연신비(9.0 ± 1.2) 및 인장 강도(29.64 ± 7.40 MPa)에서 상당한 증가를 보였습니다. 다른 2개의 시험된 농도(12% wt. 및 22% wt.)로. 이 통계적으로 최적화된 공정 조건을 통해 안정적이고 연속적인 공정에서 균일한 PA 6/66 나노섬유 번들을 얻을 수 있었습니다.