수직으로 정렬된 탄소 나노튜브 어레이(VACNT)는 열 인터페이스 재료(TIM)와 같은 다양한 응용 분야에서 큰 잠재력을 보여줍니다. 열적으로 산화된 SiO2 외에 , ALD(원자층 증착)는 Al2와 같은 촉매 증착 전에 산화물 버퍼층을 합성하는 데도 사용되었습니다. O3 , TiO2 및 ZnO. VACNT의 성장은 일반적으로 촉매가 기판으로 확산되는 것을 방지하는 다양한 산화물 완충층에 크게 의존하는 것으로 밝혀졌습니다. 그 중 Al2에서 가장 두껍고 밀도가 높은 VACNT를 얻을 수 있습니다. O3 , 탄소 나노튜브는 대부분 삼중벽이었다. 게다가 증착 온도는 Al2에서 VACNT의 성장에 매우 중요했습니다. O3 , 그리고 그들의 성장 속도는 650 °C 이상에서 분명히 감소했는데, 이는 촉매 나노 입자의 Ostwald 숙성 또는 촉매의 표면 아래 확산과 관련이 있을 수 있습니다. 또한, VACNTs/graphene 복합 필름을 열 인터페이스 재료로 준비했습니다. VACNT와 그래핀은 각각 효과적인 수직 및 횡 열 전달 경로로 입증되었습니다.
<섹션 데이터-제목="배경">
배경
수직으로 정렬된 탄소 나노튜브 어레이(VACNT)는 다양한 뛰어난 성능을 가지며 다양한 응용 분야에서 큰 잠재력을 보여줍니다. 축 방향 열전도율이 높기 때문에 많은 VACNT 기반 열 인터페이스 재료(TIM)가 열 포장 응용 분야를 위해 개발되었습니다[1,2,3,4,5,6,7]. 다양한 기판에 고품질의 VACNT를 합성하기 위해 화학 기상 증착(CVD)이 일반적으로 사용되며, Fe와 같은 촉매를 증착하기 전에 버퍼층을 기판에 증착해야 합니다. 일반적으로 버퍼층은 촉매가 기질로 확산되는 것을 방지하기 위해 사용되기 때문에 서로 다른 기질에 고품질 버퍼층을 구현하는 것도 매우 중요합니다.
ALD(Atomic Layer Deposition)는 복잡한 비평면 기판에서 핀홀이 없고 조밀하며 등각 필름을 달성할 수 있는 자체 제한적인 동작을 가지고 있습니다[8]. 최근에 많은 연구자들이 VACNT의 성장을 위한 버퍼층을 증착하기 위해 이것을 사용했습니다[9,10,11]. Amamaet al. ALD Al을 버퍼층으로 사용하여 VACNT의 water-assisted CVD를 보고했습니다[9]. Quinton et al. Fe를 촉매로 사용하는 VACNT의 부유 촉매 CVD를 보고했습니다. 그들은 VACNT가 ALD Al2에서 더 빠른 핵 생성 속도와 더 균일한 튜브 직경을 가짐을 발견했습니다. O3 버퍼 층, SiO2와 비교 [10]. 열 및 마이크로파 플라즈마 SiO2와 비교 , ALD SiO2에서 성장한 VACNT 가장 빠른 핵형성 속도를 보였다[10]. Yang et al. ALD Al2을 사용하여 비평면 기판에서 VACNT를 합성할 수 있다고 보고했습니다. O3 버퍼 레이어로 Fe2 O3 촉매로 각각 [11]. 평면 표면과 비교하여 비평면 표면은 비표면적을 크게 증가시킬 수 있으며 이는 VACNT의 준비 및 추가 적용에 매우 유용할 것입니다[12,13,14]. VACNT의 성장을 위해 일부 ALD 산화물 버퍼층이 합성되었지만 CVD 공정에서 그 역할은 여전히 명확하지 않습니다.
이 연구에서 우리는 CVD를 사용하여 ALD Al2를 포함한 다양한 버퍼 층으로 VACNT를 준비했습니다. O3 , ALD TiO2 , ALD ZnO 및 열적으로 산화된 SiO2 . VACNT의 성장에 대한 다양한 산화물 층과 증착 온도의 영향을 분석했습니다. 또한 VACNT/그래핀 복합 필름도 열 인터페이스 재료로 개발되었으며 VACNT는 추가 수직 열전달 경로로 사용되었습니다.
방법
알2 O3 , ZnO 및 TiO2 박막은 ALD 및 SiO2에 의해 Si 기판에 증착되었습니다. 열산화에 의해 Si 기판에 형성되었다. 트리메틸알루미늄(TMA), 테트라키스(디메틸아미노)티타늄(TDMAT) 및 디에틸아연(DEZ)은 Al2의 ALD에 대한 전구체로 사용되었습니다. O3 , TiO2 , 및 ZnO 필름. 모두 H2 O는 산소 공급원으로 사용되었으며 증착 온도는 200 °C로 설정되었습니다. Al2의 두께 O3 , ZnO 및 TiO2 및 SiO2 필름은 20 nm였다. 1나노미터 두께의 Fe 필름은 모두 전자빔(EB) 증발에 의해 증착되었으며 촉매로 사용되었습니다. CVD 방법은 상용 CVD 시스템(AIXRON Black Magic II)을 기반으로 VACNT를 합성하기 위해 적용되었습니다. VACNT의 성장 전에 촉매는 수소(H2 ) 600 °C에서 대기. 주기는 3 min이고 H2의 유량은 700sccm로 설정했습니다. 그 후, 아세틸렌(C2 H2 ) 및 H2 챔버에 도입한 다음 VACNT를 준비했습니다. C2의 유량 H2 및 H2 각각 100과 700 sccm이었다. 증착 온도는 550°C에서 700°C로 변경하였고, 주기는 30분으로 고정하였다.
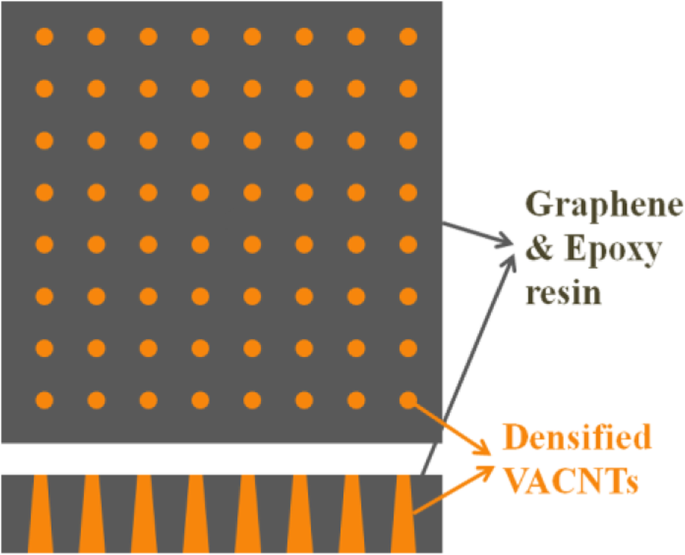
Al2에서 VACNT의 성장 후 O3 , VACNTs/graphene 복합 필름도 열 인터페이스 재료로 준비되었습니다. 에폭시 수지, 경화제 및 희석제는 Sigma-Aldrich Trading 및 Tokyo Chemical Industrial Co., Ltd.에서 구입했습니다. 다층 그래핀은 Nanjing Xianfeng Nanomaterials Technology Co., Ltd.에서 구입했습니다. 복합 필름 제조를 위해 촉매는 다음과 같습니다. 먼저 리소그래피 기계(URE-2000S/A)를 사용하여 패터닝합니다. 패턴의 크기는 500 μm, 패턴간 거리는 150 μm로 하였다. 둘째, VACNT는 650°C에서 CVD에 의해 증착되었으며 성장 기간은 30분이었습니다. 셋째, VACNT는 아세톤 증기에 의해 조밀화되었으며 주기는 20 s였다. 넷째, 그래핀, 에폭시 수지, 경화제 및 희석제를 매트릭스로 혼합하고 그래핀의 양은 10 wt.%로 고정하였다. 그 후, VACNT를 매트릭스에 담그고 120°C에서 1시간 동안 진공 오븐에서 경화시킨 다음 150°C에서 1시간 동안 경화시켰다. 마지막으로 준비된 복합필름을 약 300 μm의 두께로 연마하였으며, 그림 1과 같이 VACNT의 끝부분이 양면에서 돌출되어야 한다.
<그림>
VACNT/그래핀 복합 필름의 개략도
VACNT와 복합막의 형태는 전계방출 주사전자현미경(FESEM, Merlin Compact)과 투과전자현미경(TEM, Tecnai G2 F20 S-TWIN)으로 분석하였다. VACNT의 라만 스펙트럼은 632.8 nm의 레이저 여기 파장을 사용하여 inVia Reflex에 의해 기록되었습니다. 열확산율(α ) 및 복합 필름의 비열용량(Cp)은 각각 레이저 플래시 열분석기(Netzach LFA 467)와 시차주사열량계(DSC, Mettler Toledo DSC1)로 측정되었습니다. 그 후, 열전도율은 식에 따라 계산될 수 있습니다. 1:
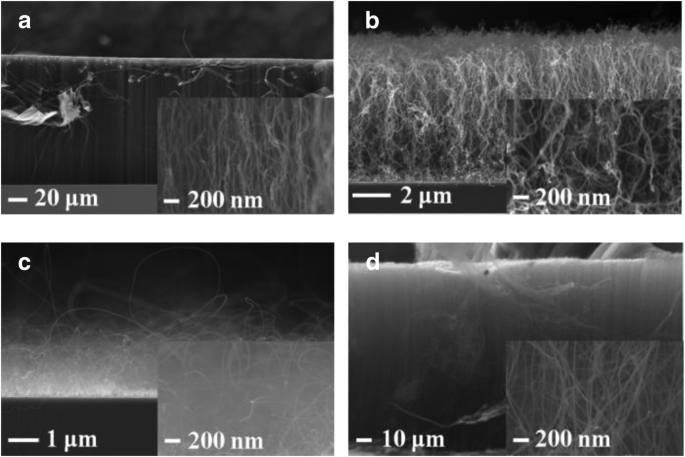
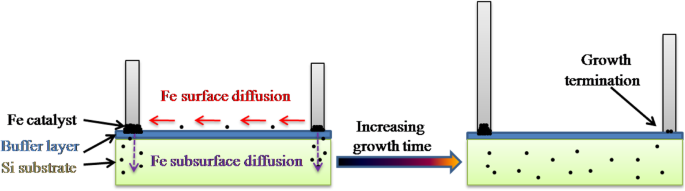
그림 2a-d는 650°C에서 다른 산화물 버퍼층에서 성장한 VACNT의 단면 SEM 이미지를 보여줍니다. VACNT가 Al2에서 성공적으로 준비되었습니다. O3 , TiO2 및 SiO2 , 도 2a, b, d에 도시된 바와 같이. 그 중 VACNT는 Al2에서 가장 두꺼웠습니다. O3 이는 촉매 나노 입자의 수명이 성장 기간 동안 가장 길었음을 나타냅니다. 촉매 나노입자의 수명은 기본적으로 탄소나노튜브를 성장시키는 촉매 기능을 상실한 후의 시간을 나타내며, 이는 VACNT의 두께에서 유추할 수 있다[9]. 이와 달리 상대적으로 얇은 VACNT가 SiO2에 증착되었습니다. 및 TiO2 이는 촉매 나노입자의 상대적으로 심각한 Ostwald 숙성 또는 Fe의 표면 아래 확산으로 인해 발생할 수 있습니다[15, 16]. 그림 3과 같이 Ostwald 숙성은 큰 나노입자의 크기가 증가하는 반면 변형 에너지가 큰 작은 나노입자는 크기가 줄어들고 결국 원자 표면 확산을 통해 사라지는 현상이다[17]. 촉매 나노 입자가 사라지거나 너무 많은 촉매가 손실되면 탄소 나노 튜브에서 자라는 탄소 나노 튜브가 멈 춥니 다 [17]. 게다가, 버퍼층이나 기질로의 Fe의 표면 아래 확산은 탄소 나노튜브를 성장시키는 촉매로부터 질량 손실을 일으켜 결국 성장을 중단시킬 수 있습니다[16]. 그림 2 a, b, d에서 VACNT의 밀도가 Al2에서 가장 높았음을 알 수 있습니다. O3 , TiO2에서 가장 낮음 . 일반적으로 CVD 샘플에서 볼 수 있는 모든 marginal alignment는 크라우딩 효과(crowding effect)로 인한 것이며 탄소 나노튜브는 van der Waals 인력에 의해 서로 지지됩니다[18]. 따라서 VACNT의 밀도가 상당히 중요하다는 것을 의미하며 일반적으로 밀도가 높을수록 VACNT의 수직 정렬이 더 좋아지며 이는 그림 2a, b, d에서 확인되었습니다. 게다가, 그림 2c는 ZnO에서 성장된 VACNT가 거의 없음을 보여주며, 이는 다른 것들에 비해 훨씬 더 심각한 촉매 나노입자의 Ostwald 숙성과 Fe의 표면 아래 확산에 의해 야기될 수 있음을 보여줍니다[15, 16].
<그림>
650°C에서 다양한 산화물 완충층에서 성장한 VACNT의 단면 SEM 이미지:a 알2 O3 , b TiO2 , ㄷ ZnO 및 d SiO2
<사진>
VACNT의 성장 기간 동안 Fe 촉매의 Ostwald 숙성 및 표면 아래 확산의 개략도
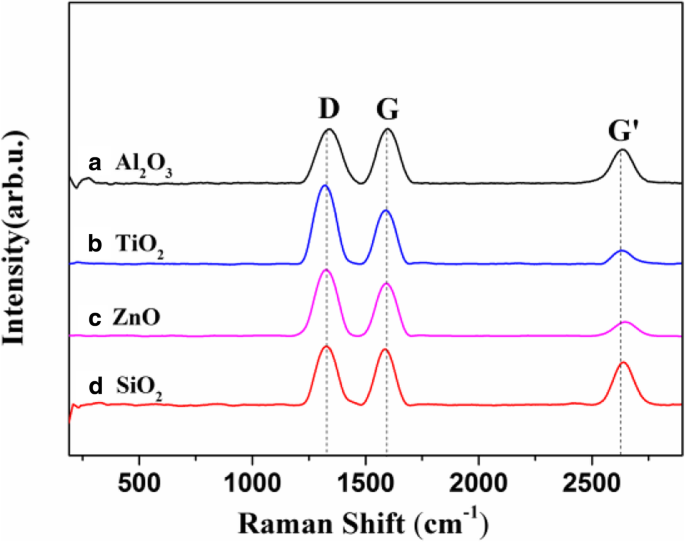
그림 4 a-d는 Al2에서 성장한 VACNT의 라만 스펙트럼을 보여줍니다. O3 , TiO2 , ZnO 및 SiO2 . 일반적으로 D, G 및 G' 밴드는 약 1360 cm
−1
입니다. , 1580 cm
−1
및 2700 cm
−1
, 각각 [19, 20]. 다른 산화물 버퍼 층의 경우 I의 비율 디 그리고 나G 1에 가깝거나 큰 것으로 계산되었으며 200 cm
−1
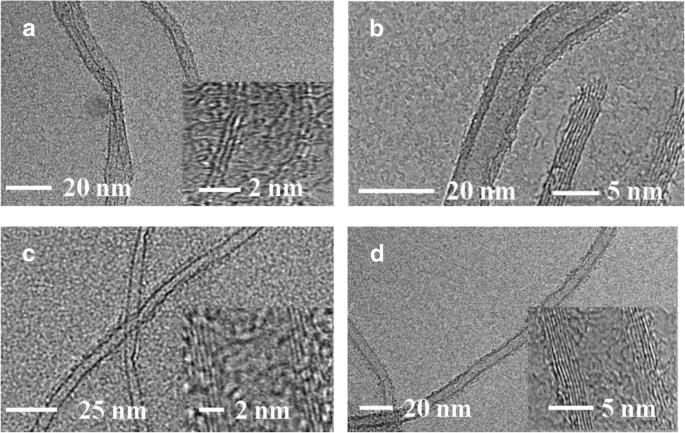
부근에서 방사상 호흡 모드(RBM)도 없었습니다. . 준비된 모든 VACNT가 Al2에 다중벽임을 나타냅니다. O3 , TiO2 , ZnO 및 SiO2 . 그림 5a-d는 TEM으로 분석한 다양한 산화물 완충층에서 VACNT의 형태를 보여줍니다. VACNT는 모두 다중벽으로 되어 있어 라만 분석 결과와 일치했습니다. VACNT는 Al2에서 대부분 삼중벽이었습니다. O3 , 그러나 TiO2에 4개 이상의 벽 , ZnO 및 SiO2 .
<그림>
650°C에서 다양한 버퍼 층에서 성장한 VACNT의 라만 스펙트럼:a 알2 O3 , b TiO2 , ㄷ ZnO 및 d SiO2 . 스펙트럼은 비교를 용이하게 하기 위해 G 밴드의 강도로 정규화되었습니다.
<그림>
다른 버퍼 층에서 성장한 VACNT의 TEM 이미지:a 알2 O3 , b TiO2 , ㄷ ZnO 및 d SiO2
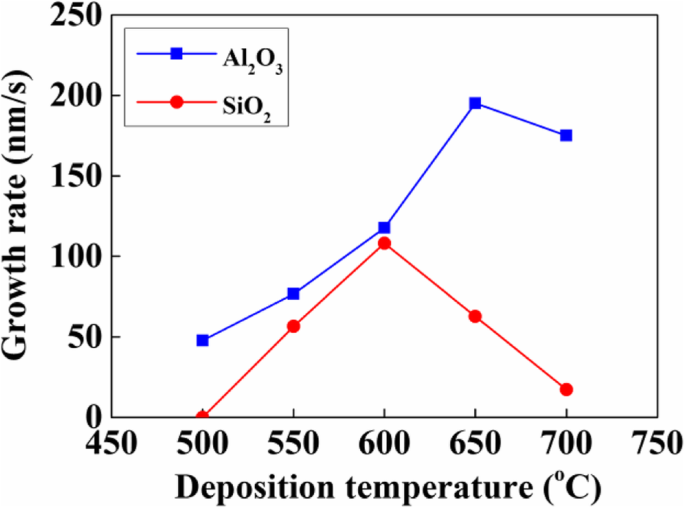
그림 6은 Al2의 증착 온도에 따른 VACNT 변화의 성장률을 보여줍니다. O3 및 SiO2 . 온도가 상승하면 VACNT의 성장률이 먼저 상승한 다음 둘 다에서 감소했습니다. 이는 촉매 나노입자의 심각한 Ostwald 숙성 또는 Fe의 표면 아래 확산과 관련이 있을 수 있으며, 이는 촉매 나노입자의 수명과 VACNT의 성장률을 크게 감소시켰습니다[15, 16]. 600°C 이상에서 VACNT의 성장률은 여전히 Al2에서 증가했습니다. O3 , 그러나 SiO2에서 감소 . Al2 상의 촉매 나노입자의 수명이 O3 SiO2보다 길었습니다. . 증착 온도가 500°C 미만일 때 Al2에 명백한 VACNT가 있었습니다. O3 그러나 SiO2에는 VACNT가 없습니다. , 이는 VACNT의 핵 생성 및 초기 성장이 Al2에서 보다 쉽게 달성되었음을 의미합니다. O3 , SiO2와 비교 . Al2에서 VACNT의 핵 생성 및 초기 성장을 위한 활성화 에너지가 O3 SiO2보다 훨씬 낮았습니다. . 일반적으로 각 촉매 나노입자는 최대 하나의 탄소나노튜브를 생성할 수 있지만 모든 촉매 나노입자가 탄소나노튜브를 생성할 수 있는 것은 아닙니다. 따라서 SiO2에 비해 , Al2에서 VACNT의 더 낮은 활성화 에너지 O3 밀도가 더 높을 수 있으며 이는 그림 2a 및 d에서 확인할 수 있습니다.
<그림>
Al2의 증착 온도에 따른 VACNT 변화의 성장률 O3 및 SiO2 버퍼 레이어
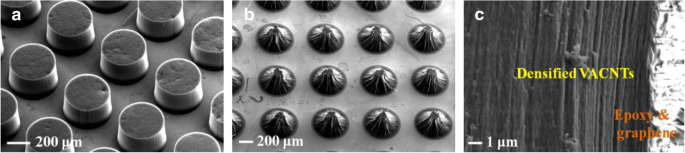
그림 7a는 Al2에 패턴화된 촉매가 있는 VACNT의 형태를 보여줍니다. O3 . 일반적으로 그림 2a와 같이 공기로 채워진 VACNT 내부에는 여전히 많은 틈이 있었습니다. 그러나 공기의 열전도율은 0.023 Wm
−1
에 불과했습니다. K
−1
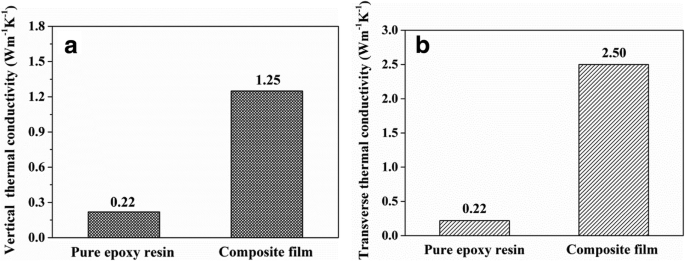
실온에서 VACNT를 제거하려면 밀도를 높여야 합니다. 그림 7b에서 VACNT의 명백한 조밀화가 아세톤 증기로 달성되었음을 알 수 있습니다. 그림 7c는 VACNT/그래핀 복합 필름의 단면 이미지를 보여줍니다. VACNT와 그래핀은 추가적인 수직 및 횡단 열전달 경로로 사용되었습니다. 그림 8 a 및 b는 복합 필름의 수직 및 횡단 열전도율을 보여주며, 약 1.25 및 2.50 Wm
-1
으로 측정되었습니다. K
−1
, 각각. 순수 에폭시 수지와 비교하여 수직 및 횡단 열전도율이 분명히 향상되었습니다. 복합 필름의 VACNT와 그래핀이 각각 효과적인 수직 및 횡 열 전달 경로를 제공함을 확인했습니다.
<그림>
아 패턴화된 촉매가 있는 VACNT의 SEM 이미지. ㄴ 고밀도화 후 VACNT의 SEM 이미지. ㄷ VACNT/그래핀 복합 필름의 단면 SEM 이미지
<그림>
VACNT/그래핀 복합 필름의 열적 특성:a 수직 열전도율 및 b 가로 열전도율
결론
VACNT의 성장은 ALD Al2와 같은 다양한 산화물 완충층에서 분석되었습니다. O3 , ALD TiO2 , ALD ZnO 및 열적으로 산화된 SiO2 . 그 중 VACNT는 Al2에서 가장 두껍고 밀도가 높습니다. O3 이는 촉매 나노 입자의 수명이 가장 길었고 VACNT의 수직 정렬이 가장 우수함을 나타냅니다. 게다가, VACNT는 Al2에서 다층으로 발견되었습니다. O3 , 증착 온도는 VACNT의 성장에 매우 중요했습니다. SiO2와 비교 , VACNT의 핵 생성 및 초기 성장은 Al2에서 더 쉽게 달성되었습니다. O3 , 그 결과 더 높은 밀도의 VACNT가 생성되었습니다. Al2에서 VACNT의 성장 후 O3 , 그들은 그래핀과 에폭시 수지와 함께 복합 필름을 제조하는 데 사용되었습니다. 순수 에폭시 수지에 비해 복합 필름의 수직 및 횡단 열전도율이 크게 향상되었습니다.