기계적 절단의 궁극적인 목적은 최소 칩 두께를 단일 원자층으로 줄이는 것입니다. 이 연구에서는 일련의 분자 역학 분석을 통해 단결정 구리의 절단 기반 단일 원자층 제거 메커니즘을 조사합니다. 연구 결과에 따르면 절삭 깊이가 원자 규모로 감소할 때 둥근 모서리 도구를 사용한 기계적 절삭에 의해 최소 칩 두께가 단일 원자층까지 감소할 수 있다고 보고했습니다. 절단 기반 단일 원자층 제거 중 재료 제거 거동은 전단 응력 구동 전위 운동에 의한 칩 형성, 가공 표면의 탄성 변형, 원자 크기 효과 및 절삭 날 반경 효과를 포함하는 4가지 특성을 나타냅니다. 이러한 이해를 바탕으로, 나노 절단 및 기존 절단과 상당히 다른 절단 기반 단일 원자층 제거 공정에서 재료 제거 거동을 연구하기 위해 새로운 절단 모델이 제안되었습니다. 그 결과는 원자 및 원자에 가까운 규모의 제조 기술 연구 및 개발을 위한 이론적 지원을 제공합니다.
소개
가장 중요한 절삭 가공 방법 중 하나인 기계적 절단은 표면 조도 품질이 높은 부품을 생산하는 데 적용되었습니다[1, 2]. 기본 나노 절단 이론을 확립하고 강화하기 위해 나노 스케일에서 기초 물질 제거 메커니즘을 명확히하기 위해 많은 이론 및 실험 연구가 수행되었습니다 [3,4,5,6]. 연구 결과는 학계와 산업계의 나노미터 절단 응용에 크게 기여하여 복잡한 형태와 나노미터 표면 마감 품질을 요구하는 고성능 부품 제조를 가능하게 합니다[7, 8]. 그러나 원자 및 근접 원자 규모(ACS) 절단에서 재료 제거 메커니즘에 대한 보고는 아직 없으며, 차세대 제조 기술인 원자 및 근접 원자 규모 제조 개발의 진행을 심각하게 제한하고 있습니다. ACSM), 즉 제조 III [9]. 또한, 원자 규모 장치의 점진적인 개발은 ACSM을 달성하기 위한 다양한 가공 공정에 대한 요구도 강조했습니다[10].
기존의 거시적 규모의 절삭에서 절삭 깊이는 절삭날 반경보다 훨씬 큽니다. 여기서 절삭은 재료 전단에 의한 칩 형성에 의해 실현됩니다[11,12,13]. 마이크로/나노 절삭에서 절삭 깊이가 공구 인선 반경과 비슷하거나 낮기 때문에 절삭 깊이가 나노 스케일까지 감소하면서 점차적으로 압출의 칩 형성이 지배적이며, 이는 절삭 인선 반경 효과에 크게 영향을 받는다[14,15,16 ,17,18,19]. ACS 절단에서는 절단 깊이가 원자에 가까운 규모로 더욱 감소하고 심지어는 절삭날 반경보다 훨씬 낮은 원자 규모까지 감소함에 따라 모서리 반경 효과는 필연적으로 재료 제거 거동에 영향을 미칠 것입니다.
또한, 기존의 절단 및 마이크로/나노 절단과 달리 ACS 절단에서는 절단 깊이가 절삭날 반경보다 현저히 낮을 뿐만 아니라 공작물 원자의 반경과 비슷하거나 더 낮습니다. 실제 재료 제거 거동은 절삭 깊이 대 공작물 원자 반경의 다른 비율에서 변경되며, 이는 하나의 새로운 크기 효과, 즉 원자 크기 효과로 인식됩니다[20]. 따라서 ACS 절단에서는 첨단 반경 효과와 원자 크기 효과를 모두 고려해야 합니다. 그러나 ACS 절단 기술 연구에서 이 매우 중요한 문제에 대한 보고는 없습니다.
이러한 이유로 본 연구에서는 MD(molecular dynamics) 모델링을 사용하여 절단 기반 단일 원자층 제거 메커니즘에 대한 원자 크기 효과 및 모서리 반경 효과를 조사합니다.
이 문서는 다음 섹션으로 구성되어 있습니다. 섹션 2에서는 모델링 및 프로토콜, 적합한 잠재적 기능을 포함하여 사용된 방법론을 소개합니다. 3장에서는 분석 결과와 관련 논의를 제시한다. 4장에서는 첨단 효과와 원자 사이징 효과의 결합된 영향 하에서 상세한 절단 기반 단일 원자층 제거 메커니즘에 대해 설명합니다. 연구 결과는 섹션 5에서 결론지었습니다.
방법론
시뮬레이션 모델 및 프로토콜
절단 깊이가 원자 또는 원자에 가까운 규모로 감소함에 따라 실제로 재료 제거 프로세스를 경험적으로 관찰하기가 어렵습니다. 이 연구에서는 절삭 기반 단일 원자층 제거 메커니즘을 분석하기 위해 일련의 MD 시뮬레이션을 수행하여 공작물 원자 크기 조정 효과와 첨단 반경 효과에 중점을 둡니다.
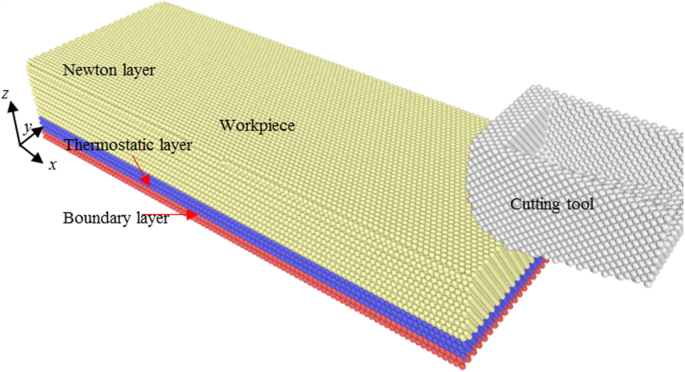
그림 1은 단결정 구리 공작물과 다이아몬드 절단 도구로 구성된 다이아몬드 구리 절단 모델의 원자 구성에 대한 스냅샷을 보여줍니다. 시뮬레이션은 단결정 구리의 (111) 평면에서 수행됩니다. x의 공작물 치수 -[1 -1 0], y -[1 1 -2] 및 z -[1 1 1] 방향은 각각 27, 10 및 5 nm입니다. MD 시뮬레이션 동안 공작물 원자는 그림 1과 같이 각각 경계층 원자, 항온층 원자, 뉴턴층 원자로 나뉩니다. 공작물 하단의 두 레이어 즉 경계층은 고정된 상태로 유지됩니다. MD 시뮬레이션을 통해 공작물의 가능한 절단 유도 위치 변환을 제거합니다. 경계층에 인접한 3개의 원자층은 온도 조절 장치 층 원자입니다. 온도 조절 층의 온도는 속도 재조정 방법에 의해 298 K로 유지됩니다. 나머지 공작물 원자는 뉴턴 층에 속합니다. 현재 시뮬레이션에서 절삭 공구의 경사각과 여유각은 0°와 12°입니다. 자세한 모델 파라미터는 Table 1에 정리되어 있다. ACS 절단은 더 낮은 절단 속도에서 수행하는 것이 바람직하므로 절단 속도와 계산 시간의 영향을 고려하여 [-1 1 0] 방향을 따라 25 m/s의 절단 속도를 사용한다. 비용.
<그림>
다이아몬드 커팅 모델에 대한 시뮬레이션 모델
잠재적 기능
구리-다이아몬드 절단 시스템은 주로 두 가지 유형의 원자, 즉 구리 및 다이아몬드 원자를 포함합니다. MD 시뮬레이션에서는 시뮬레이션 결과의 계산 정확도를 보장하기 위해 원자 간 상호 작용을 정확하게 설명해야 합니다. 따라서 잠재적 기능을 합리적으로 선택하는 것이 매우 중요합니다. 이 연구에서는 구리 원자 사이의 원자간 상호작용을 설명하기 위해 자주 사용되는 EAM(embedded atom method) 전위 함수를 채택했습니다[21]. 모스 함수는 주로 r에 따라 구리 원자와 다이아몬드 원자(Cu-C) 간의 상호 작용을 계산하는 데 적용됩니다.
여기서 E 그리고 디0 쌍 위치 에너지 및 응집 에너지 참조, α 상수를 나타냅니다. r0 는 평형 거리이고 r 는 두 원자 사이의 거리입니다. Cu-C 상호작용의 경우 D0 0.087ev, r0 는 0.205 nm[22]이고 α 51.40 nm
−1
입니다. . 절삭 공구(C-C)의 탄소 원자 간의 상호 작용의 경우 구리 원자보다 훨씬 강한 다이아몬드 원자 간의 결합 강도는 무시할 수 있습니다. 절삭 공구는 분석 중에 강성으로 간주됩니다.
절단 깊이의 정의
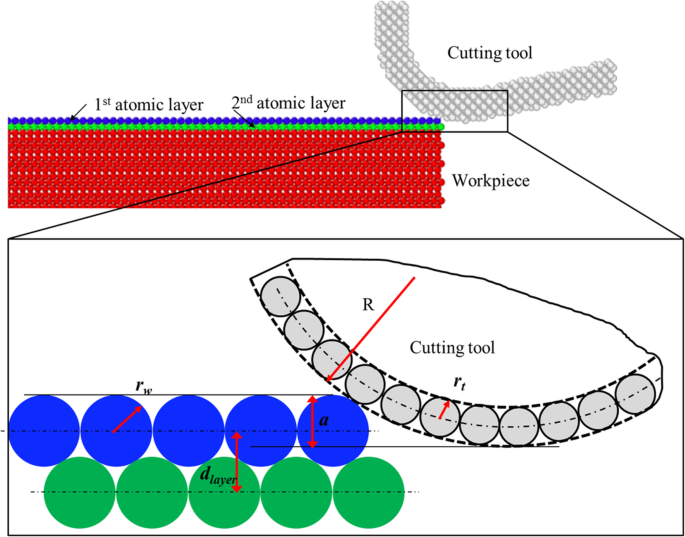
절단 깊이(a )은 피삭재 표면의 최상점과 절삭공구의 최하점 사이의 거리로 정의된다. 공작물 원자의 크기는 일반적으로 원자 반경(r와). 그림 2와 같이 가공물 표면에서 맨 위의 첫 번째 원자층이 제거되는 것을 목표로 할 때 이론적으로 사용된 최대 절삭 깊이는 다음과 같이 얻을 수 있습니다.
여기, d레이어 공작물 표면에서 가장 인접한 원자층 사이의 간격 거리를 나타냅니다. 이 연구에서 모든 분석은 단결정 구리 공작물의 (111) 표면을 기반으로 합니다. 따라서 r와 식에서 (2) 구리 원자의 반지름, 즉 1.28 Å을 나타냅니다. d레이어 2.087 Å입니다. a일 때 a보다 큽니다. 최대 , 절삭 공구의 가장 낮은 지점이 두 번째 원자 층과 직접 접촉하여 재료 변형 및 제거를 유발할 수 있습니다. 따라서 본 연구에서 사용된 절삭 깊이는 a보다 작습니다. 최대 (2.32 Å).
연구 결과에 따르면 a 비율의 다양한 조합에서 근본적인 절단 기반 단일 원자층 제거 메커니즘이 크게 변경됩니다. R에게 그리고 ar에게 와.
결과 및 토론
MD 결과에 따르면 원자 사이징 효과와 첨단 반경 효과는 모두 절삭 기반 단일 원자층 제거 공정에 큰 영향을 미쳤다. 다음 섹션에서는 원자 크기 조정 효과와 공구 모서리 반경 효과를 명확하게 설명하기 위해 절삭 깊이 비율(a ) 공작물 원자 반경(r) 와 ), a/r와 , 절단 깊이(a ) 에지 반경(R) ), a/r , 고용되어 있습니다. 분석 결과는 칩 형성, 표면 생성, 표면 아래 변형 및 원자 변위 거동의 측면에서 체계적으로 연구됩니다. 이 발견은 절단 기반 단일 원자층 제거 메커니즘의 일반적인 특성에 대한 자세한 통찰력을 제공합니다.
칩 형성
분석 결과에 따르면 공작물 원자 크기 조정 효과[20]로 인해 절삭 깊이 비율(a ) 공작물 원자 반경(r) 와 ), 즉 임계값 1(C1 ) 및 임계값 2(C2 ) 칩 형성 동작을 다른 경우로 나눴습니다.
아.
a/r의 비율 와 임계값 1보다 작음(C1 ).
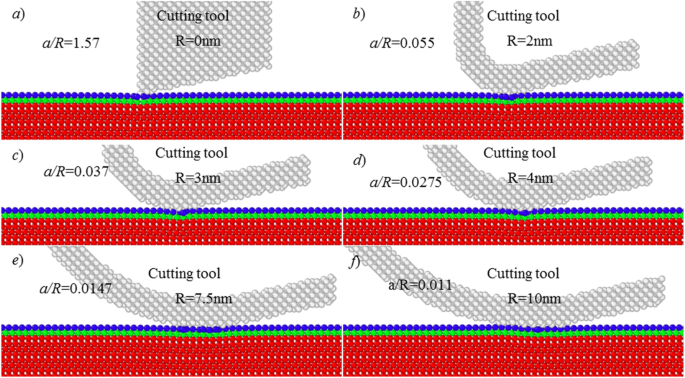
그림 3은 약 1.1 Å의 절삭 깊이에서 다양한 공구 모서리 반경에서 MD 시뮬레이션 결과를 보여줍니다. 여기서 절삭 깊이의 비율(a ) 공작물 원자 반경(r) 와 )은 0.781입니다.
<그림>
절삭 깊이 1.1 Å
에서의 시뮬레이션 결과
절삭날 반경의 증가에도 불구하고 가공된 Cu(111) 각 면에 탄성변형이 발생한다. 절단 과정에서 칩 형성 및 재료 제거가 없습니다. 연구에 따르면 Cu(111) 표면에서 재료를 제거하려면 절단 깊이가 약 1.1 Å보다 커야 합니다.
나.
a/r의 비율 와 C1보다 크지만 임계값 2보다 작음(C2 ).
절삭 깊이가 약 1.1 Å 이상인 경우, 즉 a/r의 비율 와 0.781보다 크면 공작물 표면에서 재료 제거가 발생합니다. 그림 4와 같이 가공물 표면에서 재료의 일부가 제거되지만 최상층의 첫 번째 레이어 내의 더 많은 수의 원자가 새로운 처리된 표면에 남아 표면 결함을 형성합니다. 또한 모서리 반경이 7.5 nm로 증가함에 따라 a/R의 비율이 0.019입니다. 이 경우 그림 4e와 같이 첫 번째 원자층에 있는 원자의 일부가 두 번째 층과 세 번째 원자층으로 눌러져 있는데 이는 절삭공구의 압출 작용에 의한 것으로 여겨진다. 또한 도구 모서리 반경 효과가 재료 제거 프로세스에 영향을 미치기 시작하지만 지속적인 재료 제거를 얻을 수는 없음을 나타냅니다.
다.
a/r의 비율 와 C2보다 큽니다. .
<그림>
절삭 깊이 1.4 Å
에서의 시뮬레이션 결과
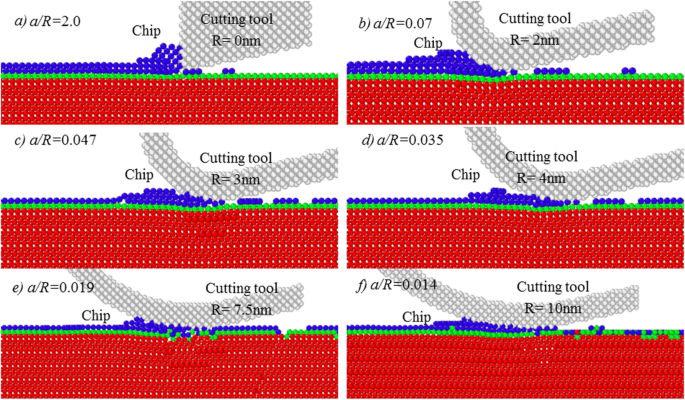
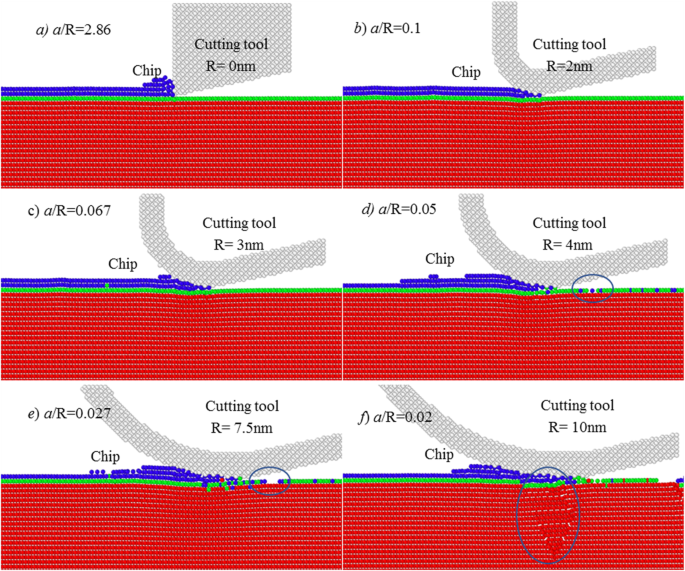
그림 5는 약 2 Å의 절삭 깊이에서 칩 형성을 보여줍니다. 여기서 a/r의 비율은 와 =2 Å/1.28 Å =1.563. 그림 3과 비교하여 절단 깊이가 2 Å로 증가함에 따라 칩 형성에 의해 목표로 하는 원자층 내의 원자가 지속적이고 안정적으로 제거될 수 있었다. 이는 절삭 깊이가 단결정 구리의 최소 칩 두께보다 큼을 나타내며, 최소 칩 두께는 절삭 깊이가 약 2 Å인 단일 원자층까지 내려갈 수 있음을 나타냅니다. 절단 후 첫 번째 원자층 내의 재료가 공작물 표면에서 완전히 제거되었습니다.
<사진>
절단 깊이 =2 Å
에서의 ACS 절단 시뮬레이션 결과
그러나 a/R의 비율이 증가함에 따라 Fig. 5에서도 알 수 있다. , 첫 번째 원자 층의 원자는 분명히 다른 제거 프로세스, 특히 처리된 표면의 절단 유도 변형을 거칩니다. 2 Å의 절삭깊이에서 날카로운 절삭공구 사용시, 즉 a/R의 비율 5.70이면 가공면에 약간의 변형만 발생합니다. 첨단 반경이 3 nm로 증가함에 따라 a/R의 비율이 0.134로 탄성변형의 진폭이 확연히 증가함을 알 수 있다.
그림 5d와 같이 도구 모서리 반경이 4 nm로 증가하면 목표로 하는 첫 번째 원자층 내의 많은 원자가 두 번째 원자층으로 눌러져 새로운 처리된 표면이 형성됩니다. 약 7.5 nm의 도구 가장자리 반경에서 첫 번째 레이어의 원자 일부가 세 번째 원자 레이어까지 확산됩니다. 도구 모서리 반경이 약 10 nm에 도달하면 명백한 탄성 및 소성 변형이 발생하며 이는 다음 섹션 3.3에서도 확인할 수 있습니다.
따라서 절단 기반 단일 원자층 제거는 a/r의 비율뿐만 아니라 와 , 그러나 또한 a/R의 비율 . 기계적 절단, 즉 원자 규모의 물질 제거에 의한 단일 원자층 제거를 달성하려면 마이크로/나노 절단 및 기존의 거시적 규모 절단과 크게 다른 원자 크기 효과와 첨단 반경 효과를 모두 고려해야 합니다.
표면 생성
절단 기반 원자층 제거의 한 가지 목적은 이상적인 결정 구조를 가진 결함 없는 처리된 표면을 얻는 것입니다. ACS 절단에서 표면 생성에 대한 공작물 원자 크기 효과가 최근에 연구되었습니다[20]. 본 연구에서는 ACS 절단에서 절삭날 반경이 표면 생성에 미치는 영향을 명확하게 나타내기 위해 새로 가공된 표면의 표면 지형과 표면 조성을 다음과 같이 연구하였다.
표면 지형
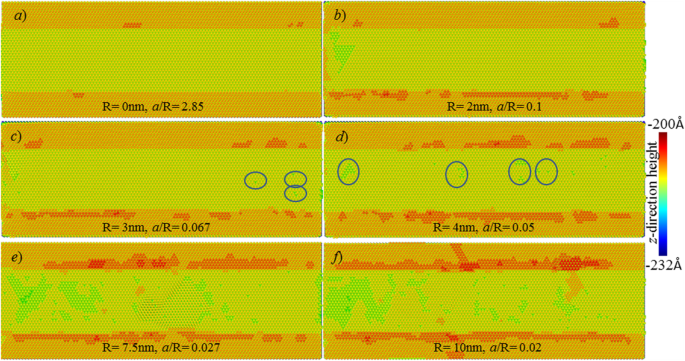
그림 6은 다른 모서리 반경에서 처리된 Cu(111) 표면의 표면 지형을 보여줍니다. 여기에서는 2 Å의 절단 깊이가 채택되었습니다. Fig. 6a, b에서 보듯이 Tool edge 반경이 3 nm보다 작을 때 이상적인 결정구조를 가진 Cu(111) 표면을 얻을 수 있다. 피삭재면 좌측의 불량은 공구의 절삭출구시의 변형에 의한 것입니다. 스테디 단계의 절단시 가공면에 표면결함이 생기지 않습니다.
<그림>
도구 모서리 반경이 표면 지형에 미치는 영향. 원자는 z 방향 높이에 따라 색상이 지정됩니다.
그러나 Tool edge 반경이 증가함에 따라 가공면에 점차적으로 많은 결함이 형성된다. 4 nm의 모서리 반경에서 가공된 표면에 많은 함몰형 결함이 형성됩니다(그림 6d 참조). 또한, Tool edge 반경이 5 nm 이상이면 표면 결함이 많이 형성되어 표면 품질이 심각하게 저하됩니다. 이러한 경우, 공작물 표면에서 두 개 이상의 원자 층이 제거되었습니다. 따라서 2 Å의 절삭깊이에서 tool edge 반경이 3 nm보다 작을 때 Cu(111) 표면에서 단일 원자층 제거가 달성될 수 있음을 결정할 수 있다. 절삭날 반경 효과로 인해 절삭 깊이 비율(a ) 에지 반경(R) )은 절단 기반 단일 원자층 제거를 통해 결함 없는 처리된 표면을 달성하기 위해 하나의 임계값보다 커야 합니다. 여기서 a/R 비율의 임계값은 [0.05, 0.067]입니다.
표면 구성
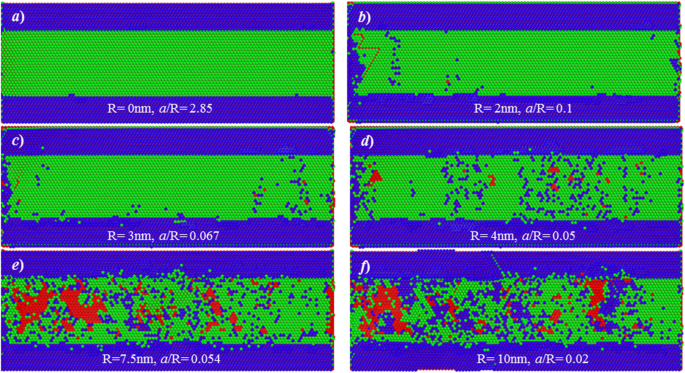
그림 7은 다양한 도구 모서리 반경과 2 Å의 절삭 깊이에서 처리된 표면의 구성을 보여줍니다. 여기서 녹색 및 파란색 원자는 첫 번째 및 두 번째 층의 원자이고 빨간색 원자는 두 번째 원자층 아래의 원자입니다. Fig. 7a와 같이 날카로운 절삭공구를 사용했을 때 a/R의 비율이 2.85이고 처리된 표면은 첫 번째 레이어의 원자로만 구성됩니다. 이 결과는 대상 첫 번째 원자층이 공작물에서 완전히 제거되었음을 나타냅니다. 또한, 제거된 재료는 공작물 표면의 대상 첫 번째 원자층에서만 나오는 레이어별 형태로 재료 제거가 수행됨을 의미합니다.
<그림>
처리된 표면의 표면 구성. 원자는 원자층의 수에 따라 색상이 지정됩니다.
그러나 도구 모서리 반경이 2 nm 및 3 nm일 때 그림 7b, c와 같이 처리된 표면은 두 개의 원자층(청색 및 녹색)으로 합성됩니다. 단일 원자층 제거가 달성되었지만 표면 생성 프로세스에는 최소 2개의 원자층이 포함됨을 나타냅니다. 또한, 도구 모서리 반경이 4 nm보다 크면 처리된 표면에 많은 수의 첫 번째 원자층 원자가 있는데, 이는 첫 번째 층의 많은 원자가 새 표면을 생성하기 위해 눌러졌음을 나타냅니다.
따라서 절삭날 반경이 증가함에 따라 표면 생성이 크게 변경되었습니다. 관련된 두 가지 종류의 표면 생성 메커니즘이 아래에 요약되어 있습니다.
1.
레이어별 :목표로 하는 첫 번째 원자층이 완전히 제거되어 새로운 처리된 표면이 생성됩니다. 절단 과정에서 첫 번째 레이어 내의 원자만 제거됩니다.
2.
다층 제거 :단일 원자층 제거가 실현될 수 있지만 대상 원자층 내의 원자는 두 가지 전형적인 변위 거동을 겪습니다. 원자의 일부는 전단 응력에 의한 전위 운동에 의해 칩으로 형성되고 나머지는 절삭 공구의 작용으로 처리된 표면으로 압출됩니다. 물질 제거 과정에는 최소 두 개의 원자층이 포함됩니다.
지하 변형 메커니즘
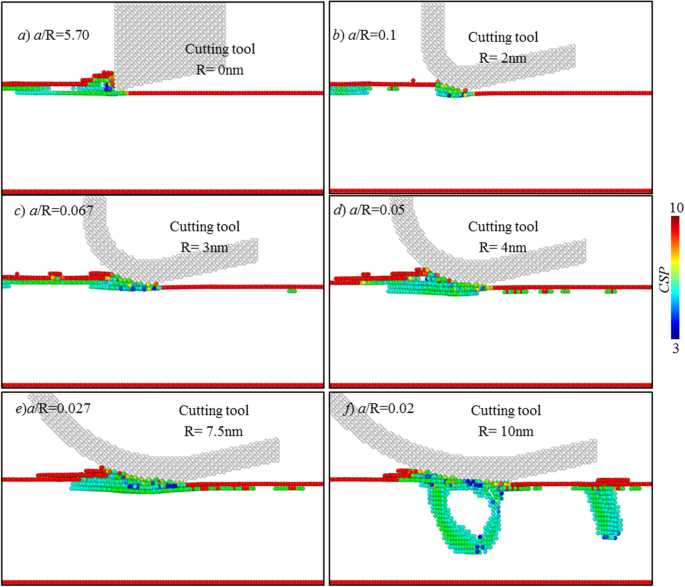
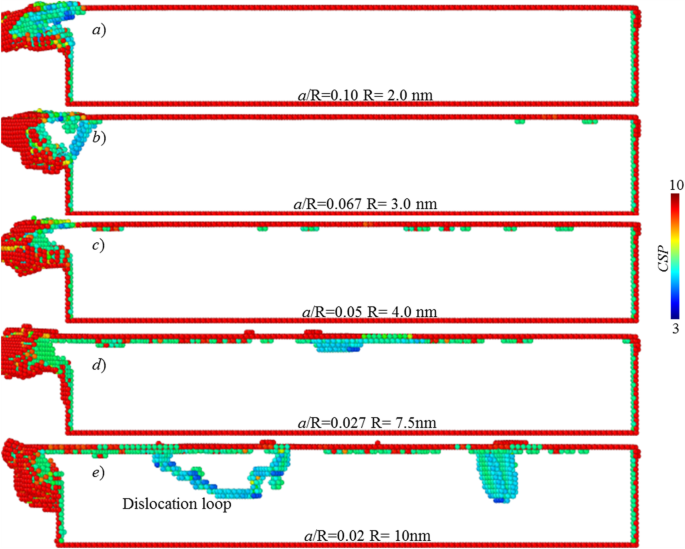
나노 절단에서는 절단 과정에서 가공된 표면에 탄성 및 소성 변형이 있습니다. 절삭 공구가 공작물 표면을 통과한 후 탄성 부분은 뒤로 물러나는 반면 소성 변형 부분은 지속적인 변형으로 이어집니다[1, 2]. 절단 깊이가 원자 규모로 감소함에 따라 단일 원자층 제거를 위한 절단에서는 가공된 표면에서만 탄성 변형이 발생하는 것으로 가정됩니다. 이를 확인하기 위해 절단 중 및 절단 후 공작물 표면 아래 변형 상태가 분석됩니다. 그림 8은 다양한 도구 모서리 반경에서 공작물 표면 아래의 결함 구조를 보여줍니다. 여기서 원자는 중심대칭변수(centro-symmetry parameter, CSP)를 기준으로 채색되며, CSP가 3보다 작은 원자는 생략되어 완벽한 FCC 구조를 나타낸다.
Fig. 8에서 보는 바와 같이 절삭날 반경이 4 nm 이상일 때 표면하 결함이 초기화된다. 또한, 절삭날 반경이 증가함에 따라 표면 아래 결함의 수가 크게 증가합니다. 모서리 반경이 약 10 nm에 도달하면 하나의 전위 루프가 형성되었으며 그림 9e와 같이 절단 후에도 사라지지 않았습니다. 가공면에 발생하는 소성변형을 명확하게 나타냅니다.
<그림>
다양한 도구 모서리 반경에서 표면 아래 결함. 원자는 CSP에 따라 색상이 지정됩니다.
공구가 공작물 표면을 통과한 후 탄성 변형된 부분이 다시 튀어 나옵니다. 따라서 표면 아래 결함의 일부가 소멸됩니다. 그림 9a-c에서 볼 수 있듯이 마지막으로 도구 모서리 반경이 2 nm 또는 3 nm일 때 표면 아래 결함이 존재하지 않습니다.
소성 변형된 부분은 지속적인 변형으로 이어집니다. Fig. 9에서 볼 수 있듯이, Tool edge 반경이 7.5 nm일 때 표면 아래 결함이 적게 남아 있음을 알 수 있다. Tool edge 반경이 10 nm일 때, dislocation loop와 stacking fault가 마침내 공작물 표면 아래에 존재하게 됩니다.
위의 분석을 바탕으로 절단 기반 단일 원자층 제거를 가능하게 하려면 소성 변형을 피해야 하고 가공된 표면에 탄성 변형만 허용해야 함을 유추할 수 있습니다. 절단 방식의 단일 원자층 제거 공정의 특징 중 하나로 간주됩니다.
원자 치환 거동
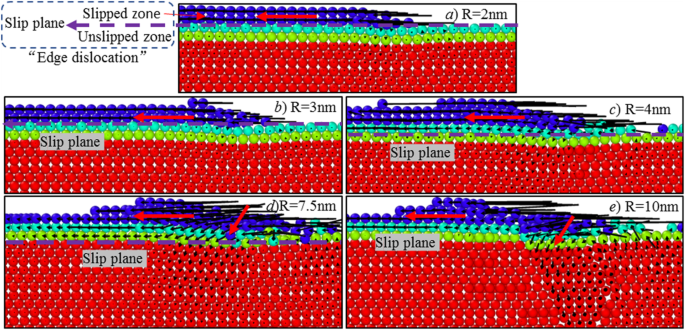
MD 궤적 파일에 따르면 전위 운동은 절단 기반 단일 원자층 제거 프로세스를 지배했습니다. 그림 10은 다양한 도구 모서리 반경을 사용한 시뮬레이션 결과를 보여줍니다. 2 nm의 모서리 반경에서 절삭 공구의 작용하에 첫 번째 원자층만 절삭 방향을 따라 미끄러져 칩으로 형성되고 나머지는 고정된 상태로 유지됩니다. 한 모서리 전위의 한 단면으로 간주할 수 있습니다.
<그림>
다양한 첨단 반경에서의 원자 변위 거동
도구 모서리 반경이 증가함에 따라 첫 번째 원자층 내의 재료의 일부가 처리된 표면으로 눌러져 첫 번째 층 아래의 원자층이 미끄러짐을 유발합니다. 또한, 도구 모서리 반경이 증가함에 따라 재료 슬립 공정을 겪는 원자층의 수가 증가하는 경향이 있습니다. 도구 모서리 반경이 4 nm일 때 첫 번째 원자층을 제외하고 두 번째 원자층도 절삭 방향을 따라 재료 미끄러짐을 전도합니다. 공작물 표면의 원자층이 절단 방향을 따라 미끄러졌습니다. 또한 도구 모서리 반경이 10 nm로 증가하면 많은 수의 재료가 눌러져 새로운 처리된 표면이 형성됩니다. 공작물 표면에서 발생하는 소성 변형(그림 10e 참조)이 있으며 이는 그림 9에서도 확인할 수 있습니다.
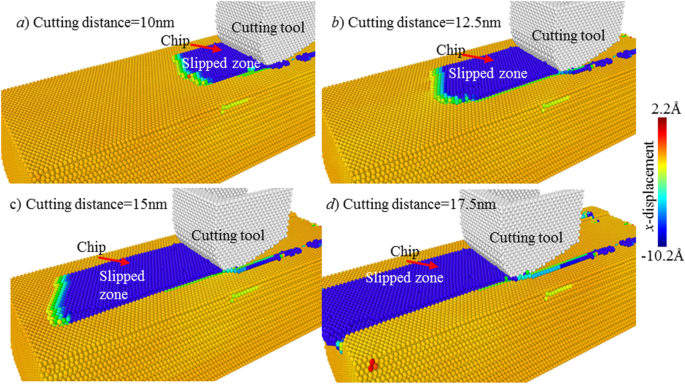
그림 11은 절단 방향을 따라 대상 원자층의 슬립 과정을 보여줍니다. 미끄러진 영역의 영역은 절삭 공구가 앞으로 이동함에 따라 계속해서 확대됩니다. 절단 거리 17.5 nm에서 미끄러짐 영역이 최대값에 도달했습니다. 그 후, 미끄럼 영역 내의 재료는 연속적으로 칩으로 형성됩니다. 칩의 부피도 증가합니다.
<그림>
2 nm의 절삭날 반경에서 대상 원자층의 슬립 프로세스. 원자는 x 방향 원자 변위 값에 따라 색상이 지정됩니다.
전반적으로 섹션 3.3 및 3.4의 분석에 따르면 도구 모서리 반경이 증가함에 따라 표면 아래 변형 메커니즘과 원자 변위 거동이 크게 변경되었습니다. 다른 도구 모서리 반경에서 다른 수의 원자층은 절단 방향을 따라 미끄러지는 경향이 있는 반면 표 2에 요약된 것처럼 처리된 표면에서 다른 변형 영역이 발생합니다. 또한 절단 기반 단일 원자층 제거에서 공정에서 칩 형성은 기존 절단 및 나노 절단의 칩 형성과 크게 다른 전단 응력 구동 전위 운동에 의해 좌우되며, 절단 기반 단일 원자층 제거의 특징 중 하나로 간주될 수도 있습니다.
절단력
가장자리 반경 효과의 영향
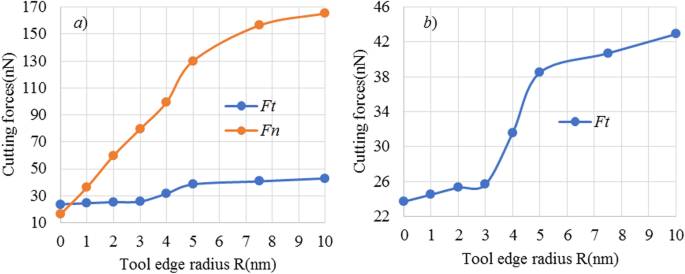
그림 12는 절삭 깊이 2 Å에서 절삭날 반경이 평균 절삭 부하에 미치는 영향을 보여줍니다. 여기서 절삭력의 접선 및 수직 성분, 즉 F그 및 Fn , 비교됩니다. 그림과 같이 날카로운 절삭 공구의 경우 a/R 는 2.85이고 F는 그 16.4nN 중 F보다 분명히 작음 n 23.7nN. 도구 모서리 반경이 증가함에 따라 F그 및 Fn 증가됩니다. 그러나 FnF보다 훨씬 더 큰 성장 진폭을 나타냈습니다. 그 . ACS 절단 공정에서 공구 날 반경이 증가할수록 일반 절삭력이 재료 제거 공정에 더 큰 영향을 미친다는 것을 분명히 나타냅니다. 그러나 도구 모서리 반경이 약 3 nm보다 크면 단일 원자층 제거를 달성할 수 없습니다. 따라서 더 큰 수직 절단력은 절단 기반 단일 원자층 제거를 가능하게 하는 데 도움이 되지 않으며 더 낮은 수직 절단력을 채택하는 것이 바람직합니다.
<사진>
절삭 깊이 2 Å
에서 절삭력 대 절삭날 반경 도표
수직 절삭력이 압축 응력을 제공하여 처리된 표면에서 탄성 및/또는 소성 변형을 가능하게 하기 때문에 접선 절삭력은 칩 형성에 전단 응력을 제공합니다. 따라서 절삭 기반 단일 원자층 제거에서 칩 형성은 주로 접선 절삭력에 의해 구동되어야 함을 유추할 수 있다. F그 다음을 포함하여 다른 표면 지형(그림 6 참조)으로 이어지는 세 가지 종류의 변화를 나타냈습니다.
공구 모서리 반경이 약 3 nm보다 작은 경우, 즉 a/R의 비율 0.067, F그 거의 변하지 않고 가장자리 반경이 증가함에 따라 항상 25nN보다 작습니다. 이 경우 공작물 표면에서 하나의 원자층만 제거됩니다.
공구 모서리 반경이 3 nm 및 5 nm일 때 a/R의 비율 F는 0.04와 0.067입니다. 그 분명히 약 38.5nN으로 증가합니다. 결과적으로 공작물 표면에서 하나 이상의 원자층이 제거되지만 표면 결함이 적은 수가 형성됩니다.
5 nm 이상의 모서리 반경은 F그 또한 점차적으로 일정한 값으로 수렴합니다. 이 경우 하나 이상의 원자층이 제거됩니다. 그러나 공작물 표면과 표면 아래에 많은 표면 결함이 형성됩니다.
매우 낮은 접선 절삭력은 2 nm와 같은 적절한 절삭날 반경에서 절삭 기반 단일 원자층 제거를 가능하게 할 수 있다고 결론지을 수 있습니다. 결과적으로 더 큰 접선 절삭력에도 불구하고 단일 원자층 제거를 실현할 수 없었습니다.
원자 크기 조정 효과의 영향
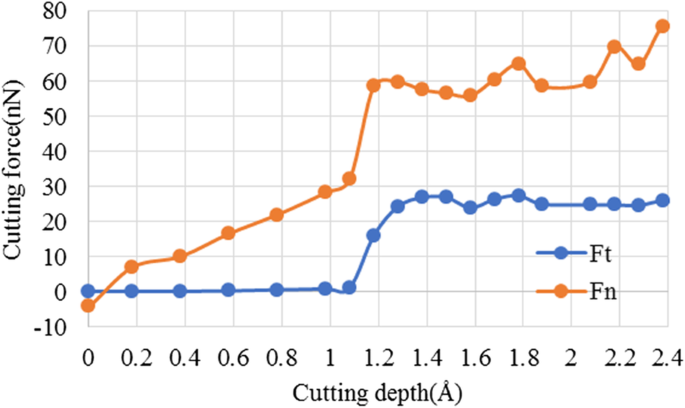
그림 13은 2 nm의 절삭날 반경에서 절삭력 대 절삭 깊이의 플롯을 추가로 제공합니다. 인선 반경 2 nm에서 절삭 깊이가 증가함에 따라 수직 절삭력과 접선 절삭 부하가 모두 3단계 변화를 나타냄을 알 수 있다. 약 1.1 Å 및 1.6 Å의 절단 깊이에서 분명한 변화가 있습니다. 절삭 깊이의 해당 비율(a ) 공작물 원자 반경(r) 와 )는 0.055와 0.080으로 위에서 언급한 a/r의 두 가지 중요한 값입니다. 와 , C1 및 C2, 섹션 3.1에 설명된 대로.
<그림>
Plot of cutting forces versus cutting depth at edge radius of 2 nm
When cutting depth is smaller than 1.1 Å, namely, the ratio of a/r와 is less than 0.055, F그 is always 0 nN, while Fn is linearly increased to about 32 nN. However, the cutting forces could not enable plastic material deformation and removal on the workpiece surface. Consequently, there is only elastic deformation on workpiece surface, as shown in Fig. 3.
When the cutting depth is larger than 1.1 Å, but smaller than 1.6 Å, the ratio of a/r와 is more than 0.055 but less than 0.080. If this case, F그 has greatly increased from 0 nN to about 25 Nn, while Fn further increased to about 58 nN. The cutting forces are larger enough to enable material removal on workpiece surface. At the cutting depth of 1.4 Å, there is chip formation and material removal on workpiece surface. But the stable and continuous material removal could not be realized and many defects are formed on the processed surface, as shown in Fig. 4.
When the cutting depth is larger than 1.6 Å, both F그 및 Fn are large enough to enable continuous material removal on workpiece surface. Consequently, chip is stably formed over the workpiece surface, and the targeted atomic layer is continuously removed via chip formation, forming a new processed surface, as shown in Fig. 5b and Fig. 6b.
Overall, both cutting-edge radius effect and atomic sizing effect have an influence on cutting force in cutting-based single atomic layer removal process, thereby changing the material removal and surface generation process.
Discussions About Cutting-Based Single Atomic Layer Removal Mechanism
As per above analysis, both atomic sizing effect and cutting-edge radius effect have a great influence on the cutting-based single atomic layer removal mechanism. As summarized in Table 3, depending on the ratio of cutting depth to workpiece atomic radius(a/r와 ) and the ratio of cutting depth to edge radius(a/R ), there are minimum 5 typical cases of material deformation and removal behaviours in cutting-based single atomic layer removal process. In this section, the fundamental material deformation and removal mechanism of each case is summarized.
In conventional machining, as cutting depth is significantly larger than the cutting-edge radius, the cutting-edge radius effect can be ignored. As the cutting depth is decreased to nanoscale, which is comparable or lower than the edge radius, the edge radius effect can be no longer ignored. In nanocutting, the material removal process is dominated by the extrusion deformation, which is greatly influenced by cutting-edge radius. As the cutting depth is further decreased to atomic scale, except for cutting-edge radius effect, a new sizing effect, atomic sizing effect [20] has a great influence on material removal.
As shown in Fig. 14, in the cutting-based single atomic layer removal process, there are two portions involving in cutting, i.e., nanometric cutting edge and the lowest cutting tool atoms (B ). Such two portions could be coupled to enable single atomic layer removal. The size of cutting edge, regarded as ‘nano-tool,’ is described by edge radius (R ). The cutting edge is the envelope curve of the outermost atoms in cutting tool. Regarding the lowest atoms, as ‘atomic-tool,’ it is described by workpiece atomic radius (r와 ). The cutting-based single atomic layer removal is the results of the coupled actions of nano-tool and atomic-tool on workpiece material.
Schematic diagram for cutting-based single atomic layer removal
Firstly, depending on the ratio of cutting depth (a ) to the workpiece atomic radius (r와 ), i.e., a/r , there are three kinds of material deformation behaviour in ACS cutting process.
1.
The ratio of a/r와 is smaller than critical value 1(C1 ).
As shown in Fig. 15, chip formation does not occur, but elastic deformation does occur on the workpiece surface. During cutting process, after workpiece passes the lowest point of cutting tool, the elastically deformed part would recover completely. Consequently, no material deformation and removal occurred on the topmost surface. In such case, the tool edge effect could be ignored. This ratio could be affected by material properties (case 1).
2.
The ratio of a/r와 is larger than C1 , but smaller than critical value 2 (C2 ).
Schematic illustration of cutting-based single atomic layer removal at the ratio of a/rw smaller than C1
As the ratio of the cutting depth to atomic radius (a/r와 ) increases to be larger than C1 but smaller than critical value 2(C2 ), there is material removal on the workpiece surface, but it is noncontinuous. In such case, only part of material within targeted atomic layer is formed into chip by shear stress-driven dislocation motion, while others are remained on the workpiece surface. When cutting tool passes over the workpiece surface, the surface quality of the processed surface is seriously deteriorated (case 2) (Fig. 16).
3.
The ratio of a/r와 is larger than critical value 2 (C2 ).
Schematic illustration of cutting-based single atomic layer removal at a/rw larger than C1 and smaller than C2
When the ratio of cutting depth to atomic radius (a/r와 ) increases to be larger than critical value, there is a continuous material removal by chip formation during cutting process. In such case, the edge radius effects can no longer be ignored. For ACS cutting process, the maximum cutting depth is subnanometer order. At such extremely low cutting depth, regardless of the nominal rake angle, the effective rake angle is always largely negative. The negative rake face can produce the necessary shear stress to enable chip formation by dislocation motion and the compressive force to enable the elastic and/or plastic deformation on the processed surface.
Depending on the ratio of cutting depth (a ) to tool edge radius (R ), different kinds of elastic and/or plastic deformation process occur on the workpiece surface. There are two threshold values of a/R , namely, threshold value 1 (T1 ) and threshold value 2 (T2 ), leading to different material removal processes.
a.
The ratio of a/R is larger than threshold (T1 ).
As shown in Fig. 17, there is one atomic slip plane. The workpiece material below this plane would have an elastic deformation. As for the materials above this slip plane, it undergoes a plastic deformation by dislocation motion. A part of materials is also formed into chip by shearing stress-driven dislocation motion, while the other undergoes dislocation slip. After the workpiece passes the lowest point of the cutting tool, the elastically deformed part recovers completely (case 3).
b.
The ratio of a/R is lower than threshold 1 (T1 ), but larger than threshold 2 (T2 ).
Schematic illustration of cutting-based single atomic layer removal at a/rw larger than C2 and a/R larger than T1
Under the action of cutting edge, minimum two atomic layers undergo dislocation slip, while elastic deformation occurs on the processed surface, as shown in Fig. 18. The cutting edge provides a force to generate the shear stress to enable chip formation by dislocation motion and compressive stress to induce elastic deformation on the processed surface. In such case, part of material within the targeted atomic layer is formed into chip by dislocation motion, while the other is extruded into other atomic layers to form new processed surface. It also drives the slip of other atomic layers on the workpiece surface, leading to the negative dislocation climb. After workpiece material passes the lowest point of the cutting tool, the elastic portion springs back (case 4).
c.
The ratio of a/R is lower than threshold 2 (T2 ).
Schematic illustration of cutting-based single atomic layer removal at a/rw larger than C2 , a/R larger than T2 , smaller than T1
As the ratio of a/R decreases to lower than T2 , there is either no chip formation or extremely small volume of chip formation, but elastic-plastic deformation occurs on the processed surface, as shown in Fig. 19. After workpiece material passes the lowest point of cutting edge, the elastic deformed part springs back. The plastic deformed part (Δ ) leads to lasting deformation. Such ratio is related with material properties, tool geometry and process conditions (case 5).
Schematic illustration of cutting-based single atomic layer removal at a/r larger than C2 and a/R lower than T2
결론
In the present study, both of atom sizing effect and cutting-edge radius effect are analysed to investigate their influence on chip formation, surface generation, subsurface deformation, and atomic displacement behaviour during the cutting of monocrystalline copper towards single atomic layer removal. The following conclusions can be drawn.
1.
A new model is proposed to describe the underlying material deformation and removal mechanism in the cutting-based single atomic layer removal process, which exhibits four characteristics, including chip formation by dislocation motion, elastic deformation occurring on the processed surface, atomic sizing effect, and cutting-edge radius effect.
2.
Both of atomic sizing effect and cutting-edge radius effect have a great influence on the material deformation and removal during the cutting process of monocrystalline copper towards single atomic layer removal. With a specific ratio of cutting depth to workpiece atom radius (a/r와 ) and that of cutting depth to edge radius (a/R ), cutting-based single atomic layer removal could be achieved on Cu (111) surface.
3.
Chip formation is affected by the ratios of a/r와 and a/R . There is a chip formation only when the ratio of a/r와 is larger than one critical value (C1) and the ratio of a/R is smaller than one threshold value (T1). Moreover, chip formation is mainly dependent on the shear stress-driven dislocation motion, significantly different from the extrusion-dominated chip formation in nanocutting and shearing-dominated chip formation in conventional machining.
4.
Single atomic layer removal can be achieved via layer-by-layer removal and multi-layer removal. The former one refers to that the targeted atomic layer could be either fully removed from workpiece surface. The latter one means that the first atomic layer is partly removed while the remaining materials are pressed into other atomic layers, forming a new processed surface.
5.
There is only elastic deformation occurring on the processed surface during ACS cutting process, different from the elastic-plastic deformation in nanocutting. It can be regarded as one characteristic feature in ACS cutting.
6.
Depending on the combined effect of atom sizing effect and cutting-edge radius effect, there exist five cases of material deformation and removal processes during the cutting-based single atomic layer removal, i.e., no workpiece material is removed (case 1), workpiece materials are non-continuously removed (case 2), a part of materials is formed into chip while others undergoes material slip via dislocation motion (case 3), a part of materials within the targeted atomic layer is formed into chip while others are extruded into other atomic layers to form new processed surface (case 4), and the elastic deformed part springs back, while the plastic deformed part leads to a lasting deformation (case 5).
데이터 및 자료의 가용성
Authors declare that the materials, data, and associated protocols are available to the readers, and all the data used for the analysis are included in this article.