

제조공정

산업 제조
판금 어셈블리는 가공 장비가 잘 구축되어 있고 플라스틱 부품을 만드는 데 필요한 값비싼 큰 도구를 만들 필요가 없기 때문에 큰 구조를 만드는 데 매우 비용 효율적인 방법이기 때문에 대규모 제품을 생산할 때 자주 볼 수 있습니다. 그러나 부품은 함께 형성되지 않고 부품의 조립으로 만들어지기 때문에 경질 사출, RIM 또는 구조용 발포체와 같은 원샷 프로세스를 더 많이 사용하여 피할 수 있는 특정 공차 문제를 고려해야 합니다.
그 이유를 이해하려면 판금 부품이 만들어지는 과정을 더 잘 이해할 필요가 있습니다. 드로잉에서 전단, 스탬핑 및 벤딩에 이르기까지 다양한 가공 기술이 있습니다. 그러나 상대적으로 적은 양(<10k)으로 큰 부품을 작업하는 설계자의 경우 대부분의 판금 부품은 CNC 프레스 또는 레이저를 사용하여 스탬핑되거나 절단된 다음 반자동 브레이크에서 형성됩니다. 이는 대형 스탬핑 다이 및 성형 도구에 대한 툴링 투자가 상대적으로 적은 양으로 상각되지 않기 때문입니다.
그러나 이러한 기계는 한 번에 한 단계씩 굽힘을 처리하기 때문에 허용 오차 고려 사항은 한 번에 모든 형상이 형성된 부품(RIM/구조용 폼, 프로그레시브 다이 성형 부품)과 동일하지 않습니다. 따라서 부품이 허용되는 방식과 해당 허용 오차를 설명하는 방법이 매우 중요합니다. 더 많은 굽힘이나 피처를 추가할수록 그들 사이의 공차가 더 나빠집니다. 설계 컨설팅 업체로서 우리는 정상적인 제조 허용 오차로 설계되었지만 너무 많은 굽힘이 쌓여 부품이 심하게 휘거나 전혀 맞지 않는 부품 사례를 여러 번 보았습니다.

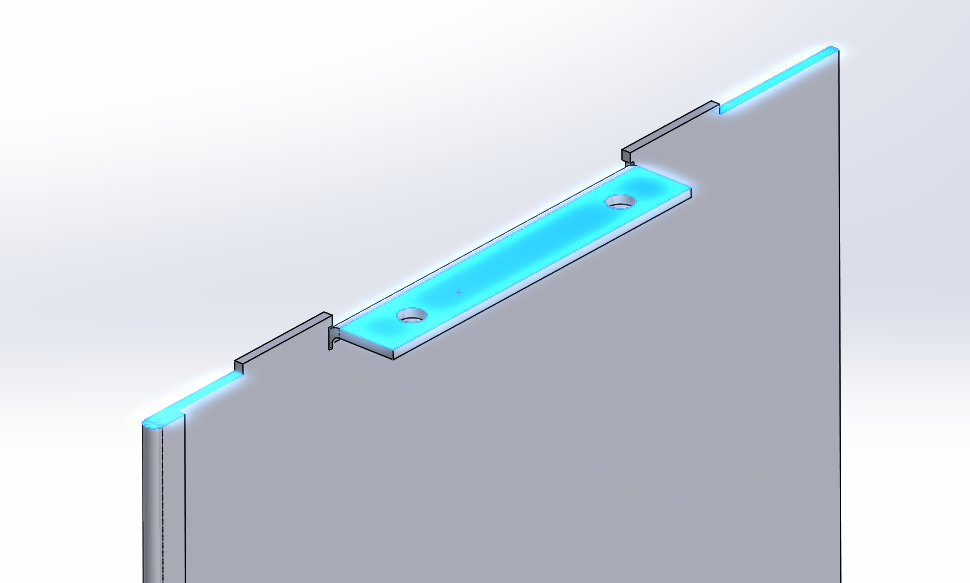
판금 부품을 설계할 때 기억해야 할 가장 중요한 것은 초기 형태가 일반적으로 한 번의 설정으로 평평한 시트에서 절단된다는 것입니다. 즉, 한 평면에 남아 있는 피쳐는 굽힘이 도입되지 않았기 때문에 가장 높은 허용 오차를 갖게 됩니다. . 따라서 함께 연결해야 하는 부품을 설계할 때 단일 평면에 모두 존재하는 기능을 사용하는 것이 좋습니다.
예를 들어, 드라이브 랙과 같은 것을 위한 수직 분할을 만들 때 제자리에 고정할 동일한 볼트를 사용하여 분할기를 배치하려고 할 수 있습니다. 그러나 두 개의 볼트 구멍 사이에 적어도 두 개의 굽힘이 있어야 합니다. 따라서 그들 사이의 허용 오차는 상당히 느슨하여 경사 분할기로 이어집니다. 대신 수직 디바이더의 탭이 상단과 하단의 슬롯에 맞을 수 있습니다. 정렬을 제공하는 기능이 모두 평평한 시트로 형성되었기 때문에 더 엄격한 허용 오차를 제공합니다. 디바이더를 고정하기 위해 큰 구멍이 있는 플랜지가 형성될 수 있으며, 큰 구멍은 구부러진 플랜지로 인한 공차를 설명합니다.
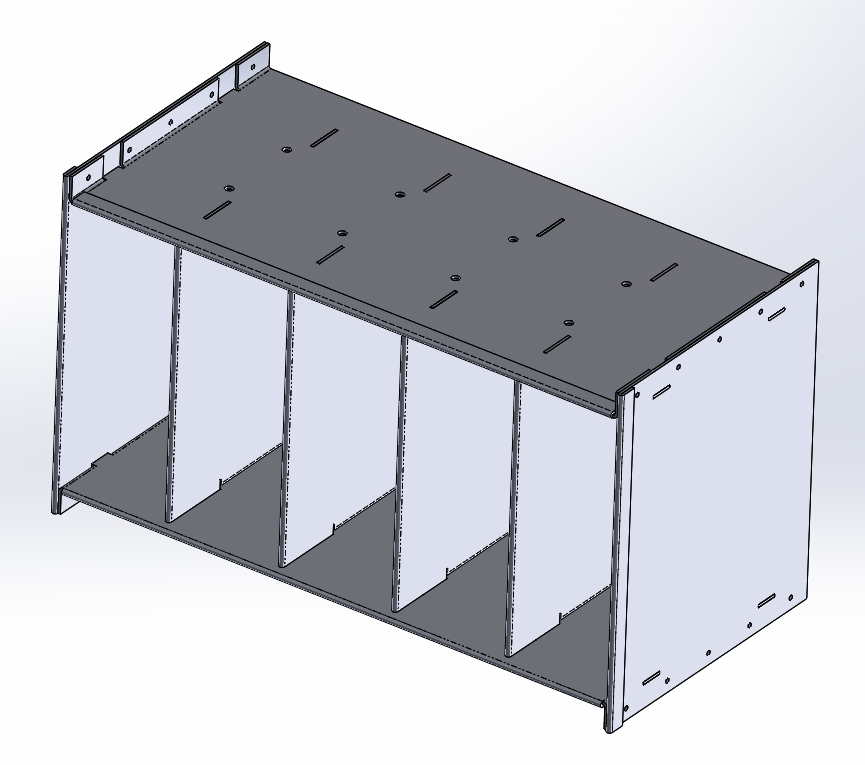
이것은 각 접기가 서로에 대한 허용 오차를 가지므로 수평 부재에서 탭을 접는 것보다 더 잘 작동합니다. 이는 슬롯 간 허용 오차보다 클 것입니다. 탭의 숄더는 항상 플랜지 위에 있도록 설계해야 보다 정확한 형상이 정렬을 제공할 수 있습니다.
이 동일한 논리가 두 개의 평면 조각을 함께 배치하는 데 적용됩니다. 평평하게 형성된 모든 기능을 사용할 수 있다면 더 나은 정렬을 얻을 수 있습니다. Cleco 클립(임시) 또는 리벳(영구)과 같은 항목은 천공된 구멍을 사용하여 서로 상대적인 시트 위치를 지정하는 데 매우 효과적입니다.

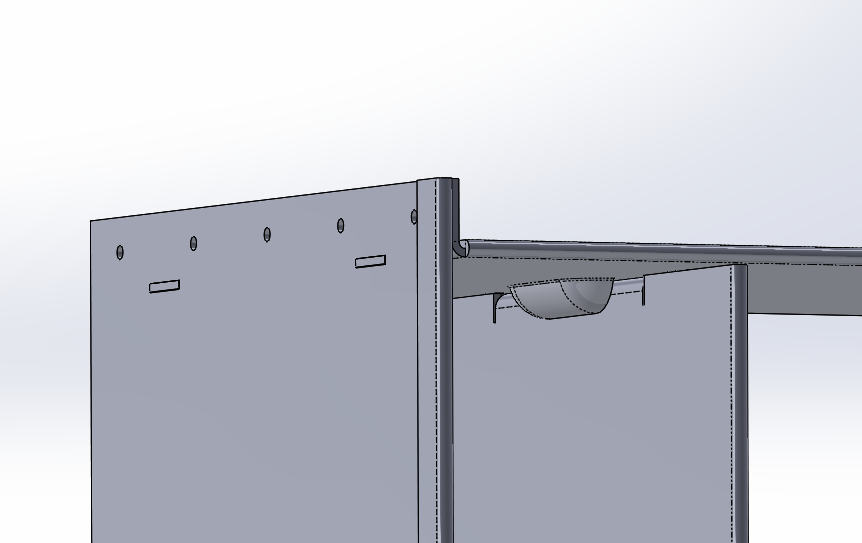
그러나 기계적으로 기울어진 사람은 제안된 탭 솔루션에서 눈부신 문제를 발견할 수 있습니다. 조립 순서가 완전히 틀립니다. 측판을 부착하기 전에 모든 디바이더를 상판과 하판에 조립해야 하며, 그 중 하나를 제거하려면 측판과 상판을 제거해야 합니다. 이것은 필요한 경우 조립 및 서비스하기가 끔찍한 장치를 만듭니다. 그러나 단순히 구멍을 사용하는 것은 굽힘 허용 오차로 인해 충분한 정렬을 제공하지 못한다고 논의한 것처럼 어떻게 해야 합니까? 이러한 하프 전단기 또는 슬릿과 같은 경우 매우 효과적일 수 있습니다. 상단 및 하단 플레이트에 돌출부를 생성하면 시트가 평평할 때 가위가 만들어지기 때문에 팽팽한 정렬을 얻을 수 있으므로 굽힘에 대한 허용 오차를 잃지 않습니다.
이러한 공차 제약은 두 판금 부품을 함께 부착할 때뿐만 아니라 판금을 용접물 또는 플라스틱/구조용 발포체 스킨과 같은 다른 구성요소에 부착할 때도 적용됩니다. 따라서 가능하면 한 판금 평면 내에서 높은 공차 정렬이 발생해야 하며, 조립품을 과도하게 구속하지 않도록 홈이 있는 구멍이 있는 굽힘 및 플랜지에서 강도가 나올 수 있습니다.
소량/중량 판금 제조의 제약 조건을 염두에 두면 부품이 공차 범위에 속하는 위치에 관계없이 서로 잘 맞는 부품을 설계할 수 있습니다. 공급업체와 긴밀하게 협력하여 제조 현실을 이해하고 그에 따라 설계할 수 있습니다.
제조공정
두 조각의 판금을 함께 융합해야 하는 부품을 설계하는 경우 용접과 리벳팅에 대해 생각해 볼 때입니다. 각 방법의 장단점을 알면 더 강력하고 오래 지속되는 부품을 얻을 수 있습니다. 용접:장점 우리 모두는 용접이 보기에 멋지고(물론 특수 실드나 고글을 착용한 상태에서) 용접이 일단 연마되고 연마되면 멋진 표면 마감 처리가 된다는 것을 알고 있습니다. 리벳이나 스폿 용접을 수용하기 위해 플랜지를 설계할 필요가 없고 형상이 더 역동적일 수 있기 때문에 설계자에게 용접은 또한 많은 자유를 제공합니다. 따라서 결론은 용접이 본질적으로 두
판금 부품에 설계 개선 사항을 통합하면 미적 가치를 추가하는 것 이상의 다양한 용도로 사용할 수 있습니다. 그러나 일부 기능은 판금 부품에 매우 미려하고 완성된 모양을 부여하는 경향이 있습니다. 정사각형 또는 직사각형 부품의 모서리에서 일반적으로 사용되고 권장되는 두 가지 판금 설계 기능은 모따기와 반지름입니다. 어느 쪽이든 날카롭고 미가공 또는 반미가공 절단 금속 모서리를 제거하고 둥근 모서리(반경) 또는 각진 모서리 또는 비스듬한 모서리(모따기)로 대체할 수 있습니다. 판금 설계에 모따기 또는 반지름을 통합해야 하는 이유는