

산업용 장비

산업 제조

Weisser의 HOT(Hyperspeed Oval Turning) "아웃 원형" 가공 장치를 사용하면 특히 알루미늄과 강철로 만들어진 연소 엔진, 경화 캠축, 다각형 프로파일 또는 모양, 자동차 연료 펌프용 왕복 피스톤의 경질 및 연성 가공이 가능합니다.
자동차 변속기는 계속 발전하고 있습니다. 또한 내부 샤프트 구성 요소에 스플라인 및 열박음 연결을 계속 사용합니다. 그러나 독일 남부에 있는 공작 기계 제조업체 Weisser의 R&D 부서의 수석 엔지니어인 Reiner Jörg는 폴리곤 커플링 또는 폴리곤 샤프트 허브 연결이 변속기 구성요소에 대한 이러한 전통적인 연결 방법에 대한 좋은 대안이라고 말합니다.
"다각형 커플링은 새로운 것이 아닙니다."라고 그는 말합니다. "스플라인 및 키 샤프트 부착과 관련된 일반적인 고장 문제를 제거하도록 설계된 일반 폴리곤 시스템은 더 강력하고 정밀하며 상당히 긴 서비스 수명을 갖는 까다로운 기계적 연결을 만드는 입증된 우수한 방법입니다. 접촉, 응력 피로 및 왜곡 최소화. 폴리곤은 다른 샤프트 부착물보다 토크 용량이 더 큽니다. 힘 전달 및 정격 하중이 최적화되고 더 짧은 샤프트 연결을 자주 사용할 수 있고 귀중한 공간을 절약할 수 있습니다. 기어박스와 같은 더 작은 공간에서 덜 가속된 질량은 앞서 언급한 연료 효율성에 기여합니다.”
그럼에도 불구하고 그는 자동차 제조업체들이 아직 변속기에 폴리곤 커플링을 채택하지 않았다고 말합니다. 한 가지 이유는 부품을 가공하기 어렵기 때문입니다. 그러나 Weisser의 원형 외 선삭 기술은 제조업체가 하나의 기계에서 하나의 설정으로 완성된 다각형 모양을 선삭할 수 있도록 하여 이를 변경할 수 있습니다. 이러한 기능은 기존의 자동차 샤프트 허브 연결을 생산하는 데 일반적으로 사용되는 프로파일 밀링 및 연삭 공정에 대한 보다 효율적인 대안이 될 수 있습니다.
1993년에 도입된 이래로 원형 외 선삭은 알루미늄과 강철로 만들어진 연소 엔진, 경화 캠축, 다각형 프로파일 또는 모양, 자동차 연료 펌프용 왕복 피스톤의 경질 및 연질 가공에 사용되었습니다. 이제 Weisser는 OEM(Original Equipment Manufacturer)과 여러 프로젝트를 진행하여 이 프로세스를 광범위하게 채택함으로써 기존 샤프트-허브 연결을 폴리곤 커플링으로 대체하는 것이 얼마나 실현 가능한지를 보여주고 있습니다.

다각형 샤프트는 일반적인 고장 문제를 제거하도록 설계되었습니다. 스플라인 및 키 샤프트 부착물과 연결됩니다. 폴리곤은 다른 샤프트 부착물보다 토크 용량이 더 큽니다. 힘 전달 및 정격 하중이 최적화되었으며 공간을 절약하기 위해 더 짧은 샤프트 연결을 사용할 수 있습니다.
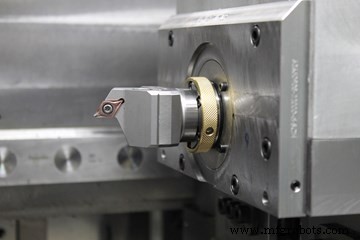
예를 들어, 회사의 HOT(Hyperspeed Oval Turning) 외부 가공 시스템은 회사의 Vertor 수직 선반과 통합되는 별도의 장치입니다. 타원형 또는 원형이 아닌 형상은 공작물 스핀들 축과 공구의 직경 생성 이송 축의 상호 작용에 의해 생성됩니다.
공구 절삭날이 X축과 동일한 방향으로 공작물 스핀들 축에 수직으로 이동합니다. 절삭 날은 이 개념적 평면에서 다양하게 위치하여 방사형 및 정면 윤곽 또는 반구형의 진원도를 생성할 수 있습니다. Weisser는 볼스크류 대신 선형 드라이브를 사용하여 타원형 회전 장치를 가속합니다.
다이내믹 드라이브의 동력은 일부는 질량 가속에 필요하고 일부는 가공 중 공구 절삭날에 작용하는 힘으로 필요합니다. 절삭 공구는 반경 방향 진동 운동으로 최대 130G까지 가속될 수 있습니다. 이러한 가속 수준은 최신 Siemens 및 Bosch Rexroth CNC의 경우에도 너무 극단적이어서 대부분의 응용 분야에는 30~90G의 가속만 포함됩니다.
“주어진 진원도에서 공작물의 최대 허용 rpm은 진동 드라이브에 의해 생성되는 공구 비트의 최대 가속과 관련이 있습니다. 30Gs의 공칭 가속은 최고의 정확도와 일류 표면 마감의 생성을 촉진합니다.”라고 Jörg는 말합니다.
도구의 최첨단 움직임은 X축 방향이므로 공작물 스핀들 축에 수직입니다. 절삭 날은 이 개념적 평면에서 다양하게 배치될 수 있으므로 방사형 및 정면 윤곽 또는 반구형의 진원도가 생성될 수 있습니다.
높은 공칭 가속도에도 불구하고 특수 충격 흡수 특성은 기계 기본 구조에 가해지는 힘을 제한하여 정밀도를 보장한다고 합니다. "저희 시스템은 가속 작업을 운동 에너지로 전환하여 가속력을 보상하므로 기계 진동이 제거되고 높은 표면 품질이 달성됩니다."라고 Jörg는 설명합니다. "통합된 절삭력 보정으로 인해 순 절삭력(수동력)을 거의 완전히 무력화할 수 있습니다."
Weisser의 고객 중 하나는 평면 가공 및 모따기 작업을 포함하여 1회의 설정과 4개의 터닝 패스로 1분 이내에 다각형 캠을 제조합니다. 1,500rpm에서 원형 회전 장치는 회전당 0.1mm의 이송 속도와 0.8~2mm의 절삭 깊이를 생성합니다. 부품은 ±10미크론의 정확도로 마감됩니다.
많은 국제 경쟁사보다 한 걸음 더 나아간 또 다른 고객은 Weisser의 HOT 기술을 사용하여 폴리곤 커플링을 새로 개발된 기어박스에 이미 통합했습니다. Jörg는 "고객은 7단 기어에서 스플라인 샤프트를 폴리곤 샤프트로 교체했는데 폴리곤이 다른 샤프트 부착물보다 토크 용량이 더 크기 때문에 샤프트 길이를 20mm에서 12mm로 줄였습니다."라고 말합니다. "따라서 더 짧은 샤프트 연결을 사용할 수 있고 귀중한 공간을 절약할 수 있습니다." 공간 절약은 원래 설계에서 피로 문제가 발생했던 첫 번째 기어의 변속비를 최적화하는 데 도움이 되었습니다.
Weisser는 폴리곤 샤프트-허브 연결을 위한 HOT 기술을 추진하여 지금까지 통합된 원형 외 회전 장치가 있는 약 100대의 기계를 판매했습니다. 이제 더 유연한 가공을 가능하게 하는 자동 툴체인저가 있는 Vertor C 수직 터닝 머신을 제공합니다. Jörg에 따르면 달성 가능한 정확도는 현재 CNC의 용량에 의해 제한됩니다. "기계를 1,800rpm으로 작동하고 원형 외 회전 장치로 1도 분해능으로 부품을 가공하려면 컨트롤러가 초당 9,180개의 신호를 처리해야 합니다. 우리는 나노초 영역의 해상도에 대해 이야기하고 있습니다. 그것이 제한 요소입니다. 그러나 우리는 이러한 시스템 경계를 미크론 허용 오차 수준에서 기계로 추가로 제한하기 위해 노력하고 있습니다.”
산업용 장비
워싱턴주 섬너에 있는 Automatic Products는 1990년대 초에 캠 오토매틱이 있는 작업장으로 시작했습니다. 현재 50개 이상의 CNC 기계를 보유하고 있습니다. 이 가게는 2017년에 캠 오토매틱을 Lico LNTS 기계로 교체하기 시작했습니다. 소유주인 Joel Gregory는 캠 오토매틱에 대한 거래를 배웠기 때문에 어려운 결정이었지만 노동 문제가 손을 댔다고 말합니다. 새로운 CNC 장비는 캠 자동화보다 37% 더 우수합니다. 또한 많은 작업에서 작업장에서는 기계를 작동하지 않고 더 적은 수의 직원으로 성형 도구(
최근 Hashier Machine은 비즈니스 측면에서 갈림길에 도달했습니다. Pete(왼쪽) 형제와 Phil Hashier 형제는 이전에 여러 대의 기계에서 자주 실행되었던 부품에 대해 장기간 무인 가공을 가능하게 하기 위해 공장에 스위스식 선삭을 채택하기로 결정했습니다. 2006년 Phil Hashier가 설립했으며 1년 후 형제이자 기계 엔지니어인 Pete가 합류한 오하이오 주 Avon Lake의 잡샵에는 한때 10명의 직원이 있었습니다. 상점을 시작한 지 몇 년 후 발생한 경기 침체로 인해 다른 많은 상점과 마찬가지로 일