

섬유

산업 제조
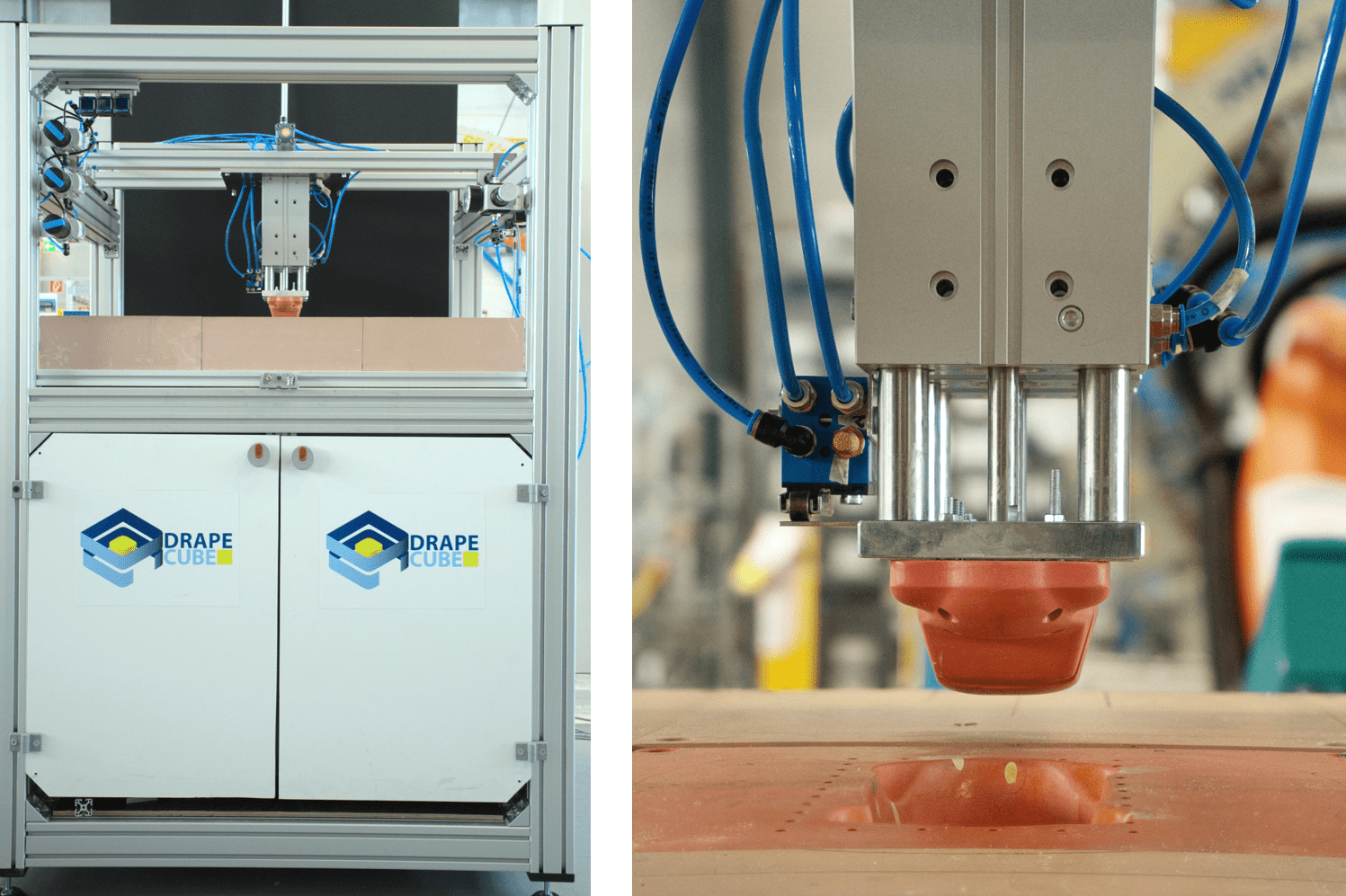
RWTH Aachen University(ITA, Aachen, Germany)의 섬유 기술 연구소(Institute of Textile Technology at RWTH Aachen University)는 복잡한 3D 모양의 프로토타입과 소량 생산을 위한 강화 직물의 비용 효율적인 가열 및 성형을 제공하기 위해 성형 스테이션을 개발하고 있습니다. , DrapeCube라고 합니다. 현재 ITA에서 연구 목적으로 사용하는 DrapeCube는 구성 요소 품질의 차이, 구성 요소 무게 증가 및 섬유 강화 플라스틱의 수동 제조와 관련된 기타 비용 집약적인 변동을 포함하여 예비 성형 공정과 관련된 여러 높은 생산 비용을 피할 수 있다고 합니다. (FRP) 구성 요소. 또한, 직물 성형에 사용되는 스탬프 성형 공정의 솔루션과 비교하여 DrapeCube는 소규모 생산을 위한 대안을 제공합니다.
직물을 가열하기 위해 공압 파이프에서 뜨거운 공기를 도구 캐비티로 주입하고 전기 코일에 의해 최대 200°C까지 가열하여 짧은 시간에 제어된 방식으로 직물에 열을 가합니다. ITA에 따르면 이 접근 방식을 사용하면 성형 전, 성형 중 또는 성형 후에 열가소성 접착 재료를 녹이고 냉각할 수 있습니다. 그런 다음 공압 실린더를 사용하여 접촉 압력을 생성합니다. 100mm x 200mm의 구성 요소 투영 영역으로 최대 100kPa의 접촉 압력을 달성할 수 있습니다.
<시간>이 게시물은 CompositesWorld와 AZL Aachen GmbH 미디어 파트너십
섬유
PPAP(생산 부품 승인 프로세스)는 부품 공급업체의 생산 프로세스에 대한 신뢰를 구축하는 데 유용한 도구입니다. PPAP 프로세스는 처음에 자동차 및 항공우주 산업에서 지정되었습니다. 오늘날 일부 의료 및 산업 고객의 요구 사항에 통합되었습니다. Pioneer Service에서는 PPAP 요구 사항보다 FAI 샘플 및 문서에 대한 요구 사항이 더 많습니다. 그러나 당사 품질 부서는 다양한 고객별 품질 보고와 함께 이러한 두 가지 수준의 품질 문서를 모두 충족하는 데 익숙하고 익숙합니다. CNC Swiss 및 CNC Turni
연삭 후 호닝 작업으로 표면 조도 향상 최종 버프 작업 전에. 자동 휠 측정 프로세스는 각 호닝 작업이 올바른 인피드 위치에서 시작되도록 합니다. 사진 제공:ANCA 의료 업계 전문가들은 정형외과적 고관절 수술이 2026년까지 매년 5%씩 증가할 것으로 추정하고 있습니다. 이는 전 세계적으로 증가하는 고령화 인구를 감안할 때 놀라운 일이 아닙니다. 이러한 추세에 따라 이러한 절차를 지원하는 장치 및 구성 요소와 이를 생산하는 장비에 대한 수요가 증가할 것입니다. 한 가지 예는 연삭 휠 제조업체 Tyrolit과 공동으로 개발한 대