전기화학적 가공 :원리, 가공, 장비, 응용, 장/단점
오늘 우리는 전기 화학 가공 원리, 작동, 장비, 응용, 장단점에 대해 다이어그램을 통해 배웁니다. 전기화학적 가공은 전기화학적 용해에 의해 금속이 제거되는 비전통적인 가공 공정입니다. 오늘날 이 공정은 유리한 작업으로 인해 많은 산업 분야에서 널리 사용됩니다. 이 공정은 전기도금 공정의 역순으로 진행될 수 있습니다.
전기화학 가공(ECM):
전기화학 가공 원리:
전기화학 가공은 패러데이 전기분해 법칙에 따라 작동합니다. 이 법칙은 전도성 액체 또는 전해질로 채워진 용기에 두 개의 전극을 놓고 두 전극에 높은 암페어의 DC 전압을 인가하면 양극(양극 단자)에서 금속이 고갈될 수 있고 음극에 도금(음극 단자). 이것이 전기화학 가공의 기본 원리입니다. 이 가공 공정에서 공구는 배터리의 음극 단자에 연결되고(음극으로 작동) 공작물은 배터리의 양극 단자에 연결됩니다(음극으로 작동). 둘 다 약간의 거리를 두고 전해액에 넣습니다. 전극에 DC 전류가 공급되면 공작물에서 금속이 제거됩니다. 이것은 전기화학가공의 기본 기초입니다.
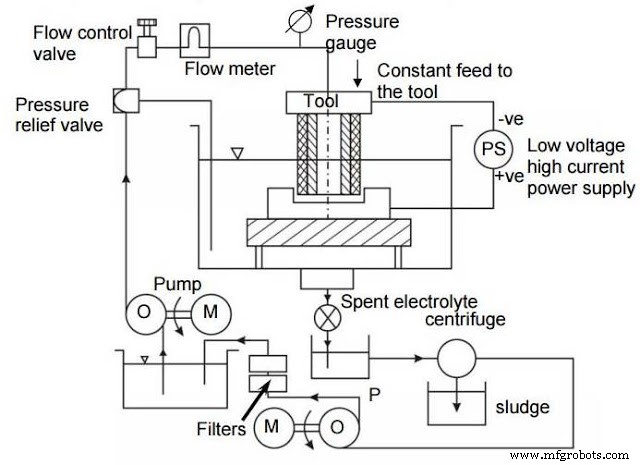 |
| 전기화학 용접 다이어그램 |
장비:
전원 공급 장치:
전기화학적 가공공정에서는 40000A 부근의 높은 직류값과 10-25V 부근의 낮은 전위차가 바람직하다. 전극은 전기 간극 위치에 위치하는 것이 기계 가공에 바람직합니다. 전기 간극이 너무 작지 않으면 위치가 아크를 생성할 수 있거나 너무 높으면 위치가 가공에 적합하지 않습니다. 약 1mm입니다. 이 높은 값의 DC 전류는 Silicon Controlled Rectifier를 사용하여 3상 AC 전류를 DC 전류로 변환하여 형성됩니다.
전해질 공급 및 세척 시스템:
전기화학적 공정에서 배관 시스템, 저장 탱크, 펌프, 제어 밸브, 압력계, 가열 또는 냉각 코일 등으로 구성되며, 공작물에서 제거된 금속은 슬러지를 형성하고 전해질을 제거해야 합니다. 이 시스템은 전해액의 흐름과 용기로의 세척을 제어합니다. 배관 시스템은 SS 강, 유리 섬유 강화 플라스틱, 플라스틱 라이닝 MS 또는 이와 유사한 기타 부식 방지 재료로 만들어집니다. 탱크 용량은 전류 10000A당 약 500갤런입니다.
도구 및 도구 피드 시스템:
공구는 부식성 환경에서 장기간 견뎌야 하기 때문에 방청재로 만들어졌습니다. 또한 열전도율이 높고 가공이 용이해야 합니다. 공작물의 치수 정확도와 표면 조도는 도구 치수에 직접적으로 의존합니다. 가공에 필요하지 않은 공구 부분은 절연이 부족하여 치수 부정확성을 유발하는 원치 않는 가공이 발생하기 쉽기 때문에 적절하게 절연되어야 합니다.
작업물 및 작업물 고정 시스템:
이 과정에서 작업물은 전기 전도성이 좋아야 합니다. 이 방법으로 전기 전도성 재료만 가공할 수 있습니다. 이 과정에서 공작물을 양극으로 사용합니다. 작업 고정 장치는 비전도성을 가져야 합니다.
전기화학 가공 작업:
전기화학적 기계가공은 전기도금 공정과 반대로 작동합니다. 금속은 양극에서 전해질로 제거되고 전해질에서 이용 가능한 반대 이온과 반응하여 슬래그 형태로 전환됩니다. 이 프로세스는 다음과 같이 작동합니다.
- ECM에서는 전해질이 선택되어 도구에 도금이 없고 도구의 모양은 변하지 않습니다. 일반적으로 물에 들어가는 NaCl은 전해질로 사용됩니다.
- 도구는 음극 단자에 연결되고 작업은 양극 단자에 연결됩니다.
- 전류가 전극에 흐르면 양극이나 공작물, 음극이나 공구에서 반응이 발생합니다. 올바른 작동을 이해하기 위해 저탄소강을 가공하거나 예를 들어보겠습니다.
- 전위차로 인해 이온 해리가 전해질에서 발생합니다.
NaCl ↔ Na+ + Cl- H2O ↔ 에이치+ + 오-
- 작업물과 도구 사이에 전위차가 가해지면 양이온은 도구 쪽으로, 음이온은 작업물 쪽으로 이동합니다.
- 따라서 수소 이온은 도구 쪽으로 이동합니다. 수소가 도구에 도달하면 수소는 도구에서 일부 전자를 취하여 기체 형태로 변환합니다. 이 기체는 환경으로 이동합니다.
- 수소 이온이 도구에서 전자를 가져갈 때 혼합물에 전자가 부족합니다. 이를 보상하기 위해 혼합물에 동일한 양의 전자를 제공하는 공작물(양극)에서 철 이온이 생성됩니다. .
2H+ + 2e- = H2 ↑ 음극에서 Fe = Fe+ + + 2e- 양극에서
- 이 철 이온은 반대의 염소 이온 또는 수산기 이온과 반응하여 침전물을 슬러지 형태로 만듭니다.
철(Fe) ↔ Fe++ + 2e- Fe++ + 2Cl- ↔ FeCl2 Fe++ + 2(OH)- ↔ Fe(OH) Fecl2 + 2(OH)- ↔ Fe(OH)2 + 2Cl - 이것은 철 또는 철을 전해질로 공급하여 가공 공정을 완료합니다. 이 가공 공정은 가공이 원자 단위로 이루어지기 때문에 더 높은 표면 조도를 제공합니다.
더 나은 이해를 위해 다음 비디오를 보십시오.
응용 프로그램:
- ECM은 디스크 또는 터빈 로터 블레이드를 가공하는 데 사용됩니다.
- 벽이 매우 얇은 콜릿의 홈을 만드는 데 사용할 수 있습니다.
- ECM을 사용하여 내부 캠의 내부 프로필을 생성할 수 있습니다.
- 위성 링 및 커넥팅 로드 생산, 기어 및 롱 프로파일 가공 등
장점 및 단점:
장점:
- 매우 복잡한 표면을 가공할 수 있습니다.
- 단일 도구로 많은 수의 공작물을 가공할 수 있습니다. 이론상 도구 마모가 발생하지 않습니다.
- 금속 가공은 공구의 강도와 경도와 무관합니다.
- ECM은 매우 높은 표면 조도를 제공합니다.
단점:
- 기계의 높은 초기 비용
- 디자인 및 도구 시스템이 복잡합니다.
- 가공된 표면의 피로 특성이 감소할 수 있습니다.
- 비전도성 재료는 가공할 수 없습니다.
- 막힌 구멍은 ECM에서 가공할 수 없습니다.
- 기존 기계 가공에 비해 요구되는 공간 및 바닥 면적이 높습니다.
이것은 전기 화학 가공 원리, 작업, 장비, 응용 프로그램, 장단점에 관한 모든 것입니다. 이 글에 대해 궁금한 점이 있으면 댓글로 물어보세요. 이 기사가 마음에 들면 소셜 네트워크에서 공유하는 것을 잊지 마십시오. 읽어주셔서 감사합니다.


