

제조공정

산업 제조
표면 연삭은 회전하는 숫돌을 사용하여 재료의 표면을 매끄럽게 하고 금속 또는 비금속 재료의 표면을 매끄럽게 하여 보다 세련되게 보이게 하는 마무리 공정입니다.
연삭 휠의 표면에 가장 일반적으로 사용되는 연마 재료는 알루미나, 탄화규소, 다이아몬드 및 입방정 질화붕소(CBN)입니다.
표면 그라인더 및 작업대의 구조적 특성 및 구성에 따라 표면 그라인더는 수평 스핀들 왕복 테이블 표면 연삭, 수평 스핀들 회전 테이블 표면 연삭, 수직 스핀들 왕복 테이블 표면 연삭, 수직 스핀들 왕복 테이블 표면 연삭의 4 가지 유형으로 나눌 수 있습니다. 스핀들 회전 테이블 표면 연삭.
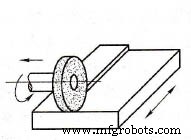
공작물은 직사각형 전자기 작업대에 의해 작업대에 흡입되거나 고정되고 길이 방향으로 왕복합니다. 그라인딩 휠 캐리지는 슬라이딩 시트의 더브테일 가이드 레일을 따라 횡방향으로 간헐적인 이송 이동을 할 수 있습니다. 슬라이딩 시트는 기둥의 가이드 레일을 따라 수직 간헐 이송 운동을 할 수 있으며 공작물은 높은 연삭 정확도로 연삭 휠 주위에 연마됩니다.
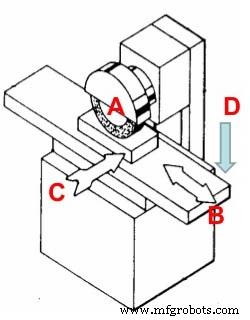
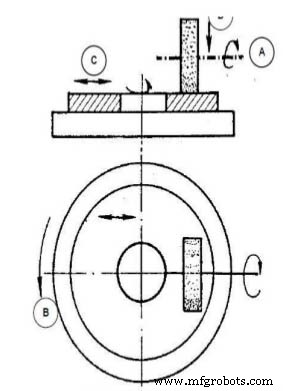
연삭 휠의 주축은 수평이고 작업대는 원형 전자기 척이며 표면은 연삭 휠의 원주면으로 연마됩니다. 연삭할 때 원형의 전자척이 공작물을 함께 빨아들이고 일정한 속도로 회전합니다. 고속 회전 외에도 연삭 휠은 원탁의 바깥 쪽 가장자리와 중심 사이를 왕복하여 연삭 이송을 완료합니다. 각 왕복 또는 매번 반전 후 연삭 휠은 공작물이 필요한 크기로 연삭될 때까지 공작물에 수직으로 이송됩니다. 작업대가 계속 회전하기 때문에 연삭 효율은 높지만 단차면과 같은 복잡한 평면은 연삭할 수 없습니다.
둥글고 얇은 공작물을 연마하는 데 사용되며 작업대에서 두께가 다른 환형 공작물을 연마하는 데 사용할 수 있습니다.
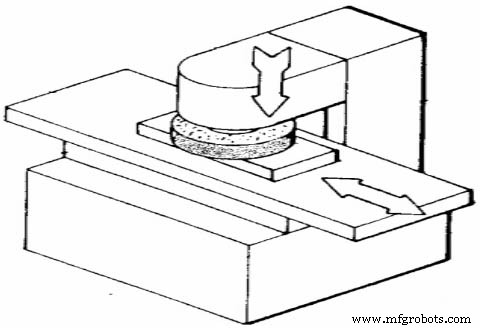
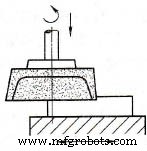
연삭 휠의 주축은 작업대와 수직입니다. 작업대는 직사각형의 전자기 척이며 연삭 휠의 끝면은 평면을 연삭하는 데 사용됩니다. 이 유형의 그라인더는 단순하고 평평한 부품만 연삭할 수 있습니다. 숫돌의 직경이 작업대의 폭보다 크므로 숫돌이 횡이송 운동을 할 필요가 없으므로 연삭 효율이 더 높습니다.
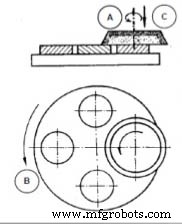
연삭 휠의 주축은 작업대와 수직입니다. 작업대는 원형 전자기 척입니다. 연삭 휠의 끝면은 평면을 연삭하는 데 사용됩니다. 연삭 시 원형 작업대는 일정한 속도로 회전하고 연삭 휠은 고속으로 회전하여 수직으로 이송됩니다. 공작물의 로딩 및 언로딩을 용이하게 하기 위해 원형 테이블을 베드 레일을 따라 세로로 이동할 수도 있습니다.
연삭 휠의 작업 표면에 따라 표면 연삭은 주변 연삭, 단면 연삭 및 외주 단면 연삭의 세 가지 유형으로 나눌 수 있습니다.
연삭 휠의 원주 표면을 사용하는 원주 연삭이라고도 합니다. 수평면 그라인더는 이 형태에 속합니다.
연삭 휠의 끝면으로 연삭. 수직 샤프트가 있는 표면 그라인더가 이 형태에 속합니다.
동시에 연삭 휠의 원주면과 끝면이 연삭에 사용됩니다. 단차면을 연삭할 때 단차가 깊지 않은 경우에는 연삭숫돌을 사용하여 수평축의 외주단면을 연삭하고 직사각형 테이블면 연삭기를 사용할 수 있습니다.
표면 연마의 형태가 다르고 특성도 다릅니다.
가열로 인한 공작물의 변형을 줄여 공작물의 연삭 정확도를 향상시키는 데 도움이됩니다. 다양한 공작물 평면의 미세 연삭에 적합하며 평탄도 오차는 0.01~0.02mm/1000mm 내에서 제어할 수 있으며 표면 거칠기는 Ra0.8~0.2μm에 도달할 수 있습니다. 그러나 연삭하지 않을 때 공작물 표면의 연삭을 완료하기 위해 간헐 횡이송을 사용하기 때문에 생산 효율이 낮습니다.
굽힘 변형이 적고 강성이 좋으며 더 큰 연삭량을 선택할 수 있습니다. 높은 생산 효율성. 공작물은 열 변형 및 화상을 입기 쉽습니다. 연삭 정밀도가 낮고 형상이 단순한 공작물에만 적합합니다. 단면 연삭 품질을 개선하기 위해 다음 조치를 취할 수 있습니다.
분쇄량은 너무 크지 않아야 합니다.
표면 마무리를 달성할 수 있는 당사의 연삭 시스템 0.2~0.025 공차가 0.002mm인 Ra. 세부 공차 및 표면 마감은 부품과 연삭 휠의 재료 유형에 따라 다를 수 있습니다. 지금 문의
제조공정
우리 방을 항상 적절한 온도로 유지시켜주는 달콤한 생명체인 에어컨이 어떻게 마법 같은 일이 일어나는지 궁금하지 않으세요? 글쎄요, 영구 자석 브러시리스 DC 모터는 속도 조절이 탁월하고 모든 것이 가능합니다. DC 모터는 무엇을 더 할 수 있습니까? 계속해서 알아보도록 하겠습니다. DC 모터 기능 전원:DC 전원 작동 속도:1,000~5,000rpm 효율:60~75% 높은 시동 토크 낮은 무부하 속도 장점과 단점 장점 저비용 속도 조정 컨트롤러 저가 모터를 위한 좋은 선택 리듀서와 쉽게 페어링 단점 낮은 브러시 수명 및 높
고급 카메라 모듈 덕분에 이제 휴대전화로 사진과 동영상을 찍는 것이 척추 반사와 같습니다. 이 게시물에서는 카메라 모듈의 기본 사항을 공유합니다. 1. 카메라 모듈이란 무엇입니까? 카메라 모듈은 사람의 눈을 진짜로 모방한 것입니다. 기본적으로 렌즈 , 소유자 , 보이스 코일 모터(VCM) , 적외선(IR) 필터 , 센서 및 FPC(Flexible Printed Circuit) . 그들이 무엇인지 더 잘 알 수 있도록 요약해 보겠습니다. 렌즈 :렌즈는 카메라 모듈의 핵심 부품입니다. 이미지를 생성하는 데 사용됩니다. . 렌