

제조공정

산업 제조
나사는 여전히 기계 산업에서 중요한 역할을 합니다. 나사를 다른 구성 요소에 연결하려면 내부 나사산이 필요합니다. 가공 부품의 외부 표면에 나사산을 절단하는 것도 가능합니다. 나사산을 사용하면 부품을 저렴한 비용으로 쉽게 연결할 수 있습니다. 제조업체는 수십 가지 유형의 패스너와 함께 사용하기 위해 다양한 방법을 사용합니다.
이 글에서는 나사산이 무엇인지, 나사산 종류, 나사산 밀링 기술, 주의사항 및 장점을 소개합니다.
나사산은 실린더 또는 원뿔의 내부(너트) 또는 외부(나사 또는 볼트) 표면에 균일한 단면이 형성된 연속적인 나선형 능선입니다. 실의 프로필은 마루(실의 위쪽), 루트(실의 아래쪽) 및 측면(마루와 루트를 연결하는 부분)으로 구성됩니다.
스레드는 연속 나선형 능선을 나타냅니다. 나선형 융기는 원통 또는 원뿔의 다른 표면에서 균일한 단면을 가지고 있습니다. 너트(내부) 또는 나사/볼트(외부)의 표면에 형성될 수 있습니다.
스레드의 주요 기능은 두 메커니즘 간의 연결 역할을 하는 것입니다. 물병 뚜껑을 생각하면 실의 멋진 그림이 떠오릅니다. 캡과 캡이 결합되어 단단한 물개를 형성합니다.

다양한 분류 기준에 따르면 스레드의 유형은 다양합니다. 기계 나사 및 간격 나사는 일반적으로 패스너에 사용됩니다. UNF(가는) 나사산과 UNC(거친) 나사산은 통합 나사산 시스템의 표준 시리즈입니다.
UNC(Coarse Thread):인치당 20개의 스레드(tpi)
UNF(미세 피치):28tpi
UNEF(Ultra Fine Pitch):32tpi
여기서는 내부 스레드와 외부 스레드에 대해 설명합니다.
내부 가공 스레드는 내부 표면 또는 오목한 표면의 스레드입니다. 이러한 유형의 스레드는 단일 립 스레드 커터로 가공됩니다. 일부 내부 스레드는 기존 스레드 탭을 사용합니다. 탭은 CNC 가공 부품의 내부 나사산을 절단하는 데 사용되는 금속 도구입니다.
외부 스레드는 스레드라고도 하며 원뿔 또는 실린더 외부의 스레드입니다. 일반적인 외부 나사산에는 나사, 플러그 게이지, 볼트 또는 스터드가 포함됩니다. 회전 조건을 충족하는 부품의 경우 수나사가 부품의 길이를 통해 연장될 수 있습니다.
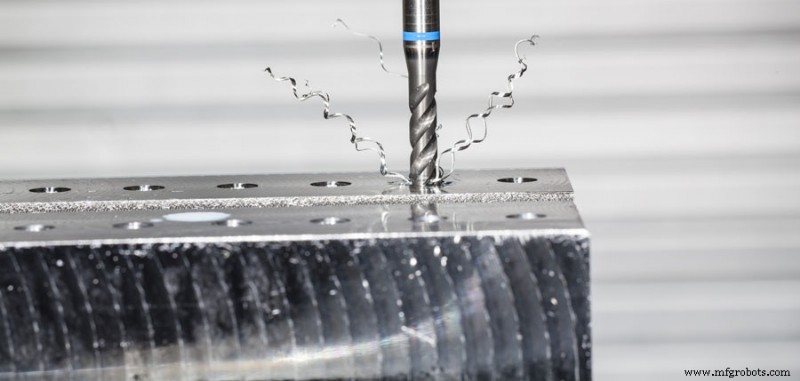
나사 밀링은 회전 도구의 원형 운동을 통해 다양한 크기의 내부 및 외부 나사를 생성하는 금속 가공 작업입니다. 피치는 측면 이동의 한 원에 의해 생성됩니다.
태핑과 달리 나사 밀링은 주로 더 큰 구멍에 사용됩니다. 그러나 오늘날의 솔리드 초경 나사 밀링 커터는 작은 나사 구멍도 가공할 수 있습니다. 동일한 도구를 사용하여 다양한 나사산의 왼나사 및 오른나사를 높은 정밀도와 우수한 표면 조도로 가공할 수 있습니다.
나사 밀링의 경우 솔리드 초경 공구 또는 인덱서블 공구의 두 가지 공구 중에서 선택할 수 있습니다. 인덱서블 공구는 일반적으로 직경이 0.625인치 이하인 구멍에는 적합하지 않기 때문에 솔리드 초경 공구는 주로 작은 구멍 크기에 사용됩니다. 투자 측면에서 솔리드 초경 나사 밀링 커터는 일반적으로 인덱서블 커터보다 비싸지만 필요한 품질과 배치 크기에 따라 비용 효율적일 수 있습니다. 단, 인덱서블 공구의 경우 나사 밀링 커터 바디를 구입한 후 나사산 생산 비용은 날 교체만 하면 됩니다.
나사 밀링은 공작물에 원하는 나사 모양을 생성하기 위해 공작물 주위 또는 내부에 나사 밀링 커터를 보간하는 것입니다. 밀링 중 여러 개의 반경 방향 패스는 우수한 칩 컨트롤을 제공할 수 있습니다. 그러나 스레드 밀링은 X, Y 및 Z 축에서 동시에 이동할 수 있는 기계에서 수행되어야 한다는 점을 기억하십시오.
나사 밀링은 더 나은 칩 배출을 제공하기 때문에 태핑보다 더 나은 나사 품질을 제공할 수 있습니다. 탭핑은 나사산과 같은 크기의 도구를 사용하여 칩이 칩 제거를 위해 나사산을 통과하도록 강제합니다.
공구 홀더와 마찬가지로 동일한 공구를 사용하여 내부 및 외부 나사산을 생성할 수 있습니다. 또한 피치만 같으면 같은 도구를 사용하여 다른 지름의 나사산을 만들 수 있습니다.
짧은 칩과 낮은 절삭 부하로 가공 중단 위험이 최소화됩니다. 공구 고장이 있어도 나사 밀링 커터의 직경이 나사보다 작아서 공구가 끼지 않기 때문에 공작물이 손상 될 가능성이 없습니다.
우수한 절삭 조건으로 최대 경도 HRC 65의 경화강, 티타늄 및 기타 가공이 어려운 재료와 같은 재료의 나사 밀링 가공이 가능합니다.
나사 밀링은 구멍의 상단에서 하단까지 완전한 나사 프로파일을 생성합니다. 그러나 탭할 때 탭이 세 번째 나사에서 완전한 나사 프로파일을 형성하기 시작하기 때문에 더 깊이 드릴해야 합니다.
제조공정
3백만 방법 오 f 티 헤드 남 고통 오 n CNC 남 고통 ㄷ 입력 누구나 CNC 머시닝 센터를 사용하여 공작물을 처리할 때의 이점에 대해 깊이 이해하고 있습니다. 오늘은 쓰레드 처리 방법을 알려드리겠습니다. CNC 머시닝 센터의 나사 가공에는 나사 밀링, 탭 가공, 피킹 가공의 3가지 방법이 있습니다. 1. 스레드 남 아프다 방법 나사 밀링은 가공이 어려운 재료의 나사 구멍 가공뿐만 아니라 큰 구멍 나사 가공을 위해 나사 밀링 공구를 사용하는 것입니다. 다음과 같은 특징이 있습니다. 공구는 일반적으로 고속
imts.com/의 멀티태스킹 지식 센터 spark는 스위스형 선반을 비롯한 다양한 다목적 머시닝 센터 플랫폼의 혁신을 다룹니다. 프로덕션 머시닝을 포함한 다양한 Gardner 비즈니스 미디어 브랜드 매거진은 AMT를 돕고 있습니다 — 제조 기술 협회(Association for Manufacturing Technology)는 IMTS(International Manufacturing Technology Show) 스파크 디지털 경험에 유익하고 유용한 콘텐츠를 제공합니다. 이것의 한 측면은 IMTS 스파크 사이트(imts.com/