

제조공정

산업 제조
누구나 CNC 머시닝 센터를 사용하여 공작물을 처리할 때의 이점에 대해 깊이 이해하고 있습니다. 오늘은 쓰레드 처리 방법을 알려드리겠습니다. CNC 머시닝 센터의 나사 가공에는 나사 밀링, 탭 가공, 피킹 가공의 3가지 방법이 있습니다.
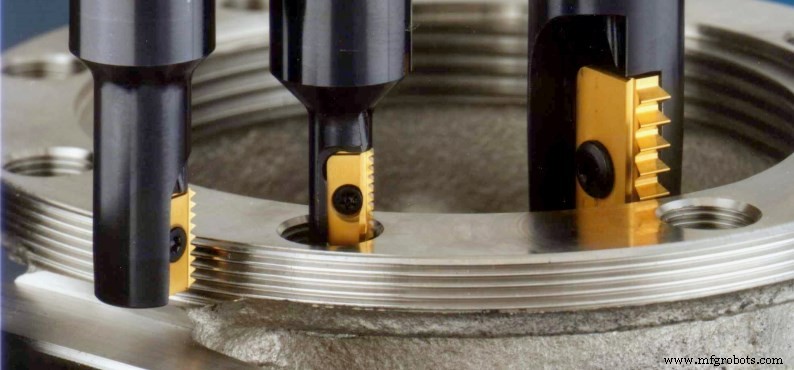
나사 밀링은 가공이 어려운 재료의 나사 구멍 가공뿐만 아니라 큰 구멍 나사 가공을 위해 나사 밀링 공구를 사용하는 것입니다. 다음과 같은 특징이 있습니다.
나사 밀링 공구는 기계 고정식 초경합금 블레이드 밀링 커터와 일체형 초경합금 밀링 커터의 두 가지 유형으로 나뉩니다. 기계로 고정된 도구는 나사산 깊이가 블레이드 길이보다 작은 구멍을 가공할 수 있으며 나사산 깊이가 블레이드 길이보다 큰 구멍도 가공할 수 있습니다. 구멍 및 일체형 초경 밀링 커터는 나사 깊이가 공구 길이보다 작은 구멍을 가공하는 데 사용됩니다.
나사 밀링 CNC 프로그래밍에 대한 참고 사항:공구 손상이나 처리 오류가 발생하지 않도록 하십시오.
직경이 작거나 구멍 위치 정확도 요구 사항이 낮은 나사 구멍에 적합합니다. 일반적으로 나사산 바닥 구멍 드릴의 직경은 나사산 바닥 구멍 직경 공차의 상한에 가까우므로 탭의 가공 여유를 줄이고 탭의 하중을 줄일 수 있습니다. 탭의 서비스 수명을 향상시킵니다.
모든 사람은 처리할 재료에 따라 적절한 탭을 선택해야 합니다. 밀링 커터 및 보링 커터에 비해 탭은 가공 재료에 매우 민감합니다. 탭은 스루홀 탭과 블라인드 홀 탭으로 구분됩니다. 스루 홀 탭의 선단이 길며 이는 전면 칩 제거입니다. 막힌 구멍 가공 시 나사 가공 깊이를 보장할 수 없습니다. 둘의 차이점에 주목하세요. 플렉시블 태핑 척을 사용할 경우 탭 섕크의 직경과 사각형의 너비가 태핑 척의 직경과 같아야 합니다. 리지드 탭핑용 탭의 생크 직경은 스프링 콜릿의 직경과 같아야 합니다.
탭 처리 방법의 프로그래밍은 비교적 간단하고 모두 고정 모드에 있으며 매개변수 값만 추가하면 됩니다. 서브루틴의 형식은 CNC 시스템마다 다르며 매개변수 값의 대표적인 의미도 다릅니다.
피킹 방법은 상자 부품의 큰 나사 구멍 가공에 적합하거나 탭 및 나사 밀링 커터가 없는 경우 이 방법은 나사 보링을 수행하기 위해 보링 바에 나사 선삭 공구를 설치하는 데 사용됩니다. 선택 및 버튼 처리 방법을 구현하기 위한 몇 가지 예방 조치가 있습니다.
CNC 머시닝 센터의 버클 가공 방식은 일시적인 비상 방식일 뿐입니다. 나사 가공 방법을 사용하여 나사 가공의 효율성과 품질을 효과적으로 개선하고 가공 비용을 절감하며 머시닝 센터의 효율성을 향상시키기 위해 공구를 가공하는 것이 좋습니다.
제조공정
이것은 CNC 머시닝 센터 프로그래밍 예제 또는 수직 머시닝 센터(VMC) 프로그래밍 예제입니다. 초보자 수준의 CNC 기계공/CNC 프로그래머가 기본적이고 이해하기 쉽습니다. 또한 CNC G 코드 G41 절단기 반경 보정 왼쪽의 사용을 보여줍니다. . CNC 머시닝 센터 프로그래밍 예 CNC 머시닝 센터 프로그래밍 예제 O0010N10 G00 X-15 Y-15N20 G41 G01 X0 Y0 F100N30 Y40N40 X30 Y80N50 X60N60 G02 X100 Y40 R40N70 G01 Y30N80 G03 X70 Y0
수직 머시닝 센터는 CNC 기계 작업장의 중요한 부분입니다. 이제 막 CNC 프로그래밍을 배우기 시작한 CNC 기계 기술자를 위한 수직 머시닝 센터 프로그래밍 예제입니다. 수직 머시닝 센터 프로그래밍 예 수직 머시닝 센터 프로그래밍 예 N10 T1N20 S1000 M3N30 G00 G40 G90 G17 X-30 Y60N40 G43 Z50 H1N50 Z-5N60 G01 G41 X10 Y60 D1 F200N70 Y80N80 G02 X20 Y90 R10N90 G01 X50N100 X90 Y50N110 Y20N120 G02 X80 Y1