

제조공정

산업 제조
바운싱 커터는 과도한 힘으로 인한 공구의 상대적으로 큰 진동을 말합니다. 바운싱 커터로 인해 발생하는 위험은 공작물을 과도하게 절단하고 공구를 손상시키는 것입니다. 공구 직경이 작고 공구 축이 너무 길거나 힘이 너무 크면 커터가 바운싱되는 현상이 발생합니다. 합리적인 도구와 가공 방법을 사용하면 커터가 튕길 가능성을 줄일 수 있습니다.
도구 변형에 영향을 미치는 3가지 주요 요인은 다음과 같습니다.
동일한 직경의 도구에 대해 도구의 길이가 2배가 되면 변형은 3배 증가합니다. 가공시 공구의 길이를 최대한 줄여 커터가 튀는 위험을 줄이십시오.
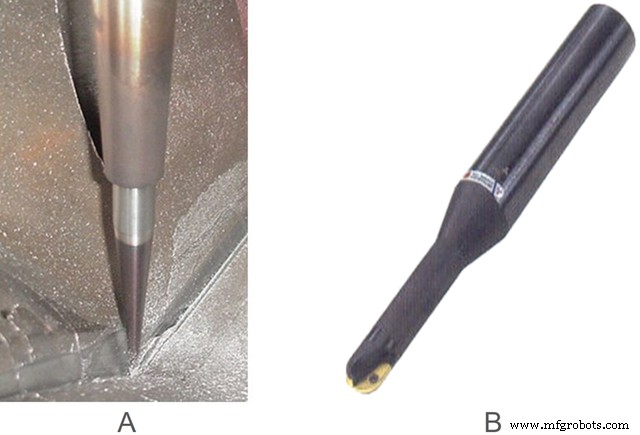
동일한 길이의 도구에 대해 도구 직경이 1배 감소하면 변형은 4배 증가합니다. 가공 시 가능하면 대구경 공구를 선택하거나 가공용 강화 공구를 최대한 사용하여 공구가 부러질 위험을 줄이십시오. (아래 그림과 같이 A는 열선과 테이퍼 넥 나이프를 사용하고 B는 손잡이가 강한 도구를 사용하여 가공)
공구의 변형은 가공 중에 받는 힘에 정비례합니다. 도구가 받는 힘을 줄이면 칼이 부러질 가능성을 줄일 수 있습니다. 공구에 가해지는 힘을 줄이기 위해서는 공구와 공작물의 접촉 면적을 줄여야 합니다.
더 깊은 위치를 가공할 때 더 작은 이송 속도와 미세 R-각 커터를 사용하여 가공 중 커터에 가해지는 힘을 줄여 칼이 부러질 위험을 줄일 수 있습니다.
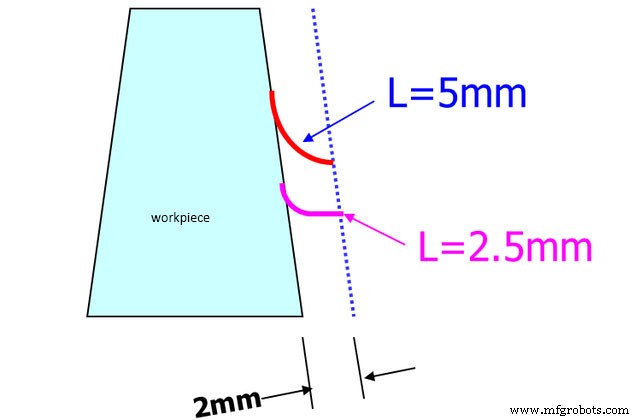
다음 그림은 D50R6공구와 D50R0.8공구를 같은 깊이로 가공했을 때의 금형재와의 접촉위치를 비교한 것입니다. 깊은 공작물을 가공하기 위해 미세 R각 도구를 사용하면 큰 R각 도구보다 절삭 부하를 줄일 수 있음을 알 수 있습니다.
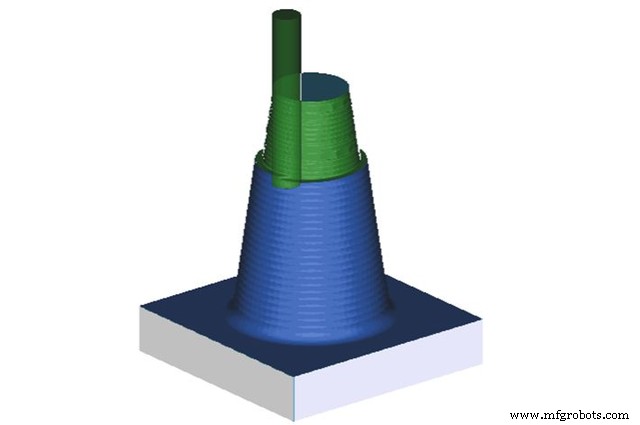
절삭 공구의 양(즉, 각 공구의 전체 깊이)을 줄이십시오. 가공깊이가 120mm 이상일 경우 공구를 2번 설치해야 합니다. 즉, 먼저 짧은 공구홀더를 설치하여 깊이 100mm까지 가공한 후 확장 공구홀더를 설치하여 100mm 이하 부품을 가공하고, 커터.
타격 커터는 공구의 절삭량이 너무 많다는 것을 의미합니다. 절삭날과 더불어 툴바도 공작물에 닿습니다. 공구 충돌의 주요 원인은 불합리한 안전 높이 설정 또는 안전 높이가 전혀 설정되지 않은 경우, 부적절한 가공 방법 선택, 도구의 부적절한 사용 및 2차 황삭의 마진 설정이 2차 황삭의 마진보다 작은 경우입니다. 첫 번째 황삭 설정 등
솔루션:
절단량을 줄이십시오. 공구의 직경이 작을수록 먹어야 하는 절삭량이 더 적습니다. 정상적인 상황에서 금형의 개구 개당 절삭량은 0.5mm 이하이며, 중가공 및 정삭 절삭량은 더 적습니다.
컨투어 밀링 모드를 캐비티 밀링 모드로 변경합니다. 가공 여유가 공구 직경보다 큰 경우 윤곽 밀링 방법을 선택할 수 없습니다.
솔루션:
두 번째 황삭의 여백은 일반적으로 첫 번째 황삭의 여백보다 0.05mm 커야 합니다. 첫 번째 황삭의 여백이 0.3mm인 경우 두 번째 황삭의 여백은 0.35mm가 되어야 합니다. 그렇지 않으면 도구 모음이 상단 측벽에 쉽게 부딪힐 것입니다.
위의 이유 외에도 가위길 수리시 커터 타격이 발생할 수 있으므로 가위길 수리는 하지 않도록 한다. 공구 충돌의 가장 직접적인 결과는 공구와 공작물을 손상시키는 것이며, 더 심각한 것은 기계의 스핀들을 손상시킬 수 있습니다.
오버커팅이란 절단할 수 없는 부품도 공구로 절단하여 공작물을 손상시키는 것을 의미합니다. 공작물의 과잉 절단에는 주로 공작 기계의 낮은 정밀도, 타격 커터, 바운싱 커터, 부적절한 도구 등을 포함하여 여러 가지 이유가 있습니다. 또한 작업자가 커터 설정에 정확하지 않은 경우 또한 오버컷의 원인이 됩니다.
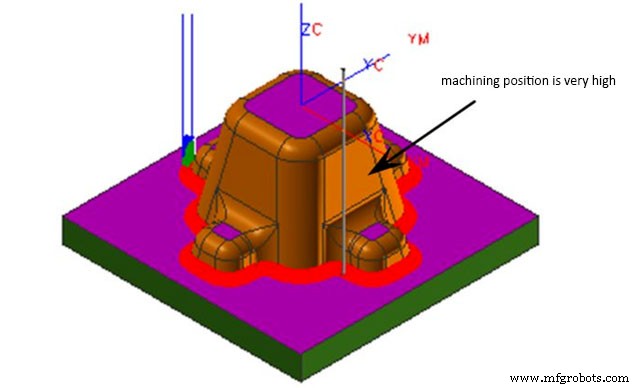
아래 그림의 상황은 부적절한 안전 높이 설정으로 인한 오버컷입니다.
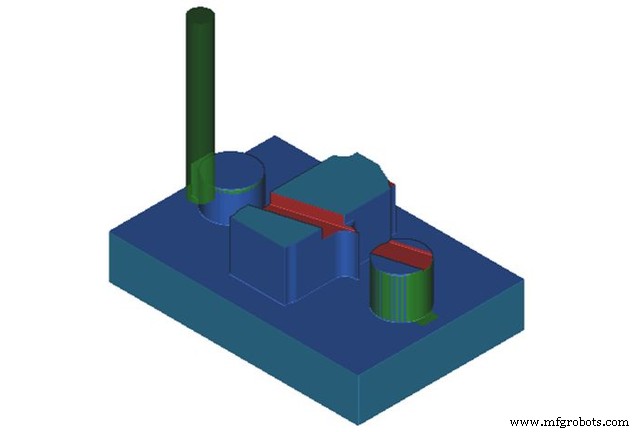
프로그래밍할 때는 신중하고 세심해야 합니다. 프로그램 완료 후 오버컷을 방지하기 위해 공구 경로를 자세히 확인해야 합니다. 그렇지 않으면 금형이 긁히거나 기계가 손상될 수 있습니다.
SANS Machining은 CNC 가공 전문 제조업체로서 10년 이상 소량 가공 부품을 전문으로 하며 밀링, 터닝, 연삭 및 EDM 서비스를 제공할 수 있습니다. 모든 부품은 MOQ가 아닌 도면으로 생성됩니다.
제조공정
CNC 가공에서 공구 수명은 공구 팁이 공작물을 절단한 후 공구 팁이 폐기될 때까지의 시간 또는 공작물 표면의 실제 길이를 나타냅니다. 공구 노즈 가공 시간은 공구 회사가 공구 수명을 계산하는 주요 평가 지표입니다. 일반 공구의 서비스 수명은 각 블레이드의 연속 처리 15-20분입니다. 공구 수명은 실험실에서 비교적 이상적인 조건에서 회사에서 측정합니다. 다양한 공작물 재료의 다양한 절단 깊이 및 이송에 따라 각 블레이드는 15-20분 동안 연속적으로 처리되고 해당 선형 속도와 이송 사이의 관계가 계산되어 해당 절단 매개변수 테이
이제 많은 CAD/CAM 소프트웨어 패키지가 자동 프로그래밍 기능을 제공합니다. 이러한 소프트웨어는 일반적으로 도구 선택, 가공 경로 계획, 절삭량 설정 등과 같은 프로그래밍 인터페이스의 프로세스 계획 관련 문제를 표시합니다. 프로그래머는 관련 문제만 설정하면 됩니다. 매개변수를 사용하면 NC 프로그램이 자동으로 생성되어 CNC 공작 기계로 전송되어 처리를 완료할 수 있습니다. 따라서 CNC 가공에서 공구 선택 및 절삭량 결정은 인간과 컴퓨터의 상호 작용 상태에서 완료되며 이는 일반적인 공작 기계 가공과 극명한 대조를 이룹니다. 동