

CNC 기계

산업 제조
열악한 공구 수명과 조기 공구 고장은 모든 가공 응용 분야에서 우려되는 사항입니다. 도구 경로 선택과 같은 간단한 요소와 도구가 처음으로 부품에 들어가는 방법이 모든 차이를 만들 수 있습니다. 공구 입력은 커터에게 가장 가혹한 작업 중 하나이기 때문에 전반적인 성공에 큰 영향을 미칩니다. 원형 또는 선형 공구 경로를 통해 부품으로 램핑하는 것은 가장 인기 있고 종종 가장 성공적인 방법 중 하나입니다 (그림 1) . 아래에서 램핑이 무엇인지, 그 이점과 어떤 상황에서 사용할 수 있는지 알아보세요.
<그림 클래스="aligncenter">
램핑은 절삭 공구의 반경 방향 및 축 방향 운동을 동시에 수행하여 각진 공구 경로를 만드는 것을 말합니다. 종종 이 방법은 포켓, 캐비티, 조각 및 구멍과 같은 닫힌 형태를 생성해야 할 때 부품에 접근하는 데 사용됩니다. 이렇게 하면 시작점을 만들기 위해 엔드밀이나 드릴로 플런지할 필요가 없습니다. 램핑은 절삭력의 미세한 불균형으로도 공구 고장을 유발할 수 있는 미세 가공에서 특히 중요합니다.
램핑 공구 경로에는 선형 및 원형의 두 가지 유형이 있습니다. (그림 2).
<그림 클래스="aligncenter">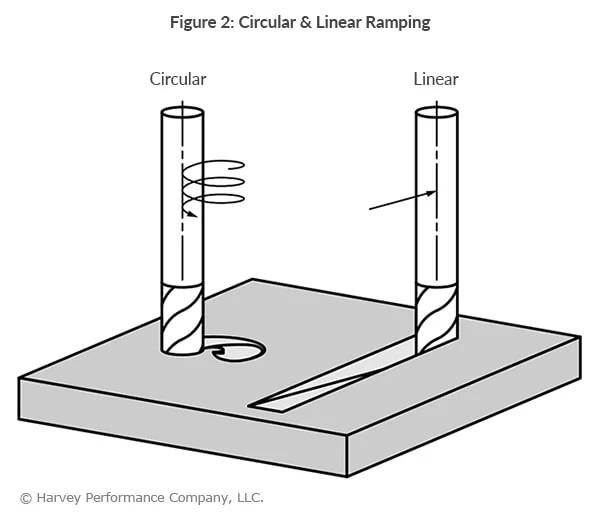
선형 램핑 두 축(z축과 x, y축 중 하나)을 따라 절삭 공구를 이동하는 작업이 포함됩니다. 이 방법은 두 축에만 분산된 보완적인 증가된 절삭 부하와 함께 훨씬 더 반경 방향 맞물림이 있습니다.
원형 램핑(나선 보간) 세 축(x, y 및 z 축) 모두에 맞물리는 절삭 공구의 나선형 모션이 있습니다. 이 방법은 일반적으로 절삭 공구에 대한 반경 방향 맞물림이 적고 절삭력이 3개의 다른 축에 걸쳐 분산됩니다. 가장 긴 공구 수명을 보장하므로 권장되는 방법입니다.
연질/비철 재료:3° – 10°
경질/철 재료 1° – 3°
공구가 램핑 방식을 통해 부품에 들어가면 점차 깊이가 증가하여 엔드밀에 충격 하중이 가해지는 것을 방지합니다. 이는 불필요한 도구 파손으로 인한 비용을 절감합니다. 램핑은 플런징과 비교할 때 더 작은 칩을 생성하므로 칩 배출이 더 빠르고 쉽습니다. 결과적으로 더 빠른 매개변수에서 엔드밀을 실행하여 사이클 시간을 줄일 수 있습니다. 램핑은 또한 공구 교환기에 추가 공간을 생성합니다. 그렇지 않으면 스타터 구멍 가공을 목적으로 하는 드릴이 차지할 공간이 생깁니다.

방법과 이점 모두에서 램핑과 유사하게 아킹은 공작물에 접근하는 또 다른 기술입니다(그림 3 참조).
<그림 클래스="aligncenter">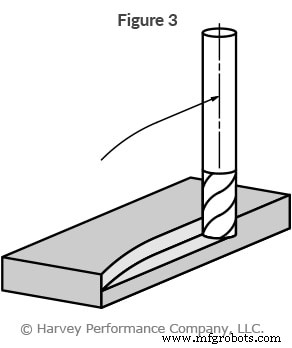
램프가 위쪽에서 부품으로 들어가는 동안 호가 측면에서 들어갑니다. 엔드밀은 밀링 시 곡선형 공구 경로(또는 호)를 따르므로 공구가 부품에 들어갈 때 공구에 가해지는 하중이 점차 증가하고 공구가 제품에서 나갈 때 하중이 점차 감소합니다. 이러한 방식으로 충격 하중 및 가능한 공구 파손을 방지할 수 있습니다.
램핑, 아크 및 기타 공구 투입 방법에 대한 자세한 내용은 Helical Solutions의 "공구 투입 유형"을 참조하십시오.
CNC 기계
다양한 유형의 가공에 대해 이야기할 때 우리는 그러한 프로세스의 알려지지 않은 영웅이 우리가 일상 생활에서 사용하는 부품을 만드는 데 사용되는 공작 기계라는 것을 알고 있습니다. 기계 가공에 사용되는 핵심 도구 중 하나(그리고 우리가 가장 좋아하는 도구 중 하나)는 선반입니다! CNC 선반 모든 훌륭한 야구 팀에 다용도 내야수가 필요한 것처럼 모든 훌륭한 기계 공장에도 선반이 필요합니다. 선반이 처리할 수 있는 다양한 작업을 살펴보겠습니다. . VMI 전략 구현 방법 알아보기 가장 일반적인 CNC 선반 작업에 대해 이야
CNC 선반 공작 기계 터렛은 모든 툴링이 장착되는 CNC 기계의 일부입니다. CNC 선반 공구 터렛에는 모든 공구가 장착되는 일체형 디스크와 같은 부품(공구 터렛 디스크)이 있습니다. . CNC 선반 공구 터릿은 x축 캐리지에 장착되어 있습니다. 슬랜트 베드 CNC 선반 / 플랫 베드 CNC 선반 일부 CNC 선반 기계에서 공구 터릿이 있는 x축 캐리지는 스핀들 뒤에 있습니다(이러한 CNC 선반 기계는 슬랜트 베드 CNC 선반 기계라고 함). ) 및 다른 CNC 선반에서는 전면에 있습니다(일반 선반 기계와 같이). 이러한 C