

CNC 기계

산업 제조
다음은 고효율 밀링과 관련된 여러 블로그 게시물 중 하나입니다. 이 인기 있는 가공 방법을 완전히 이해하려면 아래의 추가 HEM 게시물을 참조하세요!
고효율 밀링 소개 I 고속 머시닝과 HEM 비교 I 칩 박화를 방지하는 방법 I 4가지 주요 유형의 공구 마모를 방지하는 방법 I 트로코이드 밀링 소개
모든 가공 작업에는 반경 방향 및 축 방향 절삭 깊이 전략이 수반됩니다. 반경 방향 절입 깊이(RDOC), 공구가 공작물 속으로 넘어가는 거리. 공구가 중심선을 따라 공작물과 맞물리는 거리인 축 방향 절삭 깊이(ADOC)는 가공의 중추입니다. 슬로팅이든 주변 밀링이든(프로파일링, 황삭 및 정삭) 적절한 깊이로 가공하는 것은 성공적인 가공에 매우 중요합니다(그림 1).
아래에서는 주변 밀링 및 슬롯 가공을 위한 기존 방법을 소개합니다. 또한 고효율 밀링(HEM) 전략과 이 방법에 대한 적절한 절삭 깊이에 대해 설명합니다.
방사형 절삭 깊이(RDOC): 공구가 공작물로 넘어가는 거리입니다. 스텝오버, 절단 폭 또는 XY라고도 합니다.
축 방향 절삭 깊이(ADOC): 공구가 중심선을 따라 공작물과 맞물리는 거리입니다. 스텝다운 또는 컷 깊이라고도 합니다.
주변 밀링: 공구의 커터 직경 중 일부만 부품과 결합하는 애플리케이션입니다.
슬로팅: 공구의 전체 커터 직경이 부품에 맞물리는 응용 프로그램입니다.
고효율 밀링(HEM): 가벼운 RDOC 및 무거운 ADOC가 증가된 이송 속도와 결합되어 더 높은 재료 제거율과 감소된 공구 마모를 달성하는 새로운 가공 전략입니다.
<그림 클래스="aligncenter">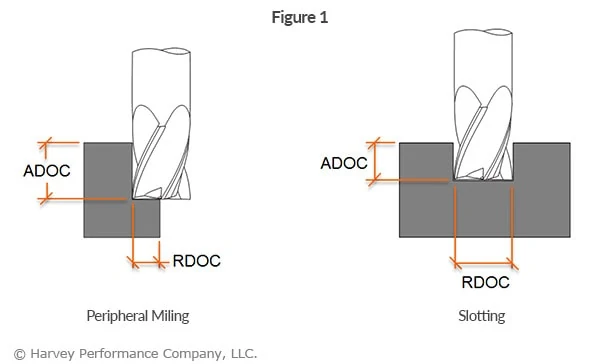
주변 밀링 중에 공구가 공작물을 반경 방향으로 맞물리는 양은 수행되는 작업에 따라 다릅니다(그림 2). 마무리 작업에서는 반경 방향 패스당 커터 직경의 약 3-5%에 해당하는 소량의 재료가 벽에서 제거됩니다. 거친 황삭 작업에서 공구 커터 직경의 30-50%가 부품과 맞물립니다. 중황삭은 정삭보다 RDOC가 더 높지만 공구 부하로 인해 ADOC는 정삭보다 더 작은 경우가 많습니다.
<그림 클래스="aligncenter">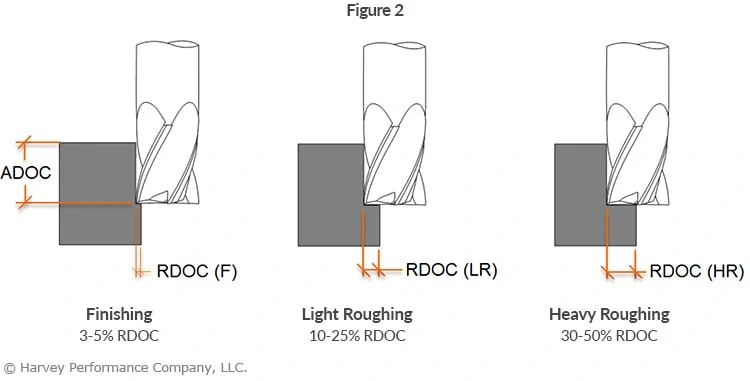
슬롯 가공 중에 공구가 부품을 축 방향으로 맞물리는 양은 사용 중인 공구에 적합해야 합니다(그림 3). 부적절한 접근 방식을 사용하면 도구가 휘고 손상되고 부품 품질이 저하될 수 있습니다.
엔드밀은 다양한 길이의 절단 옵션과 다양한 도달 옵션이 있습니다. 최소한의 편향과 최고의 생산성으로 프로젝트를 완료할 수 있는 도구를 선택하는 것이 중요합니다. 슬롯 가공에 필요한 ADOC가 더 낮을 수 있으므로 스터브 절단 길이가 가장 강력하고 가장 적절한 도구 선택인 경우가 많습니다. 슬롯 깊이가 증가함에 따라 더 긴 절단 길이가 필요하지만 허용되는 경우 도달 공구를 사용해야 합니다.
<그림 클래스="aligncenter">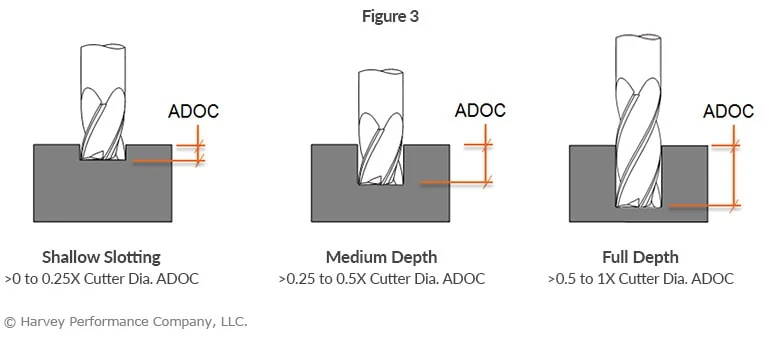
가벼운 RDOC와 무거운 ADOC를 고성능 공구 경로와 결합하는 것은 고효율 밀링 또는 HEM으로 알려진 가공 전략입니다. 이 가공 스타일을 사용하면 이송 속도를 높이고 절삭을 균일하게 유지하여 공구의 절삭 부분에 응력을 고르게 분산시켜 공구 수명을 연장할 수 있습니다.
전통적인 전략
새로운 전략 – 고효율 밀링(HEM)
HEM은 공구 직경의 7-30%를 반경 방향으로 사용하고 커터 직경의 최대 2배를 축 방향으로 사용하고 증가된 이송 속도와 함께 사용합니다(그림 4). 칩 박형화를 고려하면 이러한 실행 매개변수의 조합으로 인해 금속 제거율(MRR)이 눈에 띄게 높아질 수 있습니다. 최신 CAM 소프트웨어는 종종 HEM 도구 경로에 대한 기능이 내장된 완전한 고성능 솔루션을 제공합니다. 이러한 원칙은 슬롯 가공을 위한 트로코이드 공구 경로에도 적용될 수 있습니다.
<그림 클래스="aligncenter">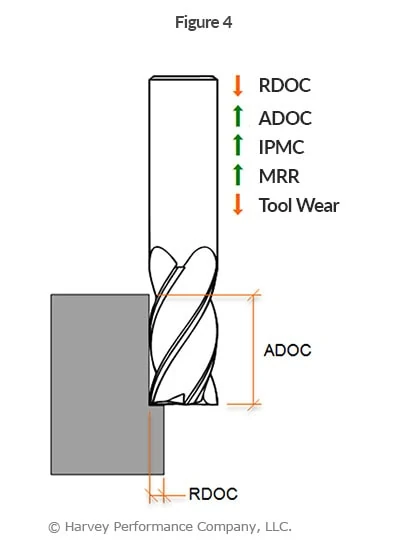
CNC 기계
G 코드 GSK983M S/V 드릴링 및 밀링 CNC 시스템 G 코드 GSK983M G 코드 함수 G00 포지셔닝 G01 선형 보간 G02 원형 보간(CW) G03 원형 보간(CCW) G04 드웰 G05 고속 연속 절단 모드 G07 연합 사인 곡선 제어 G09 정확한 정지 확인 G10 오프셋 값 설정, 공구 수명 관리 데이터 등록 시작 G11 공구 수명 관리 데이터 등록 종료 G17 XY 평면 선택 G18 ZX 평면 선택 G19 YZ 평면 선택 G20 인치로 입력 G
제출자:BEATA 요약 Q. 표시된 수치에 대한 CNC Part Program 작성 측면 밀링의 경우 속도 1200rpm 및 이송 100mm/min홀 드릴링의 경우 속도 1200rpm 및 이송 80mm/min슬롯 밀링의 경우 속도 1200rpm 및 이송 120mm/min 구멍 직경을 15mm로 설정합니다.절대 좌표계를 사용합니다. 해결책: 작업 순서:1 기준점, 좌표계, 도구 설정, 이송 및 속도 값 제공2 반경 보정용 커터 설정 왼쪽 오프셋3 도구를 A에 설정, 스핀들 시작 및 포기 피드(-Z 방향)4 측면 밀링의 추가 절