AFM 팁 기반 동적 쟁기 리소그래피를 사용하여 고분자 박막에 높은 처리량으로 나노규모 피트 제작
초록
우리는 원자간력 현미경(AFM) 팁 기반 동적 쟁기 리소그래피(DPL) 접근 방식을 사용하여 높은 처리량으로 나노 규모의 구덩이를 제작할 수 있음을 보여줍니다. 이 방법은 인접 피트의 분리 거리를 담당하는 태핑 모드에서 샘플 표면을 비교적 빠른 속도로 긁는 것에 의존합니다. 다이아몬드와 같은 탄소 코팅 팁을 사용하여 폴리(메틸 메타크릴레이트)(PMMA) 박막에 긁힘 테스트를 수행합니다. 결과는 100μm/s가 긁힘 속도의 임계값임을 보여줍니다. 긁는 속도가 100μm/s보다 크면 피트 구조가 생성될 수 있습니다. 대조적으로, 나노그루브는 임계값보다 낮은 속도로 형성될 수 있다. 팁과 샘플의 한 상호 작용에서 적용된 고주파 하중과 낮은 에너지 소산으로 유리 상태 중합체의 분자 사슬을 끊는 것이 어렵기 때문에 하나의 피트는 65-80번의 침투가 필요합니다. 이어서, 탄성변형, 소성변형, 말뚝 위로 올라가는 3단계를 포함하는 피트의 형성과정을 상세하게 분석한다. 특히 이 제안된 방법을 사용하면 1초에 4800~5800개의 피트를 얻을 수 있습니다. 피트를 효율적으로 제작하기 위해 제안된 방법의 잠재력을 완전히 결정하는 실험과 이론적 분석이 모두 제공됩니다.
<섹션 데이터-제목="배경">
배경
최근 나노기술의 급속한 발전으로 나노전자기계시스템, 나노센서, 나노포토닉스 등 다양한 분야에서 나노구조의 응용에 대한 관심이 높아지고 있다. 특히, 1차원 나노구조체로 정의되는 나노점은 고밀도 저장 및 양자점 제조 분야에서 널리 활용되고 있다[1]. 그러나, 나노도트의 효율적인 제조는 여전히 엄청난 도전에 직면해 있습니다. 많은 학자들이 다양한 재료에 나노점을 제작하는 다양한 방법을 제안했습니다. 그 중 화학적 합성 방법은 대부분의 물성 검출 및 나노 스케일 소자를 위한 나노 도트를 얻기 위해 널리 사용된다[2]. 그러나 이 방법을 사용하여 나노점의 크기와 공간 분포를 결정하는 것은 어렵습니다. 이로 인해 후속 프로세스에서 위치 지정 및 조작에 더 많은 노력이 필요합니다. 따라서 많은 학자들은 집속 이온빔 리소그래피[3], 전자빔 리소그래피[4], 나노임프린트 리소그래피[5]와 같이 수 나노미터 크기의 나노점 구조를 얻기 위해 보다 제어 가능한 방법을 탐구하는 데 자원을 바쳤습니다. 그러나 복잡성, 엄격한 환경 요구 사항 및/또는 높은 비용이 이러한 기술의 적용을 크게 방해합니다.
1986년 원자간력현미경(AFM)이 발명된 이후 고정밀 표면 프로파일러로 널리 활용되어 왔다[6]. 원자현미경 팁과 시료 사이의 상호작용력이 수백 나노뉴턴 또는 수백 마이크로뉴턴과 같이 상대적으로 큰 값으로 확대되면 작은 절단 도구와 유사하게 날카로운 팁에 의해 시료 재료가 소성적으로 제거될 수 있습니다[7 ]. 화학적 및 열적 에너지는 또한 시료 물질의 제거를 돕기 위해 국부 산화[8] 또는 시료 가열[9]을 통해 AFM 시스템에 도입되었습니다. 따라서 기존 AFM 팁 기반 나노리소그래피(TBN) 방법의 범위를 확장하는 몇 가지 새로운 제조 방법이 등장했습니다. 모든 TBN 방법 중 기계적 제거 방법이 가장 쉽고 유연합니다[10]. 이 방법은 먼저 다양한 재료에 대한 압입 및 후속 긁힘 작업으로 구성되며, 여기서 팁-재료 상호작용은 금속[11], 반도체[12, 13] 및 폴리머[14]와 같은 재료 유형에 크게 의존합니다. 나노크기에서 팁과 물질의 상호작용을 정밀하게 제어함으로써 나노점, 나노그루브, 3차원 나노구조와 같은 복잡하고 고정밀한 나노구조가 성공적으로 제작되었다. 특히, 일부 학자들은 나노점 구조를 얻기 위해 반도체 재료의 표면에 AFM 팁 기반 나노압입 공정을 수행했다[15, 16]. 그들의 연구에서, 나노압입으로 인한 결정 결함은 InAs 나노구조의 핵형성 부위인 것으로 결정되었습니다. 그러나 반도체 재료의 상대적으로 큰 경도는 심각한 팁 마모를 초래할 수 있습니다. 따라서 일부 연구자들은 먼저 나노점 구조를 제작하기 위해 고분자 박막 레지스트와 같은 더 부드러운 재료에 나노 압입 공정을 수행할 것을 제안했습니다. 이러한 나노점 구조는 반응성 이온 식각(RIE) 또는 습식 식각 공정을 통해 반도체 재료로 전달될 수 있습니다[17]. 경도가 낮고 두께가 매우 얇기 때문에 비교적 작은 수직 하중으로도 레지스트 층을 관통할 수 있습니다. 일부 학자들은 폴리카보네이트 표면에 나노도트 어레이를 얻기 위해 2단계 스크래칭 접근법을 제안했습니다[18]. 이 방법은 AFM 팁 기반 힘 일정 긁힘 프로세스에 의해 형성된 재료의 잔물결에 의존합니다. 그러나 인접한 나노점 사이의 간격 거리는 AFM 팁의 기하학적 구조에만 의존하며 나노점의 형성 메커니즘은 여전히 불분명합니다.
반면에 낮은 처리량은 AFM 팁 기반 나노 제조 방법의 개발을 방해하는 중요한 요소입니다. AFM 팁 기반 nanoindentation 프로세스는 대규모 nanodot 구조를 얻는 데 시간이 많이 걸린다는 것이 입증되었습니다[19]. 이 문제를 해결하기 위해 Vettiger et al. 초고밀도 가공 능력을 달성하기 위해 병렬로 작동하는 대규모 마이크로 캔틸레버 어레이를 사용하는 "Millipede"의 개념을 제시했습니다[20]. 대면적 긁힘 공정 후의 심각한 팁 마모를 고려하여 일부 학자들은 팁-샘플 상호 작용력을 감소시켜 팁 마모를 줄이기 위한 새로운 간헐적 접촉 모드 작동을 제안했습니다[21, 22]. 그러나 이 접근법에 사용되는 마이크로 캔틸레버의 큰 어레이는 복잡한 설계 및 생산 프로세스가 필요하고 샘플과의 접촉을 보장하기 위해 하나의 프로브에서 모든 팁의 위치를 조정하는 지루한 프로세스가 필요합니다. 따라서 일부 연구자들은 고속 가공 능력을 향상시키기 위해 하드웨어와 소프트웨어를 포함한 상용 원자현미경 시스템을 수정했습니다[23,24,25]. 이 방법에서는 하나의 캔틸레버가 있는 팁이 사용되었습니다. 그러나 이러한 접근 방식을 사용하여 나노그루브만 효율적으로 제작할 수 있으며 빠른 속도로 긁으면 팁이 심하게 마모될 수 있습니다. AFM 팁을 사용한 정적 처리 외에도 AFM 팁 기반 동적 쟁기 리소그래피(DPL)도 최근 점점 더 많은 관심을 받고 있습니다. 이 프로세스는 AFM 시스템의 탭핑 모드로 수행됩니다. 캔틸레버의 구동 진폭을 증가시키면 AFM 팁이 샘플 표면을 관통하여 가공 공정을 달성할 수 있습니다[26,27,28]. DPL 방식에서 팁과 샘플 사이의 간헐적인 접촉으로 인해 참고 문헌에서 제안된 방법과 유사하게 팁 마모를 줄일 수 있습니다. [21, 22]. DPL 방법으로 얻은 가공 깊이는 일반적으로 수 나노미터 정도이며, 이는 고분자 박막 레지스트 및 2차원 재료와 같은 박막에 나노 구조를 제조하는 데 적합합니다[29]. 더욱이, DPL 방법에서 AFM 팁의 캔틸레버는 수천 헤르츠에서 진동하도록 구동될 수 있으며, 이는 팁이 짧은 기간에 샘플 표면과 여러 번 상호 작용할 수 있습니다. 따라서 DPL 방법은 박막 샘플 표면에 나노스케일 피트 구조를 효율적으로 제작하기 위한 잠재적인 접근 방식이 될 수 있습니다.
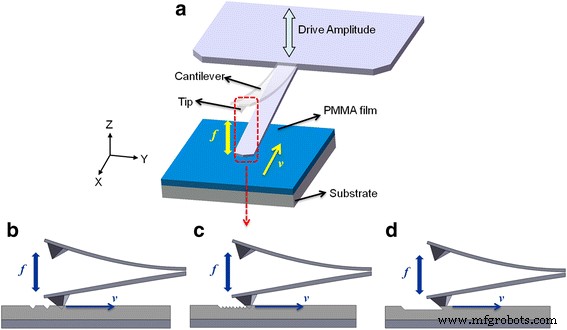
이 연구에서는 DPL 제조 방식을 기반으로 하고 상용 AFM 시스템을 사용하는 고속 스캔 나노리소그래피(FSN) 방법을 제시합니다. 그림 1a는 다이아몬드 모양의 탄소 코팅 팁을 사용한 나노 긁힘 프로세스의 개략도를 보여줍니다. 팁은 실리콘 기판의 폴리(메틸 메타크릴레이트)(PMMA) 박막과 접촉하는 모습을 보여줍니다. 캔틸레버는 팁과 샘플 표면 사이에 간헐적인 접촉을 생성하기 위해 공진 주파수 근처에서 구동됩니다. 팁의 구동 진폭은 제어 시스템(AM-AFM)에 의해 일정한 값으로 유지됩니다. AFM 시스템에 탑재된 Nanoman 모듈은 모든 가공 공정에 사용되며 긁힘 방향은 캔틸레버의 장축과 평행하게 선택됩니다. 가공된 나노구조에 대한 긁힘 속도의 영향이 연구됩니다. 또한, 구덩이 구조의 형성 메커니즘도 조사됩니다.
<그림>
아 FSN 방법을 사용하여 PMMA 필름 표면에 라인 긁는 과정의 개략도. 캔틸레버는 공진 주파수 f에서 진동합니다. 수직 방향으로. 스크래치 속도 v 빠른 스캔 방향을 따라 수정됩니다. 다양한 긁힘 속도 범위가 표시됩니다. b 높은 긁힘 속도, c 중간 긁힘 속도 및 d 낮은 긁힘 속도
방법
PMMA 용액의 농도는 1.25wt%이며, 분자량 Mw=120,000인 PMMA 분말을 클로로벤젠에 용해하여 제조합니다. PMMA 필름은 약 10분 동안 아세톤과 알코올의 연속적인 초음파 수조로 세척된 단결정 Si 기판에서 용액을 회전시켜 준비합니다. 수십 나노미터 두께의 필름을 생성하기 위한 실험에서 회전 속도는 6000rpm으로 선택되었습니다. 코팅 공정 후 PMMA 필름은 PMMA의 유리 전이 온도에 가까운 125°C에서 30분 동안 포스트 베이크됩니다.
실험은 상업용 AFM(Dimension Icon, Bruker Corporation, USA)으로 작동됩니다. 실리콘 팁은 제조업체(TESPD, Bruker Corporation, USA)에서 제공하는 42N/m의 공칭 스프링 상수와 320kHz의 공진 주파수로 선택됩니다. 캔틸레버의 팁 측면은 팁 수명 연장을 위해 DLC(다이아몬드 라이크 카본) 코팅으로 경화되었습니다. PMMA 표면의 나노구조 측정은 스캔 속도가 1Hz이고 스캔 라인이 256인 탭핑 모드로 설정됩니다. 캔틸레버 시스템은 다른 프로브를 사용할 때 조정되어야 합니다. 이 연구에서 설정점은 약 300mV로 조정되었습니다. 이미지는 Bruker Company에서 제공하는 나노스코프 분석 소프트웨어를 사용하여 1차 평탄화에 의해 처리됩니다.
AFM 시스템에 장착된 Nanoman 모듈은 본 연구의 스크래칭 공정에 활용되며, 이는 샘플 표면에서 직사각형 또는 원형과 같은 원하는 구조를 달성하기 위해 팁의 궤적을 설계하는 데 널리 채택됩니다. 표면을 수정하려면 팁의 구동 진폭 값을 V로 높여야 합니다. w (쓰기), 팁과 PMMA 필름 사이의 상호 작용이 촉진되어 팁이 샘플 표면을 관통하도록 보장합니다. 스크래칭 프로세스 후 팁의 드라이브 진폭 값은 즉시 V로 급락합니다. r (읽기) 캔틸레버를 변경하지 않고. Static plowing lithography 방법과 비교하여 DPL을 사용하면 팁 마모가 매우 작은 것으로 판명되어 무시할 수 있습니다. 프로브 변경을 피하고 나노구조의 위치를 검색함으로써 이 제자리 이미징 방법은 긁힘 프로세스의 효율성을 향상시킬 수 있습니다. 모든 실험은 실온에서 작동됩니다.
결과 및 토론
AFM PZT의 속도 제한을 고려하여 0.1~1000μm/s 범위의 스크래치 속도가 실험 테스트에서 선택됩니다. 그림 1은 세 가지 속도 범위를 포함하는 나노가공 공정의 개략도를 보여줍니다. 비교적 빠른 속도로(초당 수백 마이크로미터 정도) 긁으면 그림 1b와 같이 별도의 피트가 형성될 수 있습니다. 긁는 속도가 중간 값(약 100μm/s)으로 느려지면 그림 1c와 같이 피트가 서로 겹칠 수 있습니다. 그림 1d와 같이 스크래치 속도가 상대적으로 작은 값(초당 수십 마이크로미터)에 도달하면 피트가 나노그루브로 변형될 수 있습니다. 이 결과는 두 개의 제작된 Pit 사이의 거리가 제작된 나노패턴에 큰 영향을 미치는 Scratching 속도에 의존함을 나타냅니다.
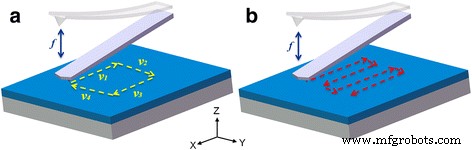
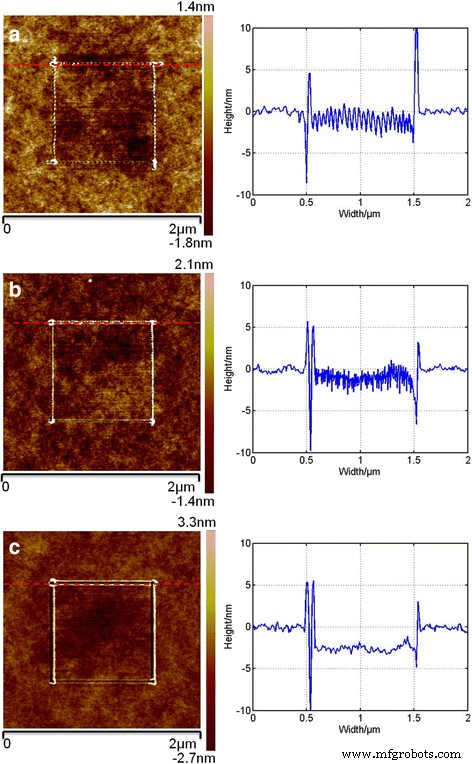
이 연구에서는 그림 2a와 같이 4가지 일반적인 긁는 방향을 선택합니다. V1 및 V3 캔틸레버의 장축을 따라 긁는 것을 나타냅니다. V2 및 V4 캔틸레버의 장축에 수직인 긁힘으로 정의됩니다. 팁 궤적은 AFM PZT를 제어하여 얻습니다. 그림 3은 서로 다른 긁힘 속도로 제작된 정사각형 라인 나노구조체의 AFM 이미지와 V 방향으로 긁힌 나노구조체의 해당 단면을 보여줍니다. 1 , 캔틸레버의 공진 주파수가 380kHz일 때 200μm/s의 비교적 큰 스크래치 속도로 그림 3a와 같이 연속적인 피트가 형성될 수 있습니다. 미리 설정된 4개의 긁는 방향의 경우 긁는 속도가 두 방향의 전환점에서 미끄러져 가더라도 1초보다 훨씬 짧은 시간에 피트가 형성됩니다. 중간 긁힘 속도(100μm/s)에서는 그림 3b와 같이 가공 경로를 따라 명백한 피트가 발견되지 않고 변동하는 나노구조가 형성됩니다. 두 개의 인접한 스크래칭 경로의 교차점에서 훨씬 더 큰 깊이를 가진 하나의 피트만이 관찰될 수 있으며, 이는 다음과 같이 설명될 수 있습니다. 두 개의 인접한 긁힘 경로 사이의 변환 기간 동안 긁는 속도는 0으로 느려야 하고 팁은 긁는 경우보다 샘플 표면을 더 많이 눌러야 더 큰 깊이를 생성할 수 있는 이유일 수 있습니다. 구덩이의. 100μm/s의 스크래치 속도는 PMMA 박막에 연속 피트를 제작하는 데 중요한 값으로 간주될 수 있습니다. 그림 3c는 긁힘 속도가 50μm/s인 가공된 나노그루브를 보여줍니다. 가공된 나노그루브의 단면에서 나노그루브의 바닥이 비교적 평평하고 나노그루브의 명백한 깊이가 형성될 수 있음을 관찰할 수 있다. 또한 그림 3과 같이 PMMA 필름에 팁이 쟁기질을 하기 때문에 스크래치 시 칩이 형성되지 않고 홈의 한쪽 또는 양쪽에 쌓임만 형성될 수 있다. 또한, 얻어진 나노구조의 다른 면의 프로파일은 다른 방향으로 긁을 때 일관성이 없으며, 이는 비대칭 팁이 있는 정적 리소그래피를 사용한 결과와 유사합니다. SU-8 또는 폴리스티렌(PS)과 같은 다른 레지스트 재료의 경우 스크래치 속도의 임계값은 응력 완화 계수가 다르기 때문에 PMMA 필름의 임계값과 다릅니다. 그러나 이 연구와 동일한 접근 방식을 따르면 긁힘 실험을 통해 임계값을 얻을 수 있습니다.
<사진>
아 네 가지 일반적인 긁는 방향(V1 , V2 , V3 , 및 V4 )는 이 연구에서 나노 가공 제조를 위해 선택되었습니다. ㄴ 대면적 패턴에 대한 피드가 있는 팁 궤적
<그림>
a의 긁힘 속도로 3가지 종류의 나노구조 및 단면의 AFM 이미지 200μm/s, b 100μm/s 및 c 50μm/s
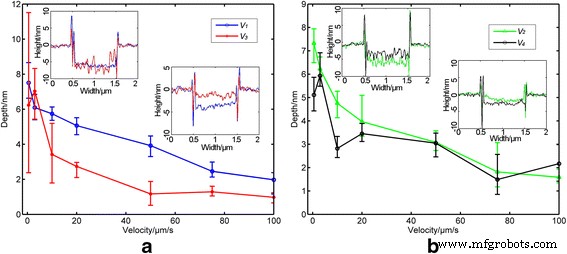
긁는 속도가 100μm/s 미만이면 우수한 품질의 나노그루브를 얻을 수 있습니다. 그림 4는 나노그루브의 가공 깊이와 그림 2a에 표시된 다양한 스크래치 방향에 따른 스크래치 속도 사이의 관계를 보여줍니다. 각 나노그루브에 대해 실험 깊이는 5개의 다른 위치에서 5개의 깊이 값의 평균으로 계산됩니다. 모든 긁힘 방향에 대한 긁힘 거리는 이 연구에서 1μm로 동일합니다. 모든 스크래칭 방향에 대해 스크래칭 속도가 증가함에 따라 가공 깊이가 감소하는 것을 관찰할 수 있습니다. 한 가지 가능한 이유는 다음과 같이 설명할 수 있습니다. 이 연구에서 선택한 1μm의 스크래칭 거리에 대해 100μm/s 및 1μm/s의 스크래칭 속도에서 프레스 작업의 수는 각각 3870 및 387,000입니다. 동일한 긁힘 거리에 대해 AFM 팁에 의한 많은 수의 프레스 작업은 인접한 프레스 작업 간에 상대적으로 큰 비율의 중첩으로 이어질 수 있으며, 이는 나노그루브의 더 큰 기계 가공 깊이를 초래할 수 있습니다. 또한, 그림 4와 같이 긁힘 속도가 5μm/s 미만일 때 모든 방향으로 긁힌 나노그루브의 깊이는 일정하며, V 방향으로 가공된 나노그루브의 깊이는 3 5μm/s 이상의 긁힘 속도로 다른 방향으로 얻은 가공 깊이보다 훨씬 작아집니다. 또한 V 방향으로 얻은 가공 깊이의 오차 막대 3 스크래치 속도가 다른 것보다 5μm/s 미만일 때 훨씬 더 큽니다. 한 가지 가능한 이유는 다음과 같이 설명할 수 있습니다. 이 연구에 사용된 기하학적 AFM 프로브는 비대칭이며 AFM 팁만 샘플 표면에 닿도록 하기 위해 사용되는 12°의 일반적인 캔틸레버 기울기로 인해 프로브가 기울어지면 접촉 면적의 차이가 발생할 수 있습니다. 긁는 방향이 다른 팁과 샘플 표면 사이. 스크래치 속도가 5μm/s 미만인 경우 인접한 프레스 작업의 중첩 영역이 매우 큽니다. 따라서 팁과 샘플 표면 사이의 접촉 면적도 매우 큽니다. 따라서 가공 깊이에 대한 긁힘 방향의 영향은 무시할 수 있습니다. 그러나 팁 표면을 따라 형성되는 파일업 역시 스크래칭 방향에 따라 달라지는데 이는 정적 스크래칭 과정과 유사하다. 따라서 V에서는 꾸준히 쌓일 수 없다. 3 긁는 방향. 그림 4a, b에 삽입된 그림은 각각 0.5 및 50μm/s의 긁힘 속도로 가공된 일반적인 나노그루브의 단면입니다. 0.5μm/s의 긁힘 속도로 가공된 나노그루브의 단면에서 나노그루브의 바닥은 V3 방향, 이는 가공 깊이에 대해 상대적으로 큰 오차 막대를 초래할 수 있습니다. 5μm/s 이상의 속도로 긁는 경우 인접한 프레스 작업과 겹치는 영역이 작아집니다. 따라서 긁는 방향이 중요한 역할을 하며 이는 V3 긁는 방향.
<그림>
일반적인 긁힘 방향에서 긁힘 속도에 대한 홈 깊이의 의존성:aV1 및 V3 , 캔틸레버의 장축에 평행합니다. ㄴV2 및 V4 , 캔틸레버의 장축에 수직입니다. 삽입된 그림은 0.5 및 50μm/s의 긁힘 속도에 대한 나노그루브의 단면을 보여줍니다.
PMMA 박막은 일종의 시간 의존적 점탄성 물질입니다. 따라서 AFM 팁에 의해 가해지는 주기적인 하중은 샘플의 영률에 영향을 미칠 수 있습니다. 응력 완화 계수 G의 일반적인 표현 G로 정의 1 그리고 G2 [30]:
여기서 Gr 상수이고 ω 주파수와 관련이 있습니다. 안 (τ )는 응력 완화에 기여하는 이완 시간 스펙트럼으로, lnτ 사이의 이완 시간과 관계가 있습니다. 그리고 lnτ + d (lnτ ). 여기 주파수가 387kHz인 캔틸레버의 공진 주파수에 가까운 값으로 설정되면 모듈러스가 높은 값에 도달할 수 있습니다. 위에서 언급한 방정식을 사용한 계산에서 PMMA 박막은 고주파 하중이 가해진 유리 상태로 나타납니다[30]. 탭핑 모드는 전체 가공 프로세스에서 사용되기 때문에 스크래치 프로세스 동안 AFM 팁과 샘플 표면 사이의 상호 작용력과 에너지 소산이 상대적으로 작고 구동 진폭 V조차도 w /Vr 는 10에서 20 사이의 상대적으로 높은 값으로 설정됩니다. 이러한 가공 조건에서 PMMA 박막의 유리와 같은 특성과 AFM 팁에 의해 가해지는 하중이 상대적으로 작기 때문에 고분자 분자 사이의 사슬은 파손 및 소성 변형이 발생하여 프레스 작업의 1주기로 샘플 표면을 수정하기 어렵습니다. 그러나 팁은 프레스 작동의 처음 20-30회 동안 이를 수행하기에 충분한 에너지(> 1~2 eV)를 가지고 있습니다[27]. 따라서 고분자 분자 사이의 사슬 결합이 끊어져 박막 표면에 소성 변형이 발생할 수 있습니다.
인접한 프레스 작업 사이의 간격 거리는 스크래칭 속도 및 팁의 진동 주파수와 관계가 있는 중요한 매개변수입니다. 한 피트 라인의 거리(L )는 하나의 피트 라인에 사용된 시간으로 얻을 수 있습니다(t )에 긁는 속도(v)를 곱합니다. ). 한 피트 라인에서 AFM 팁 진동의 총 수(N )은 캔틸레버의 진동 주파수를 사용하여 계산할 수 있습니다(f )에 시간을 곱한 값(t) ). 따라서 인접한 프레스 작업 사이의 간격 거리(D )는 식에 의해 얻을 수 있다. 4.
$$ D=\frac{L}{N}=\frac{v}{f} $$ (4)
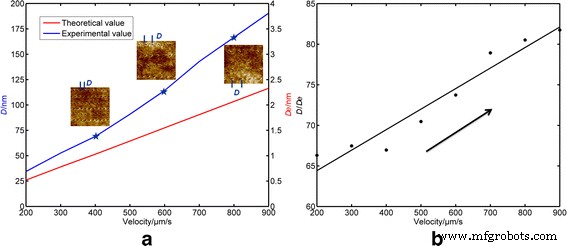
이 연구에서 선택한 캔틸레버의 고유 진동 주파수는 약 387kHz입니다. AFM 시스템의 구동 주파수는 이 값에 가깝게 선택됩니다. 위에서 언급했듯이 스크래칭 속도는 피트 형성을 보장하기 위해 200~900μm/s 범위에서 선택해야 합니다. 따라서 인접한 프레스 작업 사이의 간격 거리(De ) 긁힘 과정에서 0.52~2.33nm 범위에서 계산할 수 있으며, 이는 그림 5a에서 빨간색 곡선으로 표시됩니다. 그림 5a의 파란색 곡선은 인접한 Pit 사이의 간격 거리(D ) 실험과 긁힘 속도에서 구했습니다. 삽입된 AFM 이미지는 400, 600 및 800μm/s의 세 가지 일반적인 긁힘 속도로 가공된 피트에 대해 얻습니다. 따라서 하나의 피트 형성에 대한 프레스 작업의 수는 D의 비율로 계산할 수 있습니다. 디에게 e 그림 5b에 나와 있습니다. 스크래칭 속도가 일정한 값이라고 가정하면 스크래칭 길이(L ) 및 간격 거리(D ). 그림 5b에서 하나의 피트 형성에 대한 프레스 작업의 횟수는 스크래칭 속도가 증가함에 따라 증가하며 대부분 65에서 80의 범위에 있음을 관찰할 수 있습니다. 두 피트 사이의 평평한 지형을 고려하면 구덩이에서 샘플 표면의 소성 변형을 생성하기 위해 폴리머 사슬을 끊는 데 약 32~40회의 프레스 작업만 필요하며 이는 Cappella의 결론과 일치합니다[27]. 또한 비교적 작은 속도로 긁을 때 고분자 사슬이 끊어지기 쉽다는 결론을 내릴 수 있다. 이 연구에서 캔틸레버의 스프링 상수는 동일합니다. 더 단단한 캔틸레버를 구덩이 제작에 사용할 수 있으며, 그 결과 더 큰 인가된 힘과 더 높은 공진 주파수가 발생합니다. 샘플 표면에 더 큰 힘이 가해지면 각 주기에서 에너지 입력이 증가합니다. 따라서 더 많은 에너지 소산이 PMMA 필름의 변형에 기여합니다. 따라서 감소된 주기로 하나의 피트가 생성될 수 있습니다. 그러나 진동 시스템에 대한 공진 주파수가 증가하면 샘플 표면과 팁 사이의 프레스 작동 주기가 증가합니다. 또한 실험에서 감소한 설정점 때문에 에너지 소실이 한 사이클에서 증가할 것입니다. 임계 속도는 설정 값에 의해 결정될 수 있습니다. 위의 논의를 바탕으로 속도의 임계값은 적용된 힘, 캔틸레버 시스템의 공진 주파수 및 향후 조사의 초점이 될 설정점에 의해 영향을 받을 수 있습니다.
<그림>
아D의 변형 그리고 디e 긁는 속도(200–900μm/s) 삽입은 다양한 긁힘 속도에 대한 제작 결과를 보여줍니다. ㄴD 비율 디에게 e
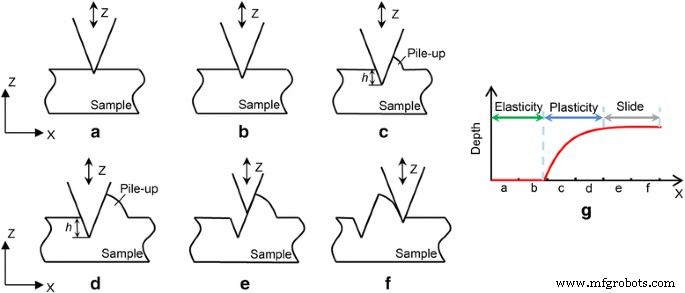
구덩이 형성 과정은 탄성 변형, 소성 변형, 더미 위로 올라가는 3단계를 포함하는 그림 6에 나와 있습니다. 위의 논의에 따르면 그림 6a, b에서 멀리 떨어져 있는 팁을 긁는 동안 프레스 작업의 횟수는 PMMA 박막의 폴리머 사슬을 끊고 샘플 표면의 소성 변형을 생성할 만큼 충분히 크지 않습니다. 진동 팁은 처음 40~50회의 작업 동안 폴리머 샘플에 점진적으로 침투한다는 것이 입증되었습니다[27]. Ref.의 들여쓰기 과정과 비교. [27], 횡방향 속도로 누르는 것은 두 개의 인접한 관통부 사이에 거리를 생성할 수 있습니다. 그러나 두 개의 인접한 관통부 사이의 거리는(0.52~2.33nm 범위) AFM 팁의 반경(약 15nm)보다 훨씬 작습니다. 따라서 본 연구의 상황은 압입과정의 경우와 유사하다. 초기 30~40회 관통하는 동안 에너지 축적이 부족하기 때문에 가공 영역에서 명백한 소성 변형이 발견되지 않습니다. 이 결과는 에너지 소산의 지배적인 메커니즘이 긁힘의 첫 번째 단계에서 탄성 변형임을 나타냅니다. 따라서 AFM 팁은 그림 6a, b 사이의 시간 동안 시료 표면과 지속적으로 접촉하면서 미끄러집니다. AFM 팁에 의해 수행된 침투 횟수가 임계값(본 연구에서는 40회)에 도달하면 그림 6c와 같이 폴리머 사슬이 끊어지기 시작하고 소성 변형이 발생합니다. 동시에 AFM 팁의 전면과 샘플 재료 사이의 상호 작용 표면에서 수직 및 전단 응력이 발생합니다. 따라서 AFM 팁의 전방면 앞에서 파일업이 생성될 수 있습니다. 말뚝에 대한 측면 팁 움직임으로 인해 변형(Δ)이 발생합니다. 이는 폴리머 필름 내부에 응력을 발생시켜 균열의 전파에 의해 방출될 수 있습니다[31]. 변형 에너지 방출 속도 Vs 다음과 같이 설명할 수 있습니다. [32].
여기서 E 는 고분자 재료의 영률이고 L 는 내부 결함 길이입니다. 어 샘플 자유 표면에 대한 총 침투 깊이를 나타냅니다. 표면 에너지 항 W 열역학적 평형을 통한 변형 에너지 방출 속도와 동일한 내부 결함 프로세스를 제어합니다. 표면 에너지 항은 내부 결함의 전파 속도에 따라 달라집니다(vL ), [33]에 의해 주어진다.
$$ W={W}_0\left(1+\alpha {v}_L^n\right) $$ (6)
여기서 vL 는 dL과 같습니다. /dt 그리고 α 샘플 재료와 관련된 상수 값입니다. n 또한 재료 관련 매개변수입니다. 팁 정점에 가해지는 접선력은 폴리머 기판에 저장된 탄성 에너지에 의해 생성될 수 있으며, 이는 [32]로 표현될 수 있습니다.
$$ {F}_t=\frac{Eah}{2}\frac{\varDelta }{L} $$ (7)
여기서 a 팁과 샘플 사이의 접촉 영역의 반경을 나타냅니다. 프로브 강성이 샘플의 강성보다 훨씬 크기 때문에 재료가 형성된 구멍에서 제거될 수 있습니다[31]. 그러나 Mindlin은 기판 표면에서 팁이 미끄러지는 결과를 초래할 수 있는 힘의 임계값을 정의했습니다[34]. 임계 접선력(Ftc ) 슬라이딩 동작에 대해 [35,36,37,38]로 표현되는 접착력과 수직 하중의 함수로 결정될 수 있습니다.
여기서 μ 마찰 계수입니다. 피 정상이고 R AFM 팁의 반경을 나타냅니다. F일 때 t 임계값 F에 도달 tc , AFM 팁은 팁에 의해 생성된 구멍 밖으로 재료를 밀어내는 대신 재료 더미 위로 미끄러집니다. 각 사이클에서 접점이 끊어지기 때문에 탭핑 모드에서 각 사이클에서 슬립이 더 쉽게 발생할 수 있습니다. 설정점이 팁 진동 감소의 100%에 가깝지는 않지만 한 주기 동안 접촉 시간이 발생할 수 있으며 이 시간 동안 스틱이 발생할 수 있습니다.
<그림>
a를 사용한 구덩이 형성 개략도 , b 탄력성 단계, c , d 가소성 단계, e , f 슬라이드 스테이지 및 g 구덩이 형성의 우선 순위 다이어그램
그림 6d와 같이 본 연구에서는 원자현미경 팁이 횡방향 속도를 겪을 때 팁-시료 접촉 면적의 감소로 인해 원자현미경 팁이 시료 표면으로 침투하는 깊이가 커집니다. 더미 높이도 높아집니다. 이것은 AFM 팁에 의해 적용된 일반 부하의 균형을 맞추는 데 기여할 수 있습니다. 동시에 Eq. 7도 늘릴 수 있습니다. With an increasing penetration depth, the tangential force could reach the critical value Ftc given in Eq. 8. The AFM tip starts to slide on the formed pile-up without modifying the material. Because of the characteristics of the tracking sample surface of the AFM system, the AFM tip would rise to climb over the pile-up, as shown in Fig. 6e. After the AFM tip moved over the pile-up, one pit could be achieved and another pit would be fabricated by repeating the above steps. The corresponding deformation mechanism of each stage of pit formation can be found in Fig. 6g.
According to the previous experimental results, the scratching velocity should be set to larger than 100 μm/s. As shown in Fig. 2b, scratching directions V1 및 V3 are selected and a feed perpendicular to the scratching direction is conducted to achieve pit arrays with a large dimension of 5 μm. Figure 7a shows the pit arrays obtained with a scratching velocity of 400 μm/s. Figure 7b, c shows the local and 3D AFM images of the machined pits, respectively. Because the scratching velocity slows down to 0 near the transition point of two different scratching directions, the depths of the first and last pits of one horizontal scratching path are much larger than the pits in the middle. One possible reason is explained above. As shown in Fig. 7b, c, the pits in the middle of the scratching path are distributed evenly, which may result from the constant velocity. Moreover, it can be observed from the cross-section of the pits shown in Fig. 7d that the depths of the pits are approximately 2.5 nm. In addition, because of the opposite scratching directions of the adjacent paths, the geometries of the pits in adjacent lines are different. As shown in Fig. 8a, with a scratching velocity of 200 μm/s, the spacing distance between the adjacent pits is relatively small and the geometries of the pits are close to circular. From the fast Fourier transform (FFT) image of the pits, high-density pits can be obtained with a scratching velocity of 200 μm/s. When scratching with a velocity of 900 μm/s, as shown in Fig. 8b, the spacing distance is nearly 100 nm and differences between pits obtained with different scratching directions can be clearly observed. Also from the FFT image of the pits, with a scratching velocity of 900 μm/s, only low-density pits can be achieved.
AFM images of an array of pits with a scratching velocity of 400 μm/s, a a dimension of 5 μm, b a portion of a with a dimension of 2 μm, c a 3D AFM image of b , 및 d a cross-section of pits for the red line in b
AFM image of pit arrary with a dimension of 2 μm and FFT image of the morphology. The scratching velocities are a 200 μm/s and b 900 μm/s
결론
To improve the fabrication efficiency with the tip-based DPL method, a scratching velocity that ranges from 0.1 to 1000 μm/s is investigated and demonstrated based on the commercial AFM tapping mode. In the present study, results demonstrate that 100 μm/s is the critical value of the scratching velocity for the formation of pits. Nanogrooves with a pile-up can be obtained with scratching velocities less than the critical value. With scratching velocities greater than 5 μm/s, the machined depths are consistent in all typical directions except the V3 direction, in which the machined depth becomes much smaller. In contrast, the depth is independent of the scratching direction. Separate pits can be generated with scratching velocities larger than the critical value of 100 μm/s. The total number of fabricated pits can reach nearly 4800–5800 in 1 s, when the scratching velocity is a constant value ranging from 200 to 900 μm/s. According to the stress relaxation modulus theory, the polymer surface is in the condition of a glass state when applying a high-frequency load. The energy applied on the sample surface is not large enough to break PMMA molecular chains during one penetration of the AFM tip. To form one pit, 65 to 80 penetrations are required. For the initial stage of penetration, elastic deformation is the dominant material removal mechanism. When the number of penetrations reaches 40 times, the polymer chains start to break and plastic deformation occurs. With increasing penetration depth, the height of the material accumulated beside the machined pit becomes larger, which will lead to an increase in the tangential force applied on the tip apex. This is the possible reason for the AFM tip sliding over the pile-up, after which one pit is created. Finally, pit arrays with dimensions of 5 μm, spacing distance of 70 nm, and machined depth of 2.5 nm are achieved successfully. FFT images are used to reveal the relationship between the density of pits and the scratching velocity.