AFP와 유연한 부품 생산을 위한 3D 프린팅 결합
1986년에 설립된 Electroimpact(미국 워싱턴주 머킬테오)는 세계 최대의 항공기 조립 라인 통합업체라고 주장하는 글로벌 툴링 및 생산 자동화 공급업체입니다. 복합 재료 분야에서 이 회사는 고속 ATL(자동 테이프 부설) 및 AFP(섬유 배치) 시스템의 고급 기술로 유명합니다. Electroimpact는 600명의 직원 중 400명이 엔지니어링 학위를 보유하고 있으며 개념에서 설계, 제조, 설치 및 고객 인수에 이르기까지 동일한 엔지니어 팀이 개발을 구상하고 완료하는 엔지니어 중심적임을 강조합니다.
2020년 7월 CW 회사의 새로운 SCRAM(Scalable Composite Robotic Additive Manufacturing) 시스템에 대해 보고했습니다. 여기에서 SCRAM 엔지니어링 팀의 일부인 프로젝트 관리자 Cody Brown, 프로세스 개발 및 제어 엔지니어 Ryan Bischoff, 수석 기계 엔지니어 Reese Allen과의 인터뷰를 공유합니다. 이 연속 섬유 적층 제조의 기원, 구현 및 미래에 대한 설명은 차세대 복합재 생산이 어떤 모습일지에 대한 통찰력을 제공합니다.
대규모 FDM을 목표로
갈색 :“4년 동안 이 작업을 해왔지만 실제 항공우주 품질의 부품을 생산할 수 있다는 것을 보여줄 때까지 기다리고 싶었습니다. 우리의 원래 목표는 연속 섬유를 사용하여 복잡한 부품을 만들 수 있는 대규모 FFF(융합 필라멘트 제조) 3D 프린터를 생산하는 것이었습니다. AFP 방식의 공정을 개발할 생각은 아니었지만, 섬유의 부피를 늘리고 인쇄된 부품의 물리적 강도를 높이려고 하다가 FFF로 벽에 부딪혔습니다. 이는 섬유 함량이 높고 공극이 적은 현장 통합에 적합한 공정이 아닙니다. 그래서 우리는 비보강 및/또는 절단 섬유 충전 필라멘트를 사용하여 열가소성 복합 AFP와 FFF를 결합하는 공정으로 마무리했습니다.”
앨런 :“AFP는 실제로 적층 제조 공정입니다. 그러나 SCRAM에서는 고정된 단단한 도구를 사용하여 기존 방식으로 사용하지 않고 나중에 씻어낼 수 있는 도구를 인쇄하여 진정한 구조의 매우 복잡한 형상을 만들 수 있습니다."
갈색 :“우리는 내부 공동을 생성할 수 있도록 격자 고정되지 않은 장소에 용해성 도구를 배치할 수 있습니다. 목표는 우리의 대형 AFP 시스템과 경쟁하는 것이 아니라 가능한 한 3D 프린터에 가까운 매우 민첩한 시스템을 만드는 것입니다. 진정한 6개의 자유도와 정확도로 이를 수행하는 것은 실제로 매우 복잡합니다. 결과 셀은 패스너와 접착제를 제거하고 매우 빠르게 반복할 수 있는 통합된 복잡한 부품을 제조합니다."
항공우주를 위한 고성능

갈색 :“항공우주 및 방위 분야에서 우리가 목표로 삼고 있는 초기 응용 프로그램은 PEEK[폴리에테르에테르케톤]로 시작해야 했습니다. 그런 다음 우리는 PEKK[폴리에테르케톤케톤] 및 저융점 PAEK[폴리아릴에테르케톤]로 작업하여 극적인 성공을 거두었습니다.”
비쇼프 :“열팽창 계수[CTE]는 가장 큰 적입니다. 이것이 PEEK를 사용하는 것이 어려운 이유입니다. PEEK는 결정화하고 수축하는 것을 좋아합니다. PEKK 및 기타 PAEK 수지의 CTE는 0이 아니지만 결정 구조가 훨씬 더 제어 가능하므로 작업하기가 더 쉽습니다. 또한 대체 PAEK는 훨씬 더 나은 처리성과 더 빠른 레이업 속도를 제공합니다.”
앨런 :“CTE 문제로 인해 열 구배를 피해야 하므로 프로세스와 부품을 가능한 한 등온으로 유지하려고 합니다. 그렇지 않으면 뒤틀림으로 끝납니다. 고온으로 유지하지 않더라도 가열 챔버를 사용하는 것은 외풍이 없고 인쇄물의 한 부분이 나머지 부분과 다른 온도에 있지 않도록 하기 위한 필수 사항입니다."
레이저 기반 셀
갈색 :"PAEK 테이프, 우리가 사용하는 소형 고출력 레이저, 진정한 6축 적층 제조 CAM 소프트웨어를 포함하여 우리가 시작할 당시에는 이 시스템을 가능하게 하는 많은 것들이 존재하지 않았습니다."
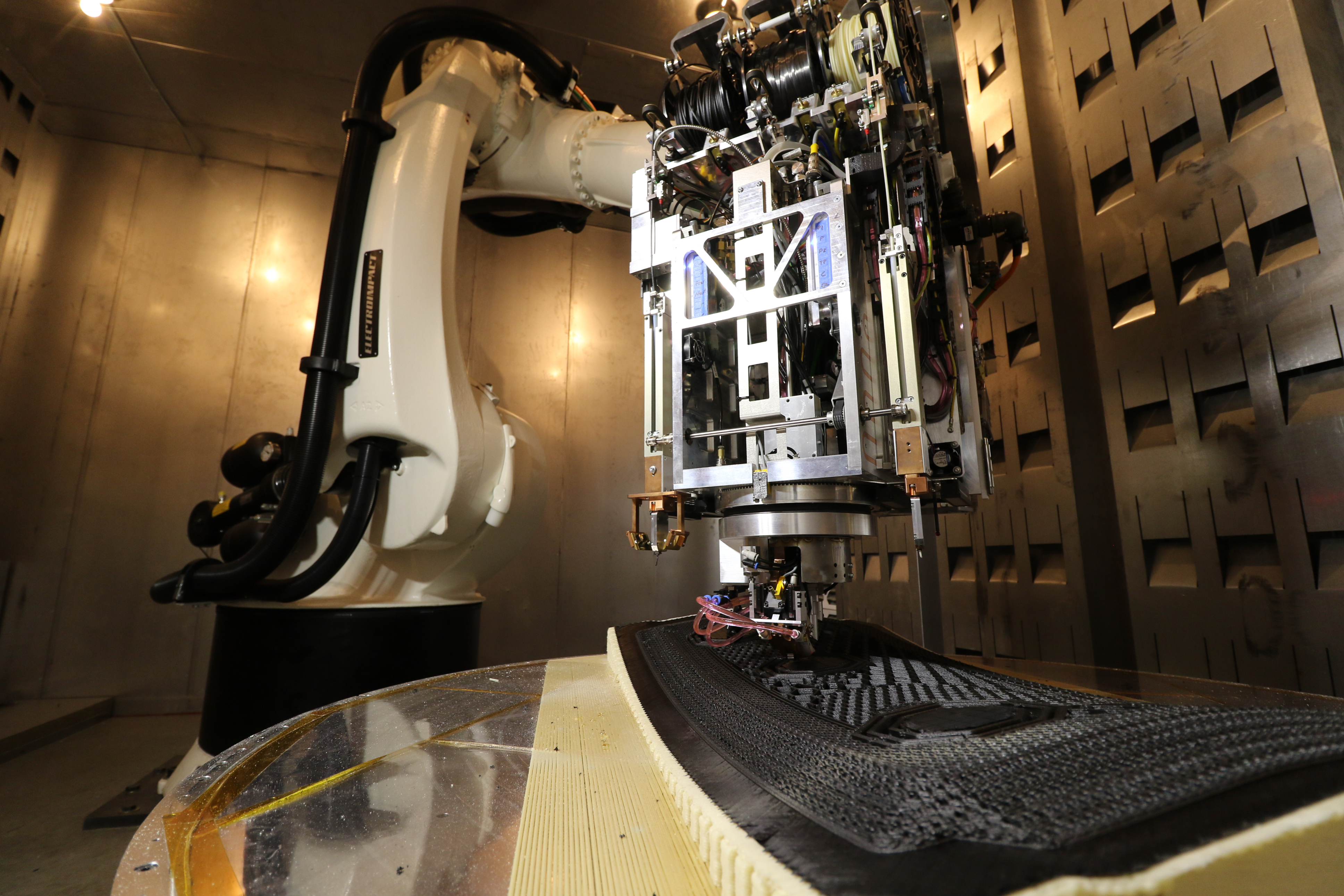
“SCRAM 헤드는 AFP 시스템의 양쪽에 2개의 3D 프린팅 노즐을 사용합니다[시작 이미지]. 하나는 용해성 툴링을 인쇄하는 데 사용되며 다른 하나는 강화되지 않거나 절단된 섬유 필라멘트를 인쇄하는 데 사용됩니다. 비계가 장착되어 있음을 알 수 있습니다. 이것은 노즐 팁 주위로 레이저 광을 재지향하고 기판을 가열하기 위한 미러 세트를 유지합니다. 이를 통해 기존 FFF에 비해 탁월한 층간 결합 강도를 달성할 수 있습니다. 시스템의 조명은 카메라의 부분을 비추는 것입니다[그림. 2]. 작업자가 레이저의 위험 없이 안전하게 상황을 볼 수 있도록 이를 전체적으로 사용합니다.”

재료 형식 및 다공성
갈색 :“우리는 다양한 재료를 사용했으며 대부분은 섬유, 수지, 섬유 양 및 치수 사양에 따라 맞춤 제작되었습니다. 우리는 최근 더 상업적으로 이용 가능한 슬릿 토우를 실험하고 있습니다. 절단된 섬유 FFF 필라멘트는 연속 섬유 테이프용으로 선택한 것과 동일한 수지 및 섬유를 사용하여 사양에 맞게 만들어집니다. 우리는 1-, 3.5- 및 6.35밀리미터 직경의 필라멘트를 사용했습니다. 더 크게 할 수는 있지만 아직 그럴 필요는 없었습니다.”
“AFP의 경우 50-60%의 섬유 부피를 달성했지만 FFF 부분은 압출되기 때문에 훨씬 적습니다. 다공성은 기존의 오토클레이브 외부 공정과 비슷하지만 공정을 개선함에 따라 극적으로 감소하고 있습니다. 매우 고품질의 재료를 사용하고 실험실 환경에서 CT[컴퓨터 단층 촬영] 스캔을 사용하여 측정한 0.5% 미만의 다공성을 달성했습니다. 항상 그렇듯이 이 수치에 영향을 미치는 변수는 매우 많으며 매우 복잡한 부품을 생산할 때 낮은 다공성을 유지하는 것은 어려운 일입니다. 우리는 시스템으로 만든 부품과 쿠폰에 대해 많은 파괴 및 비파괴 테스트를 수행했습니다.”
고정확도, 로봇 제어
비쇼프 :“SCRAM은 고정밀 로봇 기술을 제공합니다. 표준 기성 로봇은 배치 및 인쇄를 위한 6자유도 이동을 달성하기 위한 저렴한 솔루션이지만 항공우주 품질의 AFP에 대해서는 정확하지 않습니다. 우리는 몇 년 전에 이 로봇을 항공 우주 AFP 시스템에 적용하는 방법을 알아내기 시작했습니다. 시스템의 기본 사항과 정확성 달성 문제를 이해해야 합니다. 60-70명의 엔지니어로 구성된 전체 로봇 그룹이 있으며 이것이 그들이 하는 전부입니다."
“높은 위치 및 경로 정확도를 달성하는 것은 매우 복잡한 문제입니다. 로봇(로봇의 CTE, 백래시, 진동 등)과 외부 축, 툴 포인트 캘리브레이션, 회전 부품 프레임 및 기타 여러 소스에 부정확성이 있습니다. 진정한 3D 공간에서 인쇄를 시작하면 이들 중 어느 것도 고려/처리하지 않으면 재앙이 될 수 있습니다. 이를 달성하기 위해 로봇과 함께 제공되는 컨트롤러를 버리고 Siemens CNC로 모든 것을 실행합니다. 그런 다음 모든 로봇 축에 Electroimpact의 특허 받은 2차 피드백을 추가하여 허용 오차를 30-40mil[0.030-0.040인치]에서 ±15mil[0.015인치]로 낮춥니다. 그런 다음 고차 운동학적 보상을 적용하여 ±10mils[0.010인치]에 도달합니다.”
속도, 엔드 이펙터 및 회전하는 인쇄 테이블
갈색 :“우리는 현장 통합을 사용하고 있으므로 적용 속도가 열경화성 프리프레그 테이프에 가깝지 않을 것입니다. 또한 이것은 로봇이 아니라 더 빠른 속도를 위해 제작된 AFP와 같은 크고 강화된 갠트리 플랫폼이 아닙니다. 그리고 속도에는 배치 및 인쇄뿐만 아니라 툴링의 리드 타임도 포함됩니다. 실제 측정 기준은 얼마나 빨리 디지털 방식으로 제조된 부품을 손에 넣을 수 있느냐 하는 것입니다.”
“비디오의 부품은 높이가 36인치(인쇄된 베이스가 4피트를 초과함)이고 직경이 16인치였습니다. 교대로 쉬지 않고 달린다면 며칠 만에 이것을 생산할 수 있는데, 이는 부품을 손에 넣기에는 엄청나게 짧은 시간입니다. 부품도 CAD 파일에서 직접 생성되므로 반복해야 할 경우 CAD를 변경하고 도구 경로를 다시 게시하고 새 부품을 인쇄하면 됩니다.”
앨런 :“현재 지원 도구를 인쇄하기 위해 확장된 필라멘트 기반 프로세스가 있습니다. 처리량이 다소 느려서 인쇄 시간에 영향을 줍니다. 7월에 우리는 펠릿 스크류 압출기가 있는 첫 번째 엔드 이펙터를 시운전했습니다. 이렇게 하면 출력이 증가하지만 두꺼운 비드가 생성되므로 인쇄된 표면을 가공하기 위한 밀링 엔드 이펙터도 추가할 것입니다."
갈색 :“우리는 로봇이 집어 들고 내릴 수 있고 필요에 따라 다양한 추가 및 빼기 기능을 수행할 수 있는 호환 가능한 엔드 이펙터 제품군을 갖게 될 것입니다. 엔드 이펙터 픽업 및 드롭오프 절차는 완전히 자동화되어 있으며 이는 SCRAM뿐만 아니라 당사의 모든 AFP 시스템의 표준 기능입니다. 전체 엔드 이펙터는 자동 도구 교환 인터페이스 모듈을 사용하여 로봇에 부착되며 엔드 이펙터 보관용 스탠드가 있습니다.”
“이 시스템은 외부 회전 축에 인쇄하고 CNC에 의해 제어됩니다. 로봇만으로는 만들고자 하는 부품의 모든 지점에 도달할 수 없기 때문에 가능합니다. 결론적으로 우리는 시스템을 레일에 올려 더 큰 부품을 만들 계획이지만 먼저 이 규모에서 시스템을 개선하고 싶습니다. 우리는 두 대의 로봇을 사용하는 것에 대해 논의했고 철학적으로 어떻게 해야 하는지 알고 있습니다. (우리는 다른 통합 다중 로봇 제조 시스템을 생산했습니다.) 그러나 두 대의 로봇이 겹치는 작업 영역에서 작업하게 되면 제어가 극도로 복잡해집니다.”
향후 유연 생산 가능
갈색 :“이 다기능 셀은 최종 고객에게 가치를 제공할 것입니다. 항상 연속 섬유 강화 열가소성 부품을 생산할 필요는 없습니다. 연속 섬유 증착에 압출 및 밀링을 추가하여 범위와 유연성을 확장합니다. 예를 들어, 우리가 시연한 일부 구조에는 부품 빌드 내에서 빼기 기능이 있습니다. 그런 다음 로봇은 표면을 확인하고 해당 공동을 닫습니다. 이것은 현재 여러 단계, 특수 도구 및/또는 일종의 최종 조립 없이는 불가능합니다.”
“하지만 단순히 부품을 생산하는 것보다 더 큰 주제가 있습니다. 장기적으로 이 접근 방식은 항공우주 및 방위 시스템의 설계 및 제조 방식을 극적으로 변화시킬 수 있습니다. 더 이상 단일 생산 라인이 단일 제품에 전념하지 않습니다. 대신 생산이 유연해집니다. 또한 툴링을 줄일 수 있다면 선반에 앉는 예비 부품도 줄일 수 있습니다. 이러한 유연성은 자재 만료로 인한 폐기물 감소를 포함하여 공급망 전체에 영향을 미칩니다.”
비쇼프 :"소수의 SCRAM 셀과 디지털 디자인을 사용하면 수십 개의 고정 도구와 제한된 수명의 열경화성 재료에 비해 원자재 공급 원료만 있으면 됩니다."
갈색 :"이런 식으로 생산을 처리하려면 아직 갈 길이 멀지만, 이제 어떻게 가능한지 분명히 알 수 있습니다."


