

CNC 기계

산업 제조
G83 Peck 드릴링 사이클 G 코드는 모달이므로 X 및/또는 Y축이 이동할 때마다 활성화되고 해당 위치로 빠르게 이동한 다음 취소될 때까지(G80) 이 고정 사이클(드릴링)이 다시 실행됩니다. .
Fanuc용 G83 심공 펙 드릴링 사이클
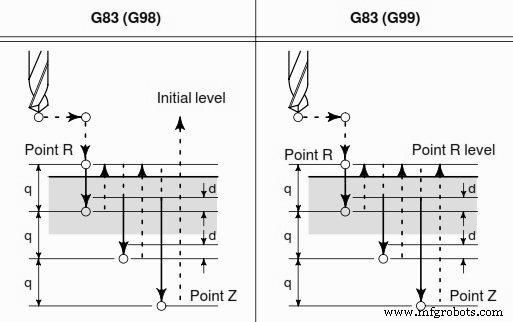
G83은 펙 드릴링 사이클이므로 G83 드릴링 사이클의 각 펙 깊이는 Q로 정의된 양이 됩니다.
공구가 펙(Q 깊이)을 가져옵니다.
그런 다음 공구는 각 펙 후
R 평면까지 빠르게 이동한 다음
Z 깊이에 도달할 때까지
다음 펙을 위해 다시 들어갑니다.
구멍 사이의 위치 지정을 위한 Z 위치 여유 위치로 G98 및 G99를 사용하십시오.
G83 X_ Y_ Z_ R_ Q_ F_ K_;
X Y – 구멍 위치 데이터
Z – Z 깊이(R 평면에서 시작하여 Z 깊이로 이송)
R – R 평면의 위치
Q – 각 절삭 이송에 대한 절삭 깊이( 각 펙의 깊이)
F – 절단 이송 속도
K – 반복 횟수(필요한 경우)
G83 Peck 드릴링 사이클 G81 드릴링 사이클 G83 Peck 드릴링과 G98 G99 예제 프로그램의 완전한 CNC 프로그래밍 예제
CNC 기계
Fanuc G87 사이드 드릴링 고정 사이클 G87 측면 드릴링 사이클은 드리븐 공구를 사용하여 구성요소 직경/측면에서 드릴링하는 데 사용됩니다. Fanuc G87 사이드 드릴링 통조림 사이클은 FANUC Oi 및 호환되는 cnc 제어 장치에서 작동합니다. 프로그래밍 G87 X F Q P R 매개변수 매개변수 설명 X 최종 드릴 깊이(절대 치수(mm)) H 두 구멍 사이의 거리(도) K 홀 수. Q 절삭 깊이(미크론). 피 홀 바닥의 체류 시간 F 이송 속도(mm/min). 예 N5 G28 U0.T505M5M
Fanuc G87 방사형 드릴링 사이클 Fanuc G87 Radial Drilling Cycle은 전동 공구로 측면 방사형 드릴링 사이클을 활성화합니다. G87 방사형 드릴링 사이클 예시 공작물 영점에서 20mm 떨어진 곳에 4개의 방사형 홀 N34 …(turning of component)N35 M37N36 G28 C0N37 T101 (RADIAL BIT)N38 G54N39 M303 S2000N40 G94N41 G0 X55 Z5N42 Z-20 M8N43 C0 M20N44 G87 X40 F100N45 C90 M20N46 C1