

수지

산업 제조
이 기사를 공유하세요
이 가이드에서는 사출 성형에 대해 알아야 할 모든 것을 찾을 수 있습니다. 기술의 기본 원리를 익히고 실행 가능한 디자인 팁을 빠르게 배워 시간과 비용을 절감해 보세요.
사출 성형이란 무엇입니까? 어떻게 작동하며 어떤 용도로 사용되나요? 이 섹션에서는 이러한 질문에 답하고 사출 성형 부품의 일반적인 예를 보여줌으로써 기술의 기본 메커니즘과 응용에 익숙해지도록 돕습니다.
사출 성형은 공차가 우수한 동일한 플라스틱 부품을 대량 생산하기 위한 제조 기술입니다. 사출 성형에서는 폴리머 과립이 녹은 다음 압력을 가하여 금형에 주입되고, 여기서 액체 플라스틱이 냉각되어 응고됩니다. 사출 성형에 사용되는 재료는 착색되거나 다른 첨가제로 채워질 수 있는 열가소성 폴리머입니다.
자동차 부품부터 전자 인클로저, 주방 가전제품에 이르기까지 주변의 거의 모든 플라스틱 부품은 사출 성형을 통해 제조되었습니다.
사출 성형은 뛰어난 반복성과 강력한 설계 유연성과 함께 높은 생산량에서 부품당 비용이 매우 낮기 때문에 널리 사용됩니다. 사출 성형의 주요 한계는 일반적으로 금형 제작에 상당한 초기 투자가 필요하기 때문에 경제적입니다. 전통적으로 설계에서 생산까지 소요되는 시간은 몇 주가 소요될 수 있었지만, 현대의 디지털 제조 워크플로에서는 경우에 따라 성형 부품을 단 1주일 만에 생산할 수 있습니다.
사출 성형기는 사출 장치, 금형(전체 공정의 핵심), 클램핑/이젝터 장치의 세 가지 주요 부분으로 구성됩니다.
이 섹션에서는 이러한 각 시스템의 목적과 기본 작동 메커니즘이 사출 성형 공정의 최종 결과에 어떤 영향을 미치는지 살펴봅니다.
사출 성형은 오랜 역사를 지닌 확립된 제조 기술이지만, 새로운 기술 발전을 통해 끊임없이 개선되고 개선되고 있습니다.
다음은 사출 성형이 귀하의 응용 분야에 적합한 솔루션인지 이해하는 데 도움이 되는 주요 장점과 단점을 요약한 것입니다.
플라스틱 대량 제조
사출 성형은 동일한 플라스틱 부품을 대량으로 제조할 수 있는 가장 비용 경쟁력 있는 기술입니다. 금형이 생성되고 기계가 설정되면 추가 부품을 매우 빠르고 저렴한 비용으로 제조할 수 있습니다.
사출 성형에 권장되는 최소 생산량은 500개입니다. 이 시점에서는 규모의 경제 요인과 상대적으로 높은 툴링 초기 비용이 단가에 미치는 영향이 덜 두드러집니다.
거의 모든 열가소성 재료(일부 열경화성 수지 및 실리콘 포함)는 사출 성형이 가능합니다. 이를 통해 다양한 물리적 특성을 지닌 매우 광범위한 재료를 설계할 수 있습니다.
사출 성형으로 생산된 부품은 물리적 특성이 매우 좋습니다. 특정 강도, 강성 또는 내충격성을 달성하기 위해 유리 섬유와 같은 첨가제를 사용하거나 PC/ABS와 같은 펠릿을 혼합하여 특성을 맞춤화할 수 있습니다.
일반적인 사출 성형 주기는 15~60초 동안 지속됩니다. 이는 부품의 크기와 금형의 복잡성에 따라 달라집니다. 이에 비해 CNC 가공이나 3D 프린팅은 동일한 형상을 생성하는 데 몇 분에서 몇 시간이 걸릴 수 있습니다. 또한 단일 금형에 여러 부품을 수용할 수 있으므로 이 제조 공정의 생산 능력이 더욱 향상됩니다. 이는 매 시간마다 수백(또는 수천) 개의 동일한 부품을 생산할 수 있음을 의미합니다.
사출 성형 공정은 반복성이 뛰어나며 생산된 부품은 본질적으로 동일합니다. 물론, 시간이 지남에 따라 금형에 약간의 마모가 발생하지만 일반적인 파일럿 실행 알루미늄 금형은 5,000~10,000주기 동안 지속되는 반면, 공구강으로 만든 전체 생산 금형은 100,000+주기를 견딜 수 있습니다.
이 수준의 정확도는 대부분의 응용 분야에 충분하며 CNC 가공 및 3D 프린팅과 비슷합니다. 더 엄격한 공차가 가능하지만 재료 수축에 따라 달라집니다. 예를 들어, 폴리프로필렌(PP)은 폴리카보네이트(PC)보다 더 많이 수축되므로 정확한 치수를 유지하기가 더 어렵습니다.
사출 성형의 주요 장점은 추가 마무리 작업이 거의 또는 전혀 필요하지 않은 완제품을 생산할 수 있다는 것입니다. 금형의 표면을 매우 높은 수준으로 연마하여 거울과 같은 부품을 만들거나 비드 블라스팅하여 질감이 있는 표면을 만들 수 있습니다. SPI 표준은 달성할 수 있는 마감 수준을 나타냅니다.
마감/소재 호환성 권장사항 확인하기 →
사출 성형 시 주요 경제적 고려 사항 중 하나는 초기 툴링 비용입니다. 각 부품 형상에 맞게 맞춤형 금형을 제작해야 하기 때문입니다. 이러한 툴링 비용은 주로 금형 설계 및 생산과 관련이 있으며 일반적으로 간단한 금형의 경우 약 $250~$1,000입니다. 하지만 툴링이 복잡할수록 비용이 훨씬 더 많이 들 수 있습니다. 금형 비용은 생산된 전체 부품 수에 걸쳐 분산되므로 사출 성형은 생산량이 중간에서 많을수록 점점 더 비용 효율적이 됩니다.
금형을 제작한 후 수정하는 데 비용이 매우 많이 듭니다. 설계를 변경하려면 일반적으로 처음부터 새로운 금형을 만들어야 합니다. 이러한 이유로 사출 성형용 부품을 올바르게 설계하는 것은 매우 중요합니다.
2부에서는 사출 성형을 설계할 때 염두에 두어야 할 가장 중요한 설계 고려 사항을 나열합니다. 5부에서는 부품의 실제 프로토타입을 만들어 위험을 완화할 수 있는 방법도 알아봅니다.
사출 성형의 일반적인 처리 시간은 6~10주입니다. 금형 제작에는 4~6주가 소요되고, 제작 및 배송에는 2~4주가 더 소요됩니다.
설계 변경이 필요한 경우(일반적인 경우) 이에 따라 처리 시간이 늘어납니다.
반면, 데스크톱 3D 프린터를 사용하여 만든 부품은 밤새 배송 준비가 가능한 반면, 산업용 3D 프린팅 시스템은 일반적으로 리드 타임이 3~5일입니다. CNC 가공 부품은 일반적으로 10일 이내에 또는 빠르면 5일 이내에 배송됩니다.
최종 제품의 품질과 공정의 반복성에 영향을 미칠 수 있는 몇 가지 요소가 있습니다. 프로세스의 이점을 최대한 활용하려면 설계자는 특정 설계 지침을 따라야 합니다.
이 섹션에서는 사출 성형의 일반적인 결함과 부품 설계 시 따라야 할 기본 및 고급 지침, 그리고 비용을 최소화하는 방법에 대한 권장 사항을 간략하게 설명합니다.
사출 성형에서 대부분의 결함은 용융된 재료의 흐름이나 응고 중 불균일한 냉각 속도와 관련이 있습니다.
다음은 사출 성형용 부품을 설계할 때 염두에 두어야 할 결함 목록입니다. 다음 섹션에서는 좋은 디자인 관행을 따라 이러한 현상을 피할 수 있는 방법을 보여드리겠습니다.
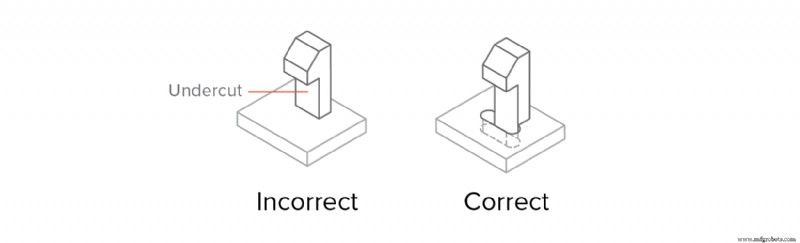
가장 간단한 금형(스트레이트 풀 금형)은 두 부분으로 구성됩니다. 그러나 언더컷이 있는 형상(예:스레드의 톱니 또는 스냅핏 조인트의 후크)은 스트레이트 풀 금형으로 제조할 수 없습니다. 이는 금형을 CNC 가공할 수 없거나 재료가 부품을 배출하는 데 방해가 되기 때문입니다.
사출 성형의 언더컷은 단순한 두 부분으로 구성된 금형으로는 제조할 수 없는 부품 형상입니다. 금형이 열리거나 취출되는 동안 재료가 방해가 되기 때문입니다.
이러한 실용적인 지침을 통해 사출 성형 부품에서 볼 수 있는 가장 일반적인 기능을 설계하는 방법을 알아보세요. 이를 사용하여 기본 디자인 규칙을 준수하면서 디자인의 기능을 향상시킬 수 있습니다.
품질에 영향을 미칠 수 있는 몇 가지 요소가 있습니다. 최종 제품의 반복성 프로세스의. 프로세스의 이점을 최대한 활용하려면 디자이너는 특정 디자인 지침을 따라야 합니다.
이 섹션에서는 사출 성형의 일반적인 결함과 기본 및 고급 지침을 간략하게 설명합니다. 비용을 최소화하기 위한 권장 사항을 포함하여 부품을 설계할 때 따라야 할 사항입니다.
사출 성형의 결함 대부분은 용융된 재료의 흐름이나 응고 중 불균일한 냉각 속도와 관련이 있습니다.
다음은 사출 성형용 부품을 설계할 때 염두에 두어야 할 결함 목록입니다. 다음 섹션에서는 좋은 디자인 관행을 따라 이러한 문제를 피할 수 있는 방법을 살펴보겠습니다.
특정 섹션이 다른 섹션보다 빠르게 냉각(결과적으로 수축)되면 내부 응력으로 인해 부품이 영구적으로 구부러질 수 있습니다.
벽 두께가 일정하지 않은 부품은 휘어지기 쉽습니다.
부품의 내부가 표면보다 먼저 응고되면 평평한 표면에 싱크 마크라고 불리는 작은 홈이 나타날 수 있습니다.
벽이 두껍거나 리브가 제대로 설계되지 않은 부품은 가라앉기 쉽습니다.
플라스틱이 수축하면서 금형에 압력이 가해집니다. 배출하는 동안 부품의 벽이 금형에 미끄러지거나 긁혀 끌림 자국이 생길 수 있습니다.
수직 벽이 있고 구배 각도가 없는 부품은 드래그 마크가 가장 쉽게 나타납니다.
2개의 흐름이 만나면 작은 머리카락 같은 변색이 나타날 수 있습니다. 이러한 니트 라인은 부품의 미적 측면에 영향을 주지만 일반적으로 부품의 강도를 감소시킵니다.
급격한 형상 변화나 구멍이 있는 부품은 편직선이 생기기 쉽습니다.
금형에 갇힌 공기는 사출 중 재료의 흐름을 방해하여 불완전한 부품을 만들 수 있습니다. 좋은 디자인은 녹은 플라스틱의 유동성을 향상시킬 수 있습니다.
벽이 매우 얇거나 리브가 제대로 설계되지 않은 부품은 미성형이 발생할 가능성이 더 높습니다.
가장 간단한 금형(스트레이트 풀 금형)은 2개의 반쪽으로 구성됩니다. 그러나 언더컷이 있는 형상(예:스레드의 톱니 또는 스냅핏 조인트의 후크)은 스트레이트 풀 금형으로 제조할 수 없습니다. 이는 금형을 CNC 가공할 수 없거나 재료가 부품을 배출하는 데 방해가 되기 때문입니다.
사출 성형의 언더컷은 단순한 두 부분으로 구성된 금형으로는 제조할 수 없는 부품 형상입니다. 금형이 열리거나 배출되는 동안 재료가 방해가 되기 때문입니다.
스레드의 톱니 또는 스냅핏 조인트의 후크가 언더컷의 예입니다.
언더컷을 처리하는 데 도움이 되는 몇 가지 아이디어는 다음과 같습니다.
언더컷을 완전히 피하는 것이 최선의 선택일 수 있습니다. . 언더컷은 항상 금형에 비용, 복잡성 및 유지 관리 요구 사항을 추가합니다. 현명한 재설계로 언더컷을 제거할 수 있는 경우가 많습니다.
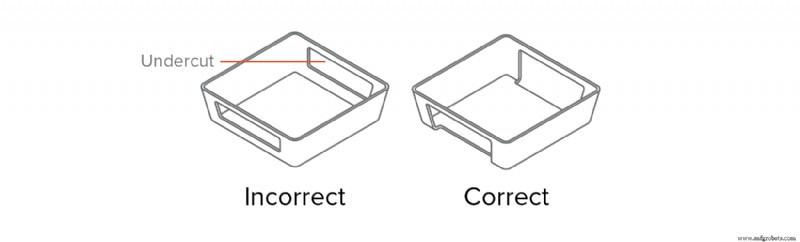
차단은 부품 내부 영역(스냅핏의 경우) 또는 부품 측면(구멍이나 핸들의 경우)에 있는 언더컷을 처리하는 데 유용한 방법입니다.
다음은 언더컷을 방지하기 위해 사출 성형 부품을 재설계할 수 있는 방법에 대한 몇 가지 예입니다. 기본적으로 언더컷 아래 영역에서 재료가 제거되어 문제가 완전히 제거됩니다.
언더컷을 처리하는 가장 간단한 방법은 금형의 분할선을 이동하여 언더컷과 교차하는 것입니다.
이 솔루션은 외부 표면에 언더컷이 있는 다양한 설계에 적합합니다. 이에 따라 구배 각도를 조정하는 것을 잊지 마세요.
스트리핑 언더컷(범프오프라고도 함)은 피처가 취출 중에 금형 위에서 변형할 만큼 충분히 유연한 경우 사용할 수 있습니다. . 스트리핑 언더컷은 병뚜껑의 실을 제조하는 데 사용됩니다.
언더컷은 다음 조건에서만 사용할 수 있습니다:
섬유 강화 플라스틱으로 만든 부품에서는 언더컷을 벗기지 않는 것이 좋습니다. 일반적으로 유연한 플라스틱 PP, HDPE 또는 나일론(PA)과 같은 언더컷은 직경의 최대 5%까지 견딜 수 있습니다.
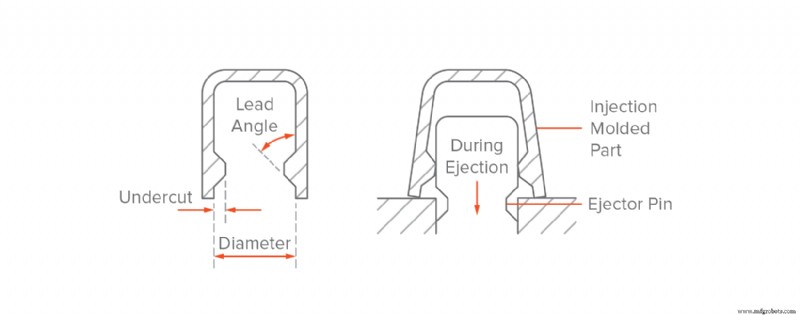 *스트리핑 언더컷이 포함된 예시 부분입니다. 부품이 금형 밖으로 밀려나면서 변형됩니다.*
*스트리핑 언더컷이 포함된 예시 부분입니다. 부품이 금형 밖으로 밀려나면서 변형됩니다.* 언더컷을 방지하기 위해 사출 성형 부품을 재설계하는 것이 불가능할 때 슬라이딩 사이드 액션과 코어가 사용됩니다.
사이드 액션 코어는 삽입입니다. 금형이 닫힐 때 미끄러지고 열리기 전에 미끄러지는 것입니다. 이러한 메커니즘은 비용과 복잡성을 추가한다는 점을 명심하세요. 금형에 넣습니다.
사이드 액션을 디자인할 때 다음 지침을 따르세요:
이러한 실용적인 지침을 통해 사출 성형 부품에서 접할 수 있는 가장 일반적인 기능을 설계하는 방법을 알아보세요. 이를 사용하여 기본 디자인 규칙을 준수하면서 디자인의 기능을 향상시킬 수 있습니다.
사출 성형 부품에 패스너를 추가하는 방법에는 3가지가 있습니다. 부품에 스레드를 직접 설계하거나, 나사를 부착할 수 있는 보스를 추가하거나, 스레드 인서트를 포함하는 것입니다.
부품에 직접 스레드 모델링 가능하지만 권장되지 않습니다. 나사산의 톱니가 본질적으로 언더컷이므로 금형의 복잡성과 비용이 크게 증가합니다(언더컷에 대해서는 이후 섹션에서 자세히 설명합니다). 나사산이 있는 사출 성형 부품의 예로는 병뚜껑이 있습니다.
보스는 사출 성형 부품에서 매우 일반적이며 부착 또는 조립 지점으로 사용됩니다. . 나사, 나사형 인서트 또는 기타 유형의 고정 및 조립 하드웨어를 수용하도록 설계된 구멍이 있는 원통형 돌출부로 구성됩니다. 보스를 스스로 닫히는 갈비뼈로 생각하는 좋은 방법 서클에서.
보스는 부착 또는 고정 지점으로 사용됩니다(셀프 태핑 나사 또는 스레드 인서트와 함께).
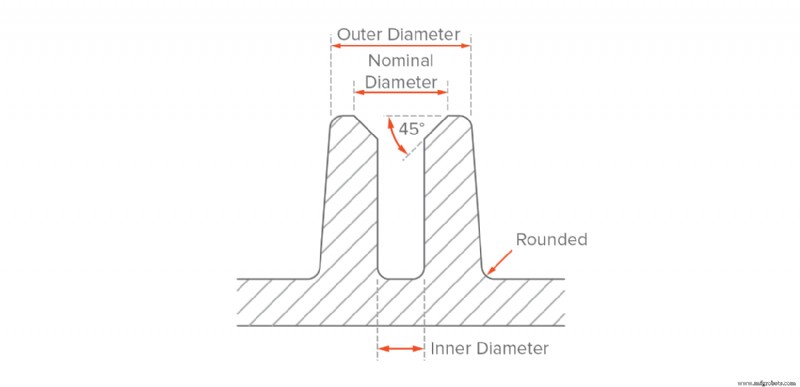 *보스 추천 디자인*
*보스 추천 디자인* 보스를 고정 지점__으로 사용하는 경우 보스의 외부 직경은 나사 또는 인서트의 공칭 직경의 2배이고 내부 직경은 나사 코어 직경과 동일해야 합니다. 보스의 구멍은 조립에 전체 깊이가 필요하지 않더라도 형상 전체에서 __균일한 벽 두께__를 유지하기 위해 바닥 벽 수준까지 확장되어야 합니다. 나사나 인서트를 쉽게 삽입할 수 있도록 모따기를 추가하세요.
__최상의 결과를 얻으려면:__
메인 벽에 합쳐지는 보스를 디자인하지 마세요
갈비뼈로 보스를 지지하거나 메인 벽에 연결하세요
인서트가 있는 보스의 경우 인서트 공칭 크기의 2배에 해당하는 외경을 사용하십시오.
금속 나사형 인서트 플라스틱 사출 성형 부품에 추가하여 기계 나사와 같은 패스너에 내구성 있는 나사산 구멍을 제공할 수 있습니다. 인서트 사용의 장점은 많은 조립 및 분해 주기가 가능하다는 것입니다. .
인서트는 열, 초음파 또는 금형 내 삽입을 통해 사출 성형 부품에 설치됩니다. 스레드 인서트를 수용할 보스를 설계하려면 인서트 직경을 안내 치수로 사용하여 위와 유사한 지침을 사용하십시오.
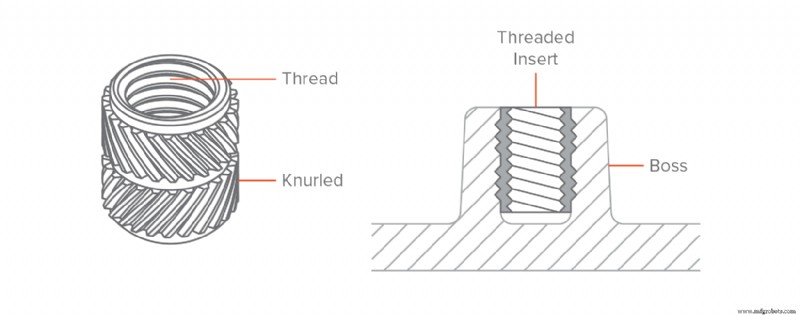 *보스에 배치된 나사형 인서트*
*보스에 배치된 나사형 인서트* __최상의 결과를 얻으려면:__
사출 성형 부품에 스레드를 직접 추가하지 마십시오
외경이 나사 또는 인서트 공칭 직경의 2배인 디자인 보스
스레드 가장자리에 0.8mm 릴리프 추가
피치가 0.8mm(인치당 32개)보다 큰 나사산을 사용하세요.
사다리꼴 또는 지지실을 사용하세요
생성된 언더컷을 처리하는 가장 좋은 방법:
피치가 0.8mm(인치당 32개)보다 큰 나사산을 사용하세요.
외부 스레드의 경우 분할선을 따라 배치하세요
최대 권장 벽 두께도 부품의 기능적 요구 사항을 충족하기에 충분하지 않은 경우 리브를 사용하여 강성을 향상시킬 수 있습니다.
리브를 디자인할 때:
● 0.5 × 주벽 두께에 해당하는 두께를 사용하세요
● 리브 두께의 3배보다 작은 높이를 정의하세요
● 반경이 ¼ × 리브 두께보다 큰 베이스 필렛을 사용하세요.
● 최소 0.25° - 0.5°의 구배 각도를 추가하세요.
● 분을 추가하세요. 리브와 벽 사이의 거리 4 × 리브 두께
스냅핏 조인트는 패스너나 도구 없이 두 부품을 결합하는 매우 간단하고 경제적이며 빠른 방법입니다. . 스냅핏 조인트에는 다양한 디자인 가능성이 있습니다.
경험상 편향 스냅핏 조인트는 주로 길이와 허용되는 힘에 따라 달라집니다. 너비에 따라 적용할 수 있습니다(두께는 부품의 벽 두께에 따라 어느 정도 정의되기 때문입니다). 또한 스냅핏 조인트는 언더컷의 또 다른 예입니다.
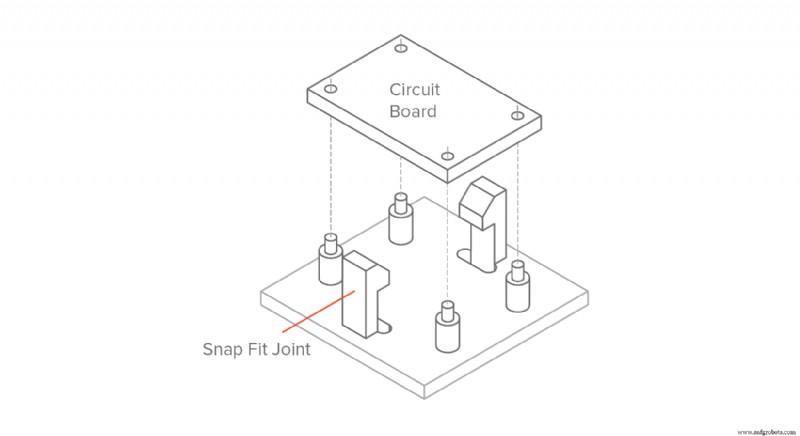 *스냅핏 조인트가 있는 어셈블리의 예*
*스냅핏 조인트가 있는 어셈블리의 예* 위의 예에서는 가장 일반적인 스냅핏 조인트 디자인(__캔틸레버 스냅핏 조인트__라고도 함)이 표시됩니다. 리브와 마찬가지로 스냅핏 조인트에 구배 각도를 추가하고 최소 벽 두께의 0.5배 두께를 사용하세요.
스냅핏 조인트 설계에 대한 구체적인 지침은 이 기사의 범위를 벗어나는 큰 주제입니다. 자세한 내용은 MIT의 이 기사를 참조하세요.
최상의 결과를 얻으려면:
스냅핏 조인트의 수직 벽에 구배 각도를 추가하세요.
벽 두께의 0.5배보다 두꺼운 스냅핏 디자인
폭과 길이를 조정하여 편향과 허용되는 힘을 제어하세요
리빙 힌지는 두 부분을 연결하는 얇은 플라스틱 부분입니다. 부품을 구부리고 구부릴 수 있도록 허용합니다. . 일반적으로 이러한 경첩은 플라스틱 병과 같은 대량 생산 용기에 통합됩니다. 잘 설계된 리빙 힌지는 고장 없이 최대 백만 사이클까지 지속될 수 있습니다.
재료 사출 성형에 사용되는 리빙 힌지는 유연해야 합니다. 폴리프로필렌(PP)과 폴리에틸렌(PE)은 소비자 용도로 적합하고 나일론(PA)은 엔지니어링 용도로 적합합니다.
아래에는 잘 설계된 힌지가 나와 있습니다. 권장 최소 두께 힌지의 범위는 0.20~0.35mm이며, 두께가 두꺼울수록 부품의 내구성은 높아지지만 더 단단해집니다.
{{img}}
*리빙힌지 예시(왼쪽) 및 PP 또는 PE 권장 디자인 치수(오른쪽)*
본격적인 생산에 들어가기 전에 프로토타입 귀하의 응용 분야에 가장 적합한 기하학적 구조와 강성을 결정하기 위해 CNC 가공 또는 3D 프린팅을 사용하여 귀하의 살아있는 경첩을 결정하십시오. 넉넉한 필렛 추가 어깨 디자인 부품의 본체로 균일한 벽 두께를 사용하여 금형 내 재료 흐름을 개선하고 응력을 최소화합니다. 150mm보다 긴 경첩 분할 수명을 연장하려면 두 개(또는 그 이상)로 나누어야 합니다.
자세한 지침은 이 MIT 가이드를 참조하세요.
최상의 결과를 얻으려면 :
0.20~0.35mm 두께의 힌지 디자인
리빙 힌지가 있는 부품에는 유연한 재질(PP, PE 또는 PA)을 선택하세요.
주벽의 두께와 동일한 두께의 숄더를 사용하세요
가능한 한 큰 필렛을 추가하세요
크러시 리브는 마찰을 만들기 위해 변형되는 작은 돌출 부분입니다. 서로 다른 구성 요소를 함께 밀어서 위치를 확보할 수 있습니다.
크러시 리브는 딱 맞는 높은 공차 구멍을 제조하기 위한 경제적인 대안이 될 수 있습니다. . 일반적으로 베어링이나 샤프트를 수용하는 데 사용됩니다. 및 기타 압입 응용 분야.
크러시 리브가 있는 부품의 예가 아래에 나와 있습니다. 올바른 정렬을 보장하려면 3개의 크러시 리브를 사용하는 것이 좋습니다. 각 리브의 권장 높이/반경은 2mm입니다. . 0.25mm의 최소 간섭을 추가하세요. 크러시 리브와 장착된 부분 사이. 금형과의 표면 접촉이 작기 때문에 구배 각도 없이 크러시 리브를 설계할 수 있습니다.
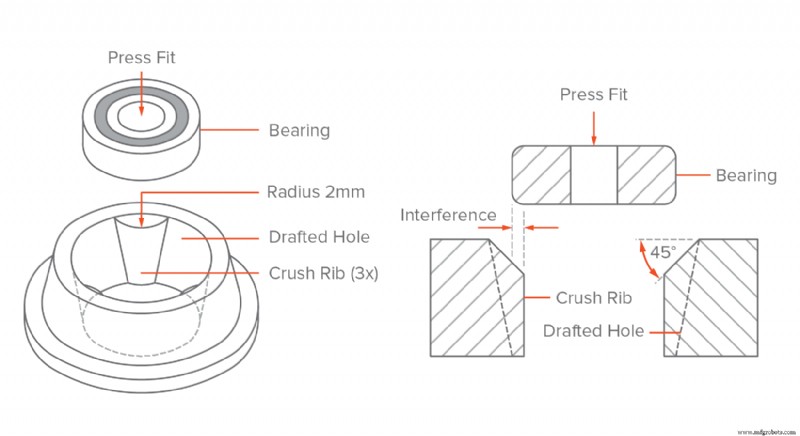 *크러시 리브 예시(왼쪽) 및 권장 디자인 치수(오른쪽)*
*크러시 리브 예시(왼쪽) 및 권장 디자인 치수(오른쪽)* __최상의 결과를 얻으려면:__
크러시 리브와 부품 사이에 최소 0.25mm의 간섭을 추가하세요
크러시 리브의 수직 벽에 구배 각도를 추가하지 마십시오.
텍스트는 로고, 라벨, 경고, 다이어그램 및 지침에 유용할 수 있는 매우 일반적인 기능으로, 접착 라벨이나 페인트 라벨 비용을 절약해줍니다.
텍스트를 추가할 때 양각 텍스트를 선택하세요. 금형에 CNC 가공이 더 쉽고 경제적이기 때문에 텍스트를 새겨 넣을 수 있습니다.
또한 텍스트를 0.5mm 늘립니다 부품 표면 위에 있으면 문자를 쉽게 읽을 수 있습니다. 굵고 둥근 글꼴 스타일을 선택하는 것이 좋습니다. 선 두께가 균일하고 크기가 20포인트 이상입니다. 일부 글꼴 예로는 Century Gothic Bold, Arial 및 Verdana가 있습니다.
각인된 텍스트 대신 양각된 텍스트(0.5mm 높이)를 사용하세요.
굵기가 균일하고 최소 글꼴 크기가 20포인트인 글꼴을 사용하세요
분할선에 수직으로 텍스트 정렬
0.5mm보다 큰 높이(또는 깊이)를 사용하세요
사출 성형은 일반적으로 공차가 ± 0.250mm(0.010")인 부품을 생산합니다.
특정 상황에서는 더 엄격한 공차가 가능하지만(최저 ± 0.125mm, 심지어 ± 0.025mm까지) 비용이 크게 증가합니다.
소규모 생산(<10,000개 단위)의 경우 정확도를 높이기 위해 보조 작업(예:드릴링)을 사용하는 것을 고려하세요. 이렇게 하면 부품이 다른 구성 요소나 삽입물과 올바르게 간섭할 수 있습니다(예:압입을 사용할 때).
사출 성형의 가장 큰 장점 중 하나는 복잡한 형상을 얼마나 쉽게 만들 수 있다는 것입니다. 구성할 수 있어 단일 부품이 여러 기능을 수행할 수 있습니다.
금형이 제작되면 이러한 복잡한 부품을 매우 저렴한 비용으로 재현할 수 있습니다. 그러나 개발 후반 단계에서 금형 설계를 변경하면 비용이 많이 들 수 있으므로 처음에 최상의 결과를 얻을 수 있습니다. 필수적입니다. 사출 성형 시 가장 흔히 발생하는 결함을 방지하려면 아래 지침을 따르십시오.
균일한 벽 두께를 사용하세요. (가능한 경우) 부품 전체에 걸쳐 그리고 두꺼운 부분은 피하세요 . 불균일한 벽은 녹은 재료가 냉각되면서 뒤틀림이나 부품이 발생할 수 있으므로 이는 필수적입니다.
두께가 다른 섹션인 경우 필요한 경우 전환을 최대한 원활하게 진행하세요. 모따기 또는 필렛을 사용합니다. 이렇게 하면 재료가 캐비티 내부에서 더욱 고르게 흘러 전체 금형이 완전히 채워지게 됩니다.
최상의 결과를 얻으려면:
권장 값 내에서 균일한 벽 두께를 사용하십시오.
다른 두께가 필요한 경우 길이가 두께 차이의 3배인 모따기 또는 모깎기를 사용하여 전환을 부드럽게 합니다.
두꺼운 부분은 휘거나 가라앉는 등 다양한 결함을 유발할 수 있습니다. 디자인 섹션의 최대 두께를 빈 공간으로 만들어 권장 값으로 제한합니다. 필수적입니다.
중공 단면의 강도를 높이려면 리브를 사용하세요. 강도와 강성은 동일하지만 벽 두께는 감소된 구조를 설계합니다. 아래에는 속이 빈 부분이 있는 잘 설계된 부품이 나와 있습니다.
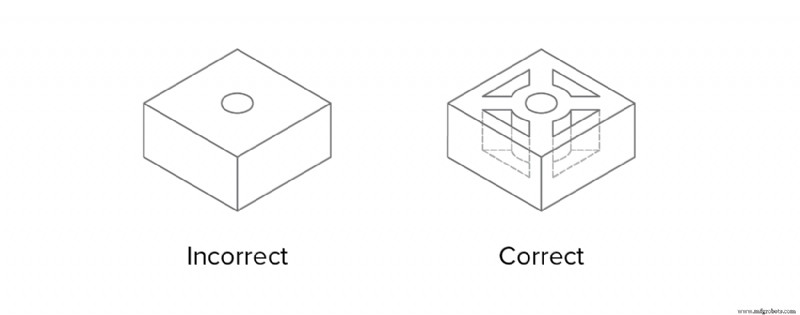 *두꺼운 부분을 비우고 리브를 추가하여 강성을 높입니다*
*두꺼운 부분을 비우고 리브를 추가하여 강성을 높입니다* 리브는 두께를 늘리지 않고도 __수평 섹션__의 강성을 향상시키는 데에도 사용할 수 있습니다. 하지만 벽 두께 제한은 여전히 적용된다는 점을 기억하세요. 권장 리브 두께(아래 참조)를 초과하면 싱크 마크가 발생할 수 있습니다.
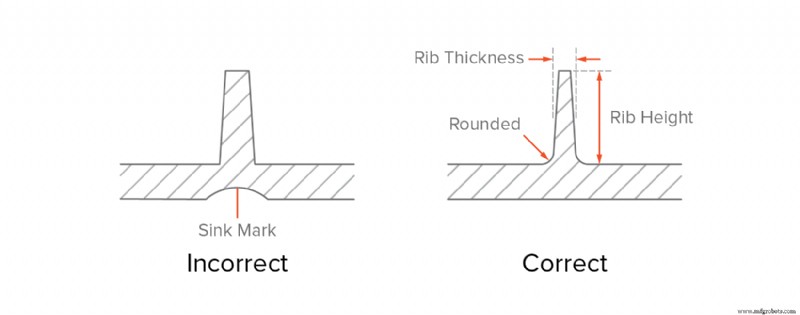 *리브에는 벽 두께 제한이 여전히 적용됩니다*
*리브에는 벽 두께 제한이 여전히 적용됩니다* 최상의 결과를 얻으려면:
두꺼운 부분을 비우고 리브를 사용하여 부품의 강도와 강성을 향상시킵니다.
최대로 리브를 디자인하십시오. 두께는 벽 두께의 0.5배
최대로 리브를 디자인하십시오. 벽 두께의 3배와 동일한 높이
권장: 3 × 벽 두께 차이
벽 두께가 다른 단면을 피할 수 없는 경우도 있습니다. 이러한 경우에는 모따기나 모깎기를 사용하여 최대한 부드럽게 전환하세요.
마찬가지로 수직 형상(예:리브, 보스, 스냅핏)의 베이스도 항상 둥글게 처리되어야 합니다.
균일한 벽 두께 가장자리와 모서리에도 제한이 적용됩니다. 좋은 재료 흐름을 보장하려면 전환이 최대한 부드러워야 합니다.
내부 가장자리의 경우 , 최소 벽 두께의 0.5배 이상의 반경을 사용하세요. . 외부 가장자리의 경우 , 내부 반경에 벽 두께를 더한 값과 동일한 반경을 추가합니다. . 이렇게 하면 벽의 두께가 모든 곳에서(모서리에서도) 일정하게 유지됩니다.
게다가 날카로운 모서리로 인해 응력이 집중되어 부품이 약해질 수 있습니다.
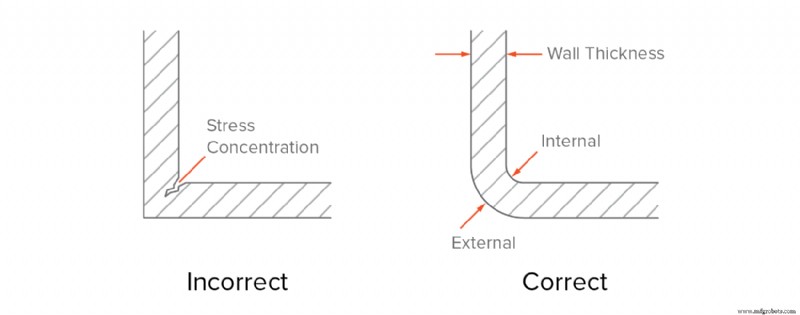 *균일한 벽 두께를 유지하고 결함을 방지하려면 모든 가장자리에 넓은 반경을 추가하세요*
*균일한 벽 두께를 유지하고 결함을 방지하려면 모든 가장자리에 넓은 반경을 추가하세요* 최상의 결과를 얻으려면:
내부 모서리에 벽 두께의 0.5x에 해당하는 모깎기를 추가합니다.
외부 모서리에 벽 두께의 1.5배에 해당하는 모깎기를 추가합니다.
금형에서 부품을 더 쉽게 취출하려면 모든 수직 벽에 구배 각도를 추가해야 합니다. 구배 각도가 없는 벽은 취출 중에 금형과의 높은 마찰로 인해 표면에 끌림 자국이 생깁니다.
최소 구배 각도는 2°가 권장됩니다. 더 큰 형상에는 더 큰 구배 각도(최대 5o °)를 사용해야 합니다.
이 기사에서 구배 각도의 중요성에 대해 자세히 알아보세요 →
경험상 구배 각도를 25mm당 1도씩 늘리는 것이 좋습니다. . 예를 들어 높이가 75mm인 피쳐에 3o도의 구배 각도를 추가합니다. 부품에 질감 있는 표면 마감이 있는 경우 더 큰 구배 각도를 사용해야 합니다. . 경험상 위 계산 결과에 1o~2o 정도를 추가하세요.
리브에도 구배 각도가 필요하다는 점을 기억하십시오. 각도를 추가하면 리브 상단의 두께가 줄어들므로 디자인이 권장되는 최소 벽 두께를 준수하는지 확인하세요.
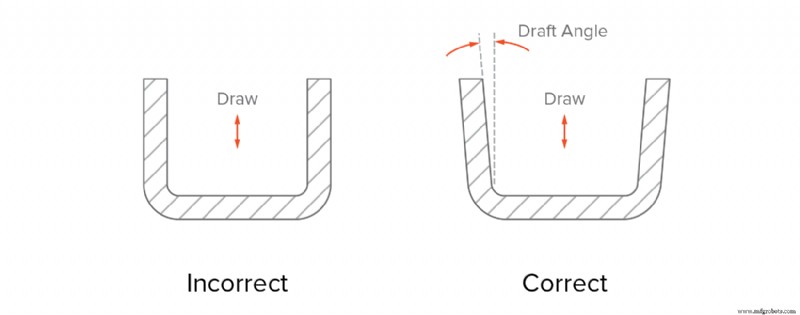 *모든 수직 벽에 구배 각도(최소 2o) 추가*
*모든 수직 벽에 구배 각도(최소 2o) 추가* __최상의 결과를 얻으려면:__
모든 수직 벽에 최소 구배 각도 2o를 추가하세요
50mm보다 큰 형상의 경우 구배 각도를 25mm마다 1도씩 늘립니다.
질감이 있는 표면 마감이 있는 부품의 경우 구배 각도를 1-2o 추가로 늘립니다.
사출 성형은 광범위한 플라스틱과 호환됩니다. 이 섹션에서는 가장 인기 있는 재료의 주요 특성에 대해 자세히 알아봅니다. 또한 사출 성형 부품에 적용할 수 있는 표준 표면 마감에 대해서도 논의하겠습니다.
모든 열가소성 플라스틱은 사출 성형이 가능합니다. 일부 열경화성 수지와 액상 실리콘은 사출 성형 공정에도 적합합니다.
또한 섬유, 고무 입자, 광물 또는 난연제로 강화하여 물리적 특성을 수정할 수도 있습니다. 예를 들어 유리 섬유를 펠릿과 10%, 15% 또는 30% 비율로 혼합하면 더 높은 강성을 갖는 부품을 만들 수 있습니다.
가장 일반적인 사출 성형 플라스틱. 우수한 내화학성. 식품 안전 등급이 제공됩니다. 기계적인 용도에는 적합하지 않습니다.
내충격성이 뛰어나고 가격이 저렴하며 밀도가 낮은 일반적인 열가소성 수지입니다. 용제에 취약합니다.
충격 강도와 내후성이 우수한 경량 열가소성 수지입니다. 실외 애플리케이션에 적합합니다.
가장 저렴한 비용으로 사출 성형 플라스틱. 식품 안전 등급이 제공됩니다. 기계적인 용도에는 적합하지 않습니다.
Thermoplastic with high impact strength and good mechanical properties &hardness. Suitable for molding parts with thick walls.
Engineering thermoplastic with excellent mechanical properties and high chemical &abrasion resistance. Susceptible to moisture.
The plastic with the highest impact strength. High thermal resistance, weather resistance &toughness. Can be colored or transparent.
Blend of two thermoplastics resulting in high impact strength, excellent thermal stability, and high stiffness. Vulnerable to solvents.
Engineering thermoplastic with high strength, stiffness &moisture resistance and self-lubricating properties. Relatively prone to warping.
High-performance engineering thermoplastic with excellent strength and thermal &chemical resistance. Used to replace metal parts.
Thermoset with excellent heat &chemical resistance and customizable shore hardness. Food-safe and medical grade available.
An additive that is commonly used to improve the stiffness of the injection molded parts is fiberglass. The glass fibers can be mixed with the pellets at ratios of 10%, 15% or 30%, resulting in different mechanical properties.
Colorant can be added to the mixture (at a ratio of about 3%) to create a great variety of colored parts. Standard colors include red, green, yellow, blue, black and white and they can be mixed to create different shades.
Surface finishes can be used to give an injection molded part a certain look or feel. Besides cosmetic purposes surface finishes can also serve technical needs . For example, the average surface roughness (Ra) can dramatically influence the lifetime of sliding parts such as plain bearings.
Injection molded parts are not usually post-processed, but the mold itself can be finished to various degrees.
Keep in mind that rough surfaces increase the friction between the part and the mold during ejection, therefore a larger draft angle is required.
The Society of Plastics Industry (SPI) explains several standard finishing procedures that result in different part surface finishes.
When selecting a glossy surface finish, remember these useful tips:
Learn more about the main cost drivers in injection molding and actionable design tips that will help you reduce the costs of your project.
The biggest costs in injection molding are:
Tooling costs are constant (starting at $3,000 and up to $5,000). This cost is independent of the total number of manufactured parts, while the material and production costs are dependent on the production volume.
For smaller productions (1,000 to 10,000 units), the cost of tooling has the greatest impact on the overall cost (approximately 50-70%). So, it’s worthwhile altering your design accordingly to simplify the process of manufacturing of the mold (and its cost).
For larger volumes to full-scale production (10,000 to 100,000+ units), the contribution of the tooling costs to the overall cost is overshadowed by the material and production costs. So, your main design efforts should focus on minimizing both the volume part and the time of the molding cycle.
Here we collected some tips to help you minimize the cost of your Injection molded project.
Side-action cores and the other in-mold mechanisms can increase the cost of tooling by 15% to 30%. This translates to a minimum additional cost for tooling of approximately $1,000 to $1,500.
In a previous section, we examined ways to deal with undercuts. To keep your production on-budget, avoid using side-action cores and other mechanisms unless absolutely necessary.
Undercuts always add cost and complexity, as well as maintenance to the mold. A clever redesign can often eliminate undercuts.
Smaller parts can be molded faster resulting in a higher production output, making the cost per part lower. Smaller parts also result in lower material costs and reduce the price of the mold.
As we saw in a previous section, fitting multiple parts in the same mold is common practice. Usually, 6 to 8 small identical parts can fit in the same mold, essentially reducing the total production time by about 80%.
Parts with different geometries can also fit in the same mold (remember, the model airplane example). This is a great solution for reducing the overall cost of assembly.
Here’s an advanced technique:
In some cases, the main body of 2 parts of an assembly is the same. With some creative design, you can create interlocks points or hinges at symmetrical locations, essentially mirroring the part. This way the same mold can be used to manufacture both halves, cutting the tooling costs in half.
To manufacture a mold with small details require longer machining and finishing times. Text is an example of this and might even require specialized machining techniques such as electrical discharge machining (EDM) resulting in higher costs.
Finishes are usually applied to the mold by hand, which can be an expensive process, especially for high-grade finishes. If your part is not for cosmetic use, don’t apply a costly high-grade finish.
Reducing the wall thickness of your part is the best way to minimize the part volume. Not only does it mean less material is used, but also the injection molding cycle is greatly accelerated.
For example, reducing the wall thickness from 3 mm to 2 mm can reduce the cycle time by 50% to 75%.
Thinner walls mean that the mold can be filled quicker. More importantly, parts thinner parts cool and solidify much faster. Remember that about half the injection molding cycle is spent on the solidification of the part while the machine is kept idle.
Care must be taken through to not overly reduce the stiffness of the part which would downgrade its mechanical performance. Ribs in key locations can be used to increase stiffness.
For lower volume productions (less than 1000 parts), it may be more cost effective to use a secondary operation to complete your injection molded parts. For example, you could drill a hole after molding rather than using an expensive mold with side-action cores.
Once your design ready and optimized for injection molding, what’s next? In this section we’ll take you through the steps needed to start manufacturing with injection molding.
Before you commit to any expensive injection molding tooling, first create and test a functional prototype of your design.
This step is essential for launching a successful product. This way design errors can be identified early, while the cost of change is still low.
There are 3 solutions for prototyping:
Use the information below as a quick comparison guide to decide which solution is best for your application.
Designs optimized for injection molding can be easily 3D printed
The prototyping solution with the lowest cost and fastest turnaround
Not every injection molding material is available for 3D printing
3D printed parts are 30-50% weaker than injection molded parts
Material properties identical to the injection molded parts
Excellent accuracy and finishing
Design modifications may be need, as different design restrictions apply
More expensive than 3D printing with longer lead time
The most realistic prototypes with accurate material properties
The actual process and mold design is simulated
The prototyping solution with the highest cost
Smaller availability than CNC or 3D printing
With the design finalized, it time to get started with Injection molding with a small pilot run.
The minimum order volume for injection molding is 500 units. For these quantities, the molds are usually CNC machined from aluminum. Aluminum molds are relatively easy to manufacture and low in cost (starting at about $3,000 to $5,000) but can withstand up to 5,000 - 10,000 injection cycles.
At this stage, the typical cost per part varies between $1 and $5, depending on the geometry of your design and the selected material. The typical lead time for such orders is 6-8 weeks.
Don’t get confused by the term “pilot run”. If you only require a few thousand parts, then this would be your final production step.
The parts manufactured with “pilot” aluminum molds have physical properties and accuracy identical to parts manufactured with “full-scale production” tool steel molds.
When producing parts massive quantities of identical parts (from 10,000 to 100,000+ units) then special Injection molding tooling is required.
For these volumes, the molds are CNC machined from tool steel and can withstand millions of Injection molding cycles. They are also equipped with advanced features to maximize production speeds, such as hot-tip gates and intricate cooling channels.
The typical unit cost at this stage varies between a few cents to $1 and the typical lead time is 4 to 6 months, due to the complexity of designing and manufacturing the mold.
In this guide we touched on everything you need to get started with injection molding - but there’s plenty more to learn.
Here are the most useful resources on injection molding and other digital manufacturing technologies if you want to delve deeper.
Want to learn more about digital manufacturing? There are more technologies to explore:
수지
Thermwood Corp.(미국 인디애나주 데일)은 새로운 대규모 적층 제조(LSAM) 기술인 열 센서 레이어 자동화 시스템을 공개했습니다. 이 시스템은 인쇄 온도를 자동으로 모니터링하고 - 용도에 관계없이 열가소성 수지 인쇄 레이어를 확장할 수 있습니다. 통합 시스템은 새 비드가 추가되기 직전에 인쇄된 레이어의 온도를 지속적으로 측정하므로 프린터가 레이어 시간 제어 옵션을 사용하여 공급 속도를 자동으로 조절할 수 있습니다. 이 조정을 통해 인쇄 프로세스는 고품질 인쇄 부품을 위한 최상의 레이어 간 융합을 달성하는 데 필요한 이
운송 부문은 지구 기후 변화와 CO2 배출에 크게 기여하는 것으로 나타났습니다[1]. 전기 자동차(EV)는 청정 에너지 행성으로의 전환에서 전략적으로 중요한 것으로 간주됩니다[2]. 전기 자동차의 채택은 대기 오염 물질의 최소화, 깨끗한 도시 공기, 소음 배출 감소, 경제 활성화와 같은 수많은 환경적, 사회적 및 경제적 이점을 가져올 것으로 약속합니다[3]. EV는 특히 에너지원이 풍력 및 태양열 발전과 같은 청정 에너지원으로 전환될 때 에너지 소비와 온실 가스 배출을 크게 줄일 수 있습니다[4][5]. 광범위한 EV 채택의 이