전기화학적 가공(ECM) – 작동 원리, 장비, 응용 분야의 장점 및 단점
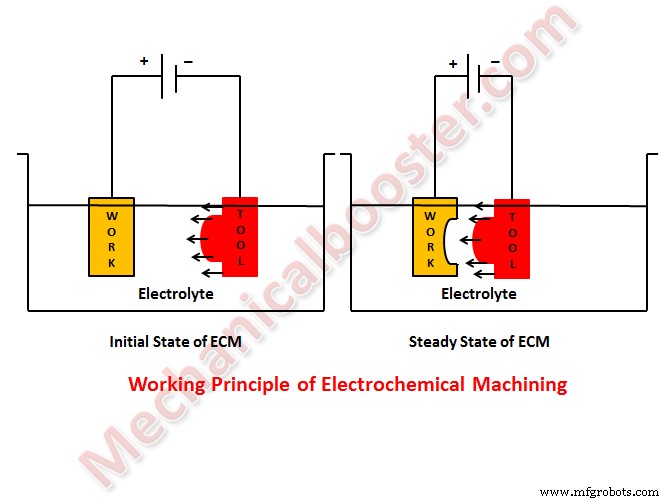
전기화학 가공(ECM) 전기화학 공정을 사용하여 공작물에서 재료를 제거하는 가공 공정입니다. 이 과정에서 공작물은 양극으로, 도구는 음극으로 사용됩니다. 2개의 전극 공작물과 도구는 전해질(예:NaCl)에 잠겨 있습니다. 두 전극에 전압이 가해지면 공작물에서 재료 제거가 시작됩니다. 공작물과 공구가 접촉하지 않고 서로 매우 가깝게 배치됩니다. ECM에서 재료 제거는 원자 수준에서 일어나서 경면 마감 표면을 생성합니다.
- 이 공정은 전도성 재료만 가공하는 데 사용됩니다.
작동 원리
ECM 작업은 전기화학적 또는 갈바닉 코팅 또는 증착 공정과 반대입니다.
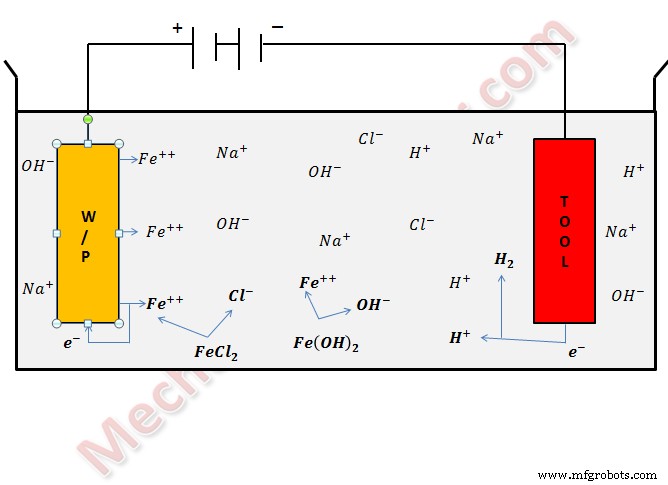
전기화학적 기계 가공 과정에서 반응은 전극, 즉 양극(공작물)과 음극(도구)과 전해질 내부에서 발생합니다.
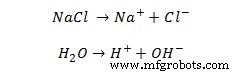
철 합금(Fe)을 주성분으로 하는 저탄소강을 가공하는 예를 들어보겠습니다. 우리는 일반적으로 염화나트륨(NaCl)의 중성 염 용액을 전해질로 사용하여 철 합금을 가공합니다. NaCl과 물의 이온 해리는 아래와 같이 전해질에서 일어납니다.
전극에 전위차가 가해지면 도구와 w/p 사이에서 이온의 이동이 시작됩니다. 양이온은 공구(음극) 쪽으로 이동하고 음이온은 공작물 쪽으로 이동합니다.
또한 읽어보기:
- 초음파 가공(USM) – 주요 부품, 작동 원리, 응용 분야의 장점 및 단점
- 워터 제트 가공 – 응용 프로그램의 작동 원리, 장점 및 단점
- 레이저 빔 가공 – 주요 부품, 원리, 응용 프로그램 작업
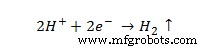
음극에서 수소 이온은 전자를 받아 수소 기체로 전환됩니다.
같은 방식으로 철 원자는 Fe++ 이온으로 양극(w/p)에서 나옵니다. 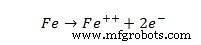
전해질 내에서 나트륨 이온은 하이드록실 이온과 결합하여 수산화나트륨을 형성하고 제1철 이온은 염화물 이온과 결합하여 염화제1철을 형성합니다. 또한 철 이온은 수산기 이온과 결합하여 수산화철을 형성합니다.
전해액에서 FeCl2와 Fe(OH)2가 생성되어 슬러지 형태로 침전되어 가라앉는다. 이러한 방식으로 재료는 슬러지로서 공작물에서 제거됩니다.
전기화학 가공 공정에서 일어나는 다양한 반응은 아래 그림과 같습니다.
ECM 시스템에는 ECM의 다음 모듈 또는 주요 장비가 있습니다.
- 전원 공급 장치
- 전해질 여과 및 전달 시스템
- 도구 피드 시스템
- 작업 탱크
<강력한 글꼴 크기:16px;"> 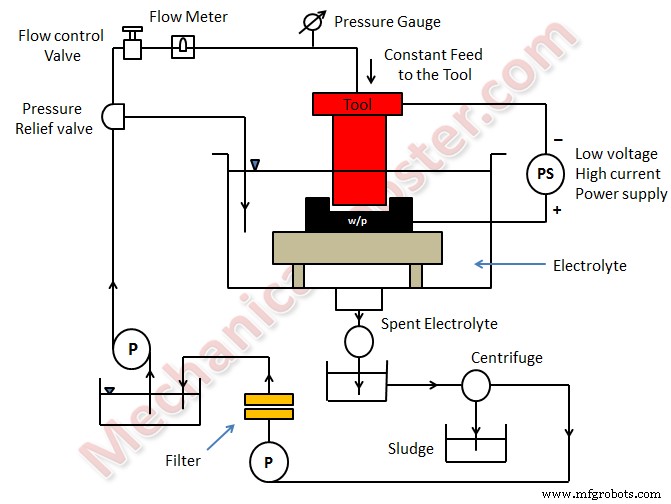
전기화학 가공 작업
- 먼저 공작물을 고정구에 조립하고 공구를 공작물에 가까이 가져옵니다. 도구와 공작물이 적절한 전해질에 잠겨 있습니다.
- 그 후 w/p(양극)와 도구(음극)에 전위차가 인가됩니다. 재료 제거가 시작됩니다. 재료는 작동 원리에서 위에서 논의한 것과 같은 방식으로 제거됩니다.
- 공구 공급 시스템은 공구를 w/p 쪽으로 전진시키고 항상 공구 사이에 필요한 간격을 유지합니다. w/p의 물질은 양이온으로 나오고 전해질에 존재하는 이온과 결합하여 슬러지로 침전됩니다. 가공 과정에서 음극에서 수소 가스가 방출됩니다.
- w/p에서 물질의 해리가 원자 수준에서 일어나기 때문에 우수한 표면 조도를 제공합니다.
- 탱크에서 나온 슬러지를 전해질에서 꺼내어 분리합니다. 여과된 전해질은 ECM 공정을 위해 다시 탱크로 이송됩니다.
또한 읽어보기: - 플라즈마 아크 가공(PAM)이란 무엇이며 어떻게 작동합니까?
- 방전 가공(EDM) 공정이란 무엇이며 어떻게 작동합니까?
- 전자빔 가공 공정의 작동 원리
애플리케이션
- ECM 공정은 다이 싱킹 작업, 프로파일링 및 윤곽 형성, 드릴링, 연삭, 트레패닝 및 마이크로 머시닝에 사용됩니다.
- 밀폐된 한계 내에서 증기 터빈 블레이드를 가공하는 데 사용됩니다.
장점
- 무시할 정도의 공구 마모.
- 복잡하고 오목한 곡률 부품은 볼록 및 오목 도구를 사용하여 쉽게 생성할 수 있습니다.
- 공구와 공작물이 직접 접촉하지 않기 때문에 힘과 잔류 응력이 발생하지 않습니다.
- 우수한 표면 조도가 생성됩니다.
- 발열량이 적습니다.
단점
- 식염수 및 산성 전해질의 경우 도구, w/p 및 장비의 부식 위험이 증가합니다.
- 전기화학 가공은 전기 전도성 재료만 가공할 수 있습니다.
- 높은 전력 소비.
- 높은 초기 투자 비용
프로세스 매개변수
| S.no | 매개변수 | 값 |
| 1. | 전원 공급 장치 | |
| 유형 | 직류 |
| 전압 | 2 ~ 35V |
| 현재 | 50 ~ 40,000A |
| 현재 밀도 | 0.1A/mm2 ~ 5A/mm2 |
| 2. | 전해질 | |
| 소재 | NaCl 및 NaNO3 |
| 온도 | 20 oC ~ 50 oC |
| 유량 | 20lpm/100A 전류 |
| 압력 | 0.5 ~ 20bar |
| 희석 | 100g/l ~ 500g/l |
| 3. | 작업 간격 | 0.1mm ~ 2mm |
| 4. | 오버컷 | 0.2mm ~ 3mm |
| 5. | 이송 속도 | 0.5mm/분 ~ 15mm/분 |
| 6. | 전극 재료 | 구리, 황동 및 청동 |
| 7. | 표면 거칠기(Ra) | 0.2 ~ 1.5μm |


