

산업기술

산업 제조
정밀 주조의 응고 이송 모드는 내부 스프루의 위치와 밀접한 관련이 있습니다. 일반적으로 내부 스프루의 설정 위치는 주물의 응고 공급 모드를 따라야 합니다.
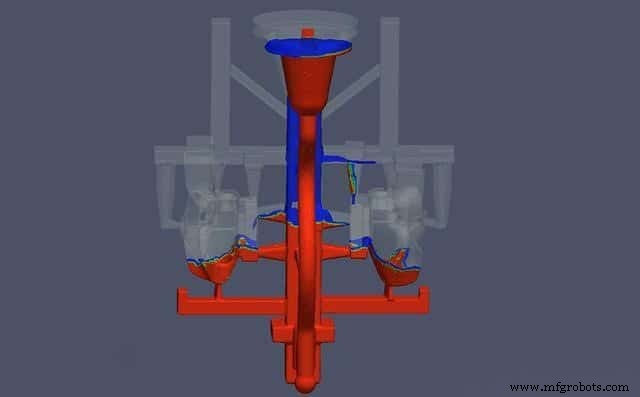
즉, 내부 스프루는 방향 응고의 요구 사항에 따라 각 공급 영역에 대해 설정되고 전체 주물은 동시 응고 요구 사항에 따라 여러 내부 스프루로 채워집니다. 이 설정은 주조의 각 두꺼운 부분과 큰 부분이 수축 구멍과 다공성 없이 완전히 공급되도록 할 뿐만 아니라 응력과 변형을 최소로 줄일 수 있습니다.
산업기술
소프트웨어 시스템의 발전과 비교하여 하드웨어 설계와 전자공학의 최적화는 오랜 시간 소모와 높은 비용과 같은 실질적인 문제를 가지고 있습니다. 그러나 실제 설계에서 엔지니어들은 고도로 원칙적인 문제에 더 많은 관심을 기울이는 경향이 있지만 인쇄 회로 기판의 작동에 큰 영향을 미치는 것은 몇 번이고 수정해야 하는 세부적인 오류일 뿐입니다. PCB의 완벽한 생성은 불가능하지만 점진적인 최적화는 얻을 수 있습니다. 이 구절은 먼저 회로 설계, PCB 생산 및 유지 관리에 대한 몇 가지 문제를 나열한 다음 제한된 비용 내에서 맞춤형 PCB를
3D 프린터(FFF/FDM) 사용 시 사용자가 필요로 하는 모델을 출력할 때 문제 및 예기치 않은 이벤트(특히 비전문 3D 프린터에서)가 나타날 수 있습니다. 이로 인해 3D 프린터 사용자가 원하지 않는 불편, 지연 및 기타 불편이 발생합니다. 그런 다음 이 도움말에서는 이러한 일반적인 문제를 해결하는 방법에 대한 일련의 조언을 제공합니다. 인쇄 초기 필라멘트 부재 출력 시작 시 필라멘트가 나오지 않는 경우가 있습니다. 다음이 원인일 수 있습니다. 노즐에 매우 가까운 베이스 높이 이것은 베이스의 수평을 맞추면 해결됩니다. 압출