

제조공정

산업 제조
품질은 회사 성공의 열쇠입니다. 모든 가공 산업은 제품 품질을 매우 중요하게 생각합니다. 따라서 제품에 대한 검사도구는 특히 중요하므로 오늘은 기계가공업계의 기본 검사도구인 버니어캘리퍼를 소개해 드리겠습니다.
이 글에서는 버니어 캘리퍼스의 정의, 읽는 방법, 보관 방법 및 주의사항을 소개한다. 도움이 되기를 바랍니다.
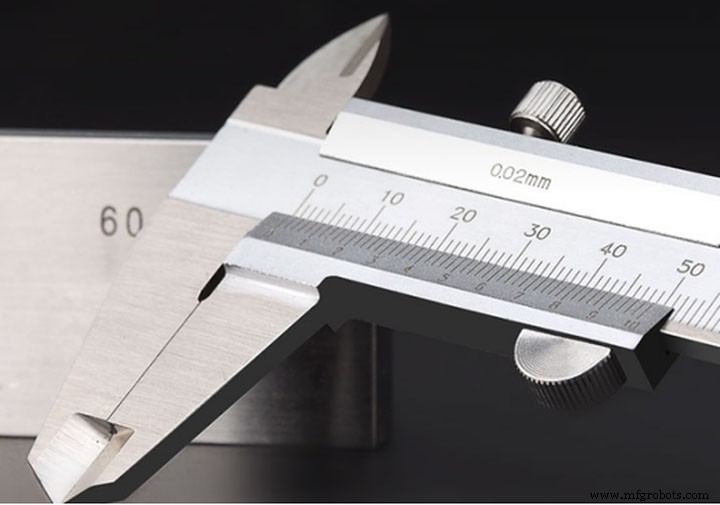
버니어 캘리퍼스(VERNIER CALIPER)는 기계가공의 황삭 및 준정삭 가공에서 가공된 부품을 확인 및 확인하고 공차가 큰 가공 부품의 치수를 측정하는데 사용되는 장비입니다. 길이, 내경 및 외경, 깊이를 측정하는 측정 도구입니다. 버니어 캘리퍼스는 메인 자와 메인 자와 연결된 슬라이딩 버니어 캘리퍼스를 포함합니다. 주 눈금자는 일반적으로 밀리미터입니다. 버니어에는 10, 20 또는 50개의 눈금이 있습니다. 다른 디비전에 따라 버니어 캘리퍼스는 10 디멘션 버니어 캘리퍼스, 20 디비전 버니어 캘리퍼스, 50 디비전 버니어 캘리퍼스 등으로 나눌 수 있습니다. 버니어는 10 디비전의 경우 9mm, 20 디비전의 경우 19mm, 50 디비전의 경우 49mm입니다. 주 눈금자와 버니어 캘리퍼스의 버니어, 즉 내부 측정 턱과 외부 측정 턱에 2개의 움직일 수 있는 측정 턱이 있습니다. 내부 측정 죠는 일반적으로 내경을 측정하는 데 사용되며 외부 측정 죠는 일반적으로 길이와 외경을 측정하는 데 사용됩니다. 최소 판독값은 0.05mm 및 0.02mm의 두 가지 유형이 있습니다.
버니어 캘리퍼스를 사용하여 사이즈를 측정하는 경우, 주자와 보조자(버니어자)의 2개의 눈금을 사용하여 값을 읽습니다.
・표준 서브 스케일(버니어 스케일)의 스케일은 메인 스케일의 n-1 스케일을 n등분한 스케일입니다.
・표준 보조자(버니어 자)는 1/20과 1/50의 2종류가 있습니다.
아래와 같이 눈금을 읽는 방법
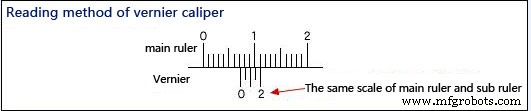
→이때 측정값은 7mm ~ 8mm이므로 (7+α)mm 이어야 합니다.
<올 시작="2">→이때, 이미지에 따르면 보조 눈금의 4번째 눈금선은 주 눈금과 일치합니다.
<올 시작="3">→이때 α=0.05×4=0.20mm
<올 시작="4">・측정하기 전에 버니어 캘리퍼스의 기준점이 같은지 확인하십시오. 0 값의 정확성을 명확히 하십시오.
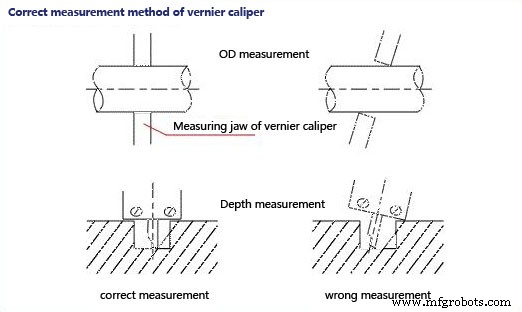
・측정 대상물을 잡는 부분(버니어 캘리퍼스의 내측 턱 부분과 외측 턱 부분)이 가능한 한 주자와 가까워야 합니다.
・버니어 캘리퍼스의 측정부(내측, 외측 죠, 깊이 게이지)의 측정면이 측정 대상물에 정확히 접촉되어야 합니다.
・측정력은 너무 강하거나 약하지 않아야 하며, 가능한 한 일정한 힘으로 측정해야 합니다.
・스케일 값은 직각으로 읽어야 합니다.
・사용 후에는 먼지를 닦아내고 변형을 방지하기 위해 습도와 온도 변화가 적은 장소에 보관하십시오.
버니어 캘리퍼 사용 후 면사로 깨끗이 닦아주세요. 장기간 사용하지 않을 때에는 버터나 엔진오일로 닦아 주십시오. 두 개의 측정 죠를 닫고 고정 나사를 조인 다음 캘리퍼 상자에 넣고 덮으십시오.
제조공정
가공 제품에 대한 품질 요구 사항이 지속적으로 개선됨에 따라 사람들은 제품 품질을 개선하기 위한 방법과 조치를 모색하는 데 많은 시간과 에너지를 투자했지만 가공 공정에서 가공 여유가 제품 품질에 미치는 영향을 무시하고, 공정에서 여유만 있으면 제품 품질에 큰 영향을 미치지 않을 것이라고 믿습니다. 기계 제품의 실제 가공 공정에서 부품의 가공 여유가 제품 품질에 직접적인 영향을 미치는 것으로 나타났습니다. 가공 여유가 너무 작으면 이전 공정에서 잔류 형태 및 위치 오차 및 표면 결함을 제거하기 어렵습니다. 허용량이 너무 크면 가공
1. 정밀 가공이란 무엇입니까? 정밀 가공은 초과 재료를 매우 높은 품질로 제거하여 기계, 구성 요소 및 액세서리를 생산하는 데 사용되는 고급 제조 기술입니다. 이름에서 알 수 있듯이 완제품은 매우 엄격한 가공 마감 공차와 정확도 요구 사항을 충족해야 합니다. 정밀 가공은 일상 생활에서 물건을 만드는 데 사용되는 기계의 크고 작은 많은 구성 요소를 생산하는 데 사용됩니다. 이러한 개체는 여러 개의 작은 부품으로 구성되어 있으므로 이러한 작은 부품이 정확하게 서로 맞고 의도한 대로 작동하도록 하려면 고정밀 작업이 필요합니다. 신뢰