

제조공정

산업 제조
크기 및 정확도 요구 사항에 따라 단단한 표면에 매크로 크기 구멍을 가공하려면 여러 가지 금속 절단 작업이 필요합니다. 드릴링, 보링, 리밍 및 호닝은 제조 회사에서 사용하는 일반적인 프로세스입니다. 모든 프로세스에는 어느 정도 공작물에 새 구멍을 만들거나 기존 구멍을 수정하는 작업이 포함됩니다. 드릴링은 드릴링하는 과정이며 보링은 기존 구멍의 직경을 확대합니다. 리밍 및 호닝은 기존 구멍의 표면 조도와 공차를 개선하는 데 사용됩니다. 다음 섹션에서는 드릴링, 리밍, 보링 및 호닝 프로세스 간의 유사점과 차이점에 대해 설명합니다.
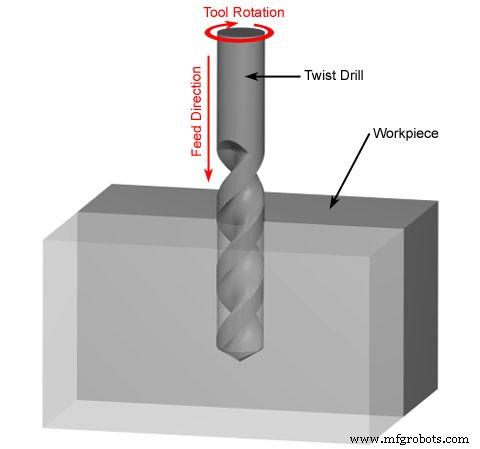
드릴링 정확도는 일반적으로 IT13~IT11에 불과하며 표면 거칠기도 비교적 크고 Ra는 일반적으로 50~12.5m입니다. 그러나 드릴링 금속 제거율이 높고 절단 효율이 높습니다. 드릴링은 주로 볼트 구멍, 나사산 바닥 구멍 및 오일 구멍과 같이 품질 요구 사항이 낮은 구멍을 처리하는 데 사용됩니다. 높은 가공 정밀도와 표면 품질이 요구되는 홀의 경우 후속 가공에서 리밍, 보링 또는 그라인딩을 통해 구현해야 합니다.
드릴링 머신에서 드릴링할 때 구멍의 축이 직선이 아닌 오프셋이 되기 쉽지만 구멍의 직경은 크게 변하지 않습니다. 선반에서 드릴링 할 때 구멍의 직경이 변경되기 쉽지만 구멍의 축은 여전히 직선입니다. 따라서 드릴링 전에 단면을 가공해야 하며 드릴이나 센터 드릴로 테이퍼 홀을 미리 드릴링하여 드릴의 센터링을 용이하게 해야 합니다. 작은 구멍과 깊은 구멍을 드릴링할 때 구멍 축의 편차 및 비직선성을 피하기 위해 가능한 한 드릴링에 공작물 회전 방법을 사용해야 합니다.
드릴링 중 드릴 비트의 두 절삭날의 반경 방향 힘이 같지 않으면 구멍 직경이 확장됩니다. 수평 선반 드릴링 중 절삭 편차도 구멍 직경 확장의 중요한 원인입니다. 또한 드릴 비트의 반경 방향 흔들림도 구멍 직경 확장의 원인입니다.
드릴링 칩은 상대적으로 넓고 구멍에 나선형으로 들어가야 합니다. 흘러나오면 구멍 벽에 문질러 가공면을 긁습니다.
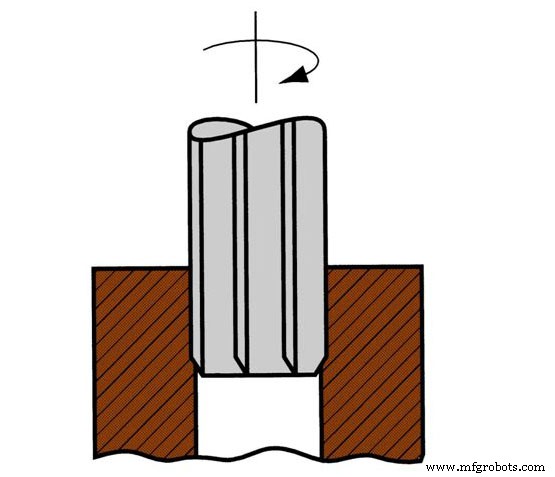
이것은 주로 드릴의 끌 가장자리로 인해 발생합니다. 따라서 드릴링 직경이 d>30mm인 경우 드릴링은 일반적으로 두 번 수행됩니다. 1차로 (0.5~0.7)d 드릴하고, 2차로 원하는 홀 직경으로 드릴링합니다. 치즐날이 2회째 절단에 참여하지 않기 때문에 더 큰 이송을 사용하여 구멍의 표면 품질과 생산성을 향상시킬 수 있습니다.
리밍은 공작물의 기존 구멍에 매끄러운 내벽을 만들기 위해 회전하는 절단 도구를 사용하는 절단 프로세스입니다. 리밍에 사용되는 회전 절삭 공구를 리머라고 합니다. 드릴 비트와 마찬가지로 리머는 사용되는 공작물에서 재료를 제거할 수도 있습니다. 그러나 리머는 드릴 비트보다 훨씬 적은 양의 재료를 제거합니다. 리밍의 주요 목적은 기존 구멍에 매끄러운 벽을 만드는 것입니다.
리밍은 반정삭(리밍 또는 반정삭 보링)을 기반으로 한 구멍의 정삭 방법입니다. 연삭 및 보링에 비해 리밍 생산성이 높고 홀의 정확도가 쉽게 보장됩니다. 단, 리밍은 홀 축의 위치 오차를 보정할 수 없으며, 홀의 위치 정확도는 이전 공정에서 보장되어야 한다. 리밍 구멍의 크기 공차는 IT9~IT6에 도달할 수 있으며 표면 거칠기 값은 Ra3.2~0.2μm에 도달할 수 있습니다.
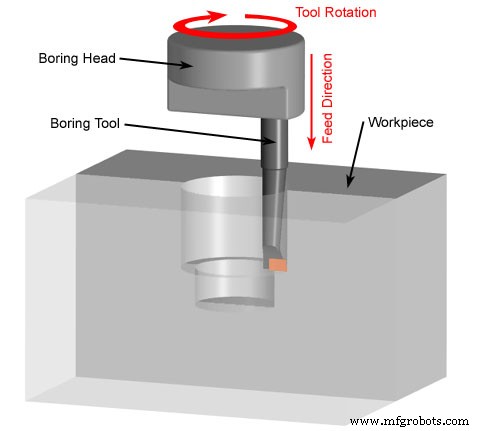
보링은 단일 지점 절삭 공구 또는 보링 헤드를 사용하여 공작물의 기존 구멍을 확장하는 절삭 공정입니다. 이것은 공작물에 초기 구멍을 만드는 드릴링과 극명한 대조를 이룹니다.
보링 구멍 직경은 공구 크기에 제한되지 않으며 보링 오류 수정 능력이 강력합니다. 다중 절단은 원래 구멍 축의 편차 오류를 수정할 수 있으며 보링 구멍은 위치 결정 표면과 일치합니다. 높은 위치 정확도.
보링 가공 범위가 매우 넓고 다양한 크기와 정확도 수준의 구멍을 가공할 수 있습니다. 큰 직경, 크기 및 위치 정확도가 필요한 홀 및 홀 시리즈의 경우 보링이 좋은 가공 방법입니다. 보링 정도는 IT9~IT7, 표면 거칠기는 Ra 3.2~0.8m입니다. 보링은 보링 머신, 선반, 밀링 머신 및 기타 공작 기계에 사용할 수 있으며 강력한 유연성과 광범위한 생산 응용 프로그램을 제공합니다.
드릴링, 주조 및 단조 구멍을 기준으로 보링을 수행 할 수 있습니다. 달성 가능한 치수 공차 등급 및 표면 거칠기 값의 범위는 넓습니다. 작고 깊은 구멍을 제외하고 다양한 직경의 구멍과 다양한 유형의 구조는 거의 지루할 수 있습니다.
보링은 원래 구멍의 위치 오차를 효과적으로 수정할 수 있지만 보링 바의 직경이 구멍 직경에 의해 제한되기 때문에 일반적으로 강성이 불량하고 구부러지고 진동하기 쉽기 때문에 보링 품질(특히 길고 얇은 구멍)은 리밍만큼 편리하지 않습니다.
보링은 툴바의 굽힘 변형을 줄이기 위해 더 작은 절입 및 이송으로 여러 번의 패스를 필요로 하고, 보링 및 밀링 머신의 보링은 툴바에서 보링 툴의 반경방향 위치를 조정해야 하므로 작업이 복잡하고 복잡합니다. 시간이 많이 걸립니다.
양산시 브라켓과 박스 바디의 베어링 홀을 보링하려면 보링 다이가 필요합니다.

(출처:https://thehemloft.com/drilling-vs-boring-vs-reaming/)
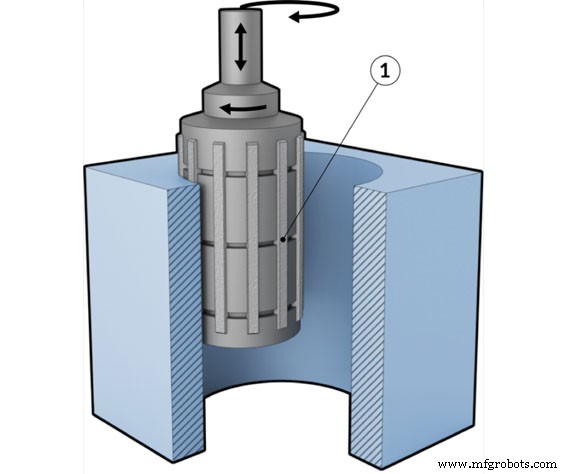
호닝은 호닝 로드와 호닝 헤드를 사용하여 구멍을 연마하는 것입니다. 호닝은 광범위한 응용 분야를 가지고 있습니다. 주철, 경화강 및 미경화강, 청동 등을 가공할 수 있으나 유석을 차단하기 쉬운 플라스틱 금속 가공에는 적합하지 않다. 호닝 가공의 직경은 Φ5~Φ500mm이며 L/D>10의 깊은 홀도 가공이 가능합니다. 따라서 엔진 실린더, 유압 실린더 및 각종 배럴 홀 가공에 널리 사용됩니다.
제조공정
부품 제조의 일반적인 관행은 부품의 날카로운 모서리로 인한 손상이나 부상의 가능성을 줄이는 것입니다. 이 문제를 해결하기 위해 정비사는 90도 각도의 일부를 제거하고 베벨이라고도 하는 모따기를 만들었습니다. 베벨과 모따기라는 용어는 실제로 상호 교환되는 경향이 있지만 둘 사이에는 분명한 차이가 있습니다. 잠시 시간을 내어 베벨과 모따기의 차이점을 살펴보고 CNC 머시닝이 부품을 제조할 때 이러한 기능을 어떻게 사용하는지 살펴보겠습니다. 베벨이란 무엇입니까 ? 경사는 물체 표면에 수직이 아닌 경사진 모서리입니다. 베벨은 베벨 및
지그 또는 비품? 두 용어는 혼동하기 쉽습니다. 종종 함께 쌍을 이루며 유사한 기능을 공유함에도 불구하고 둘은 서로 바꿔 사용할 수 없습니다. 이러한 제조 도구가 제조 품질을 개선하고 생산 비용을 절감하며 작업을 자동화하는 데 어떻게 사용되는지 살펴봄으로써 이러한 제조 도구 간의 미묘한 차이점을 알아보겠습니다. 지그란 무엇입니까? 지그는 워크 스테이션에서 공작물과 기계 부품을 고정하는 데 사용되는 장치입니다. 커터와 같은 CNC 공작 기계에 고정되어 위치와 동작을 지시합니다. 즉, 어떤 면에서는 그러한 가공 도구를 안내합니다.