

산업기술

산업 제조
개방 또는 단락된 전송 라인의 공진 주파수 지점에서 정상파는 비정상적인 효과를 생성합니다. 신호 주파수가 정확히 1/2 파장 또는 그 배수가 라인 길이와 일치하는 경우 소스는 부하 임피던스를 있는 그대로 "인식"합니다.
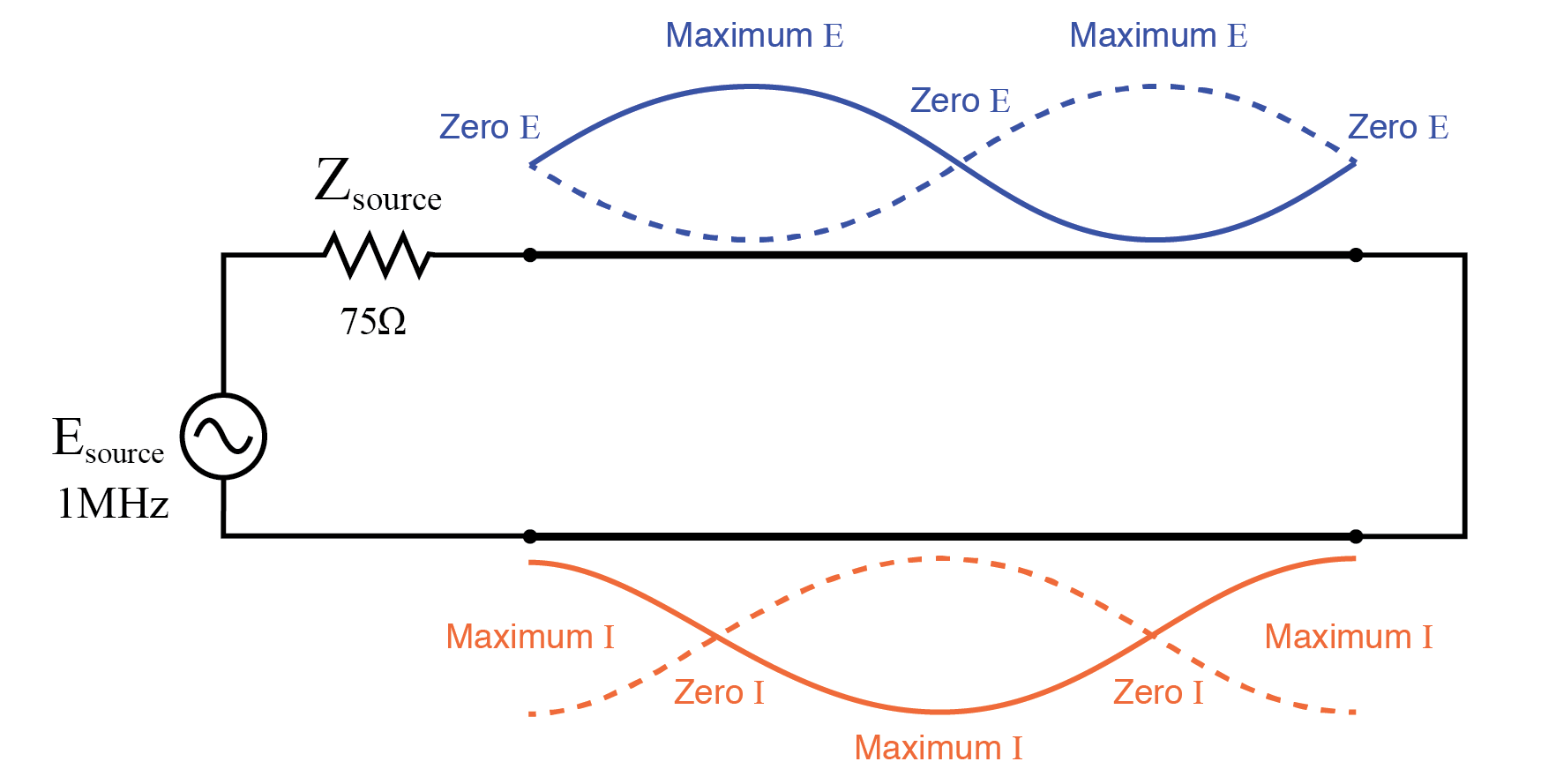
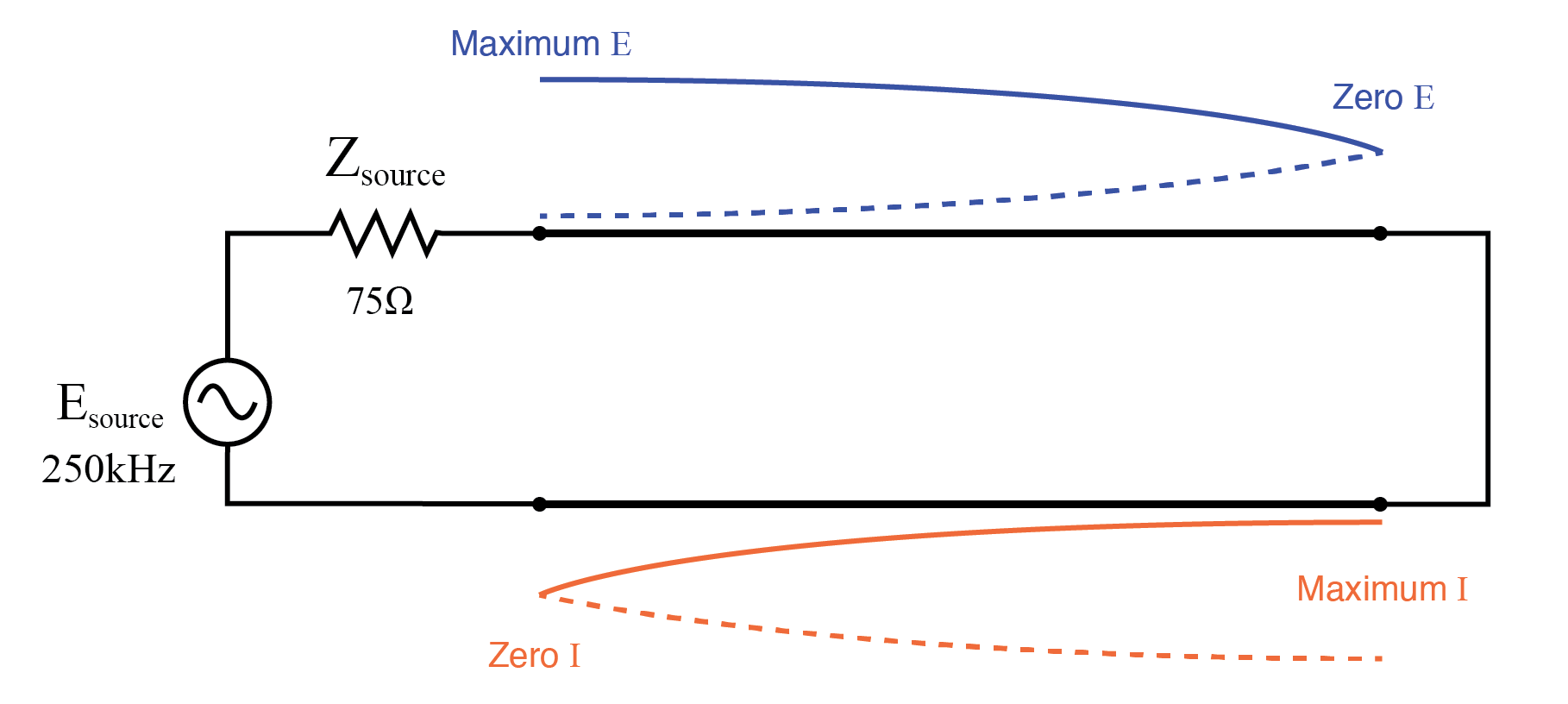
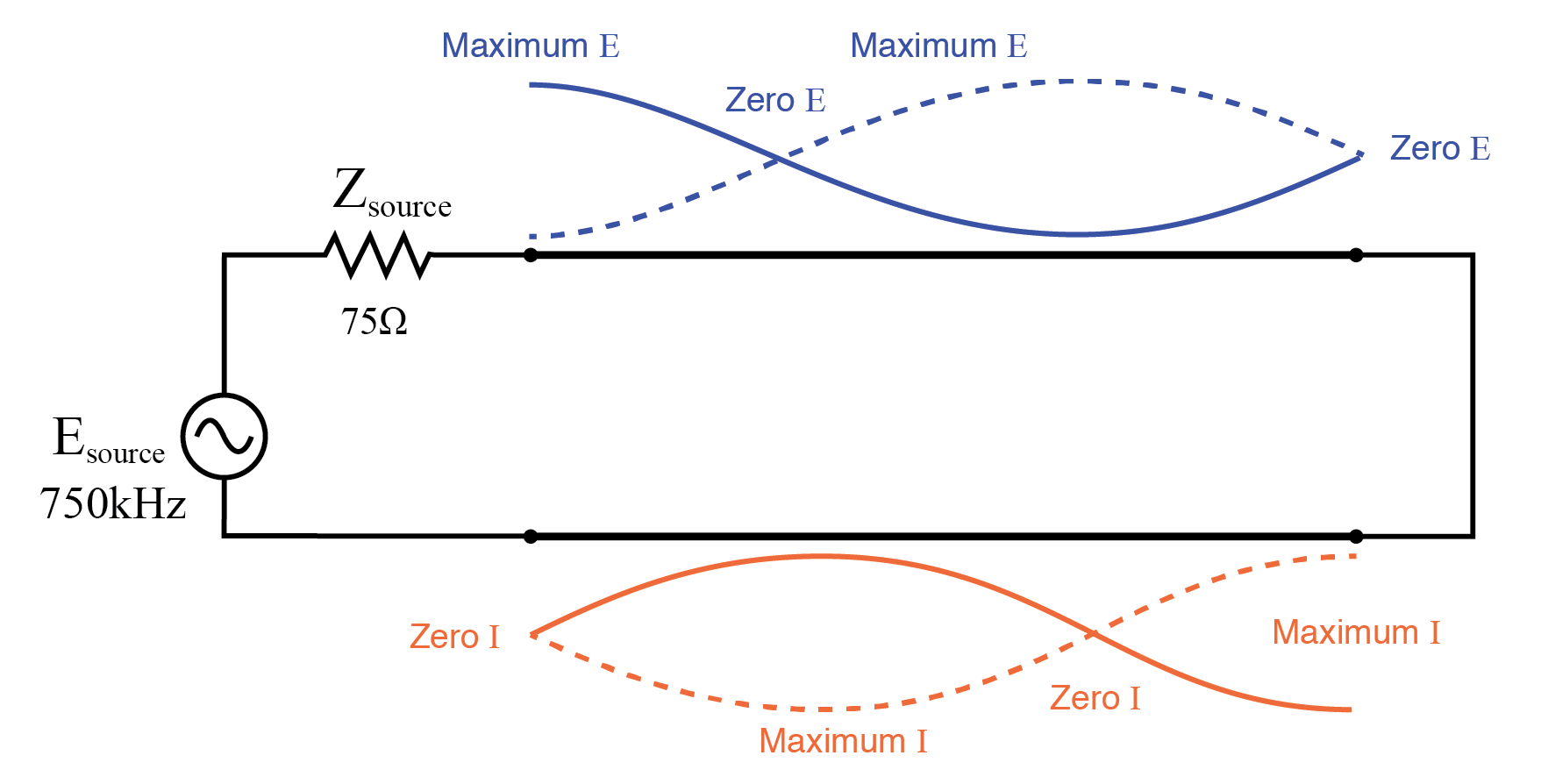
다음 그림 쌍은 1/2 및 1 파장 주파수에서 작동하는 개방 회로 라인을 보여줍니다.
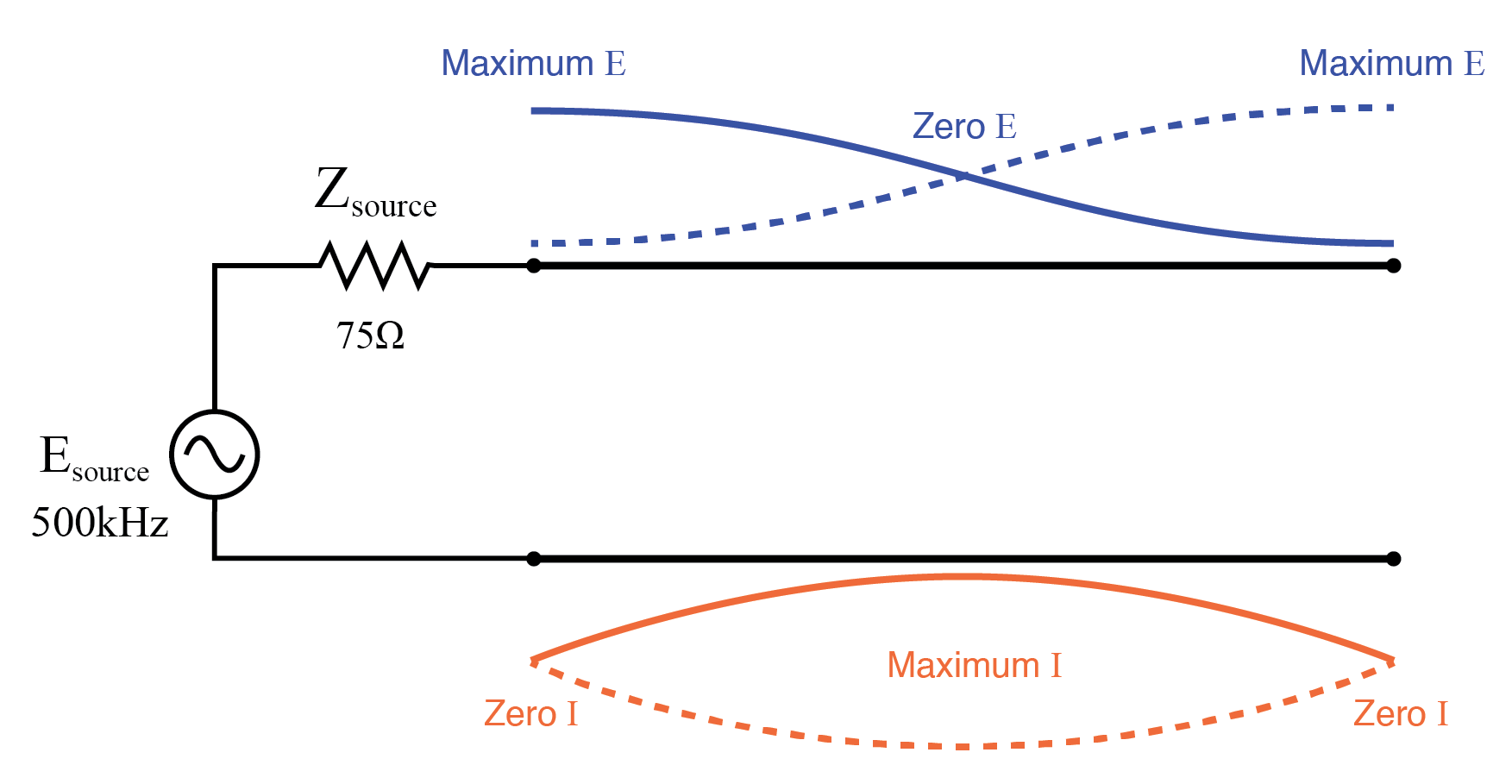
소스가 절반 파장 라인의 끝과 동일하게 열려 있는 것으로 보입니다.
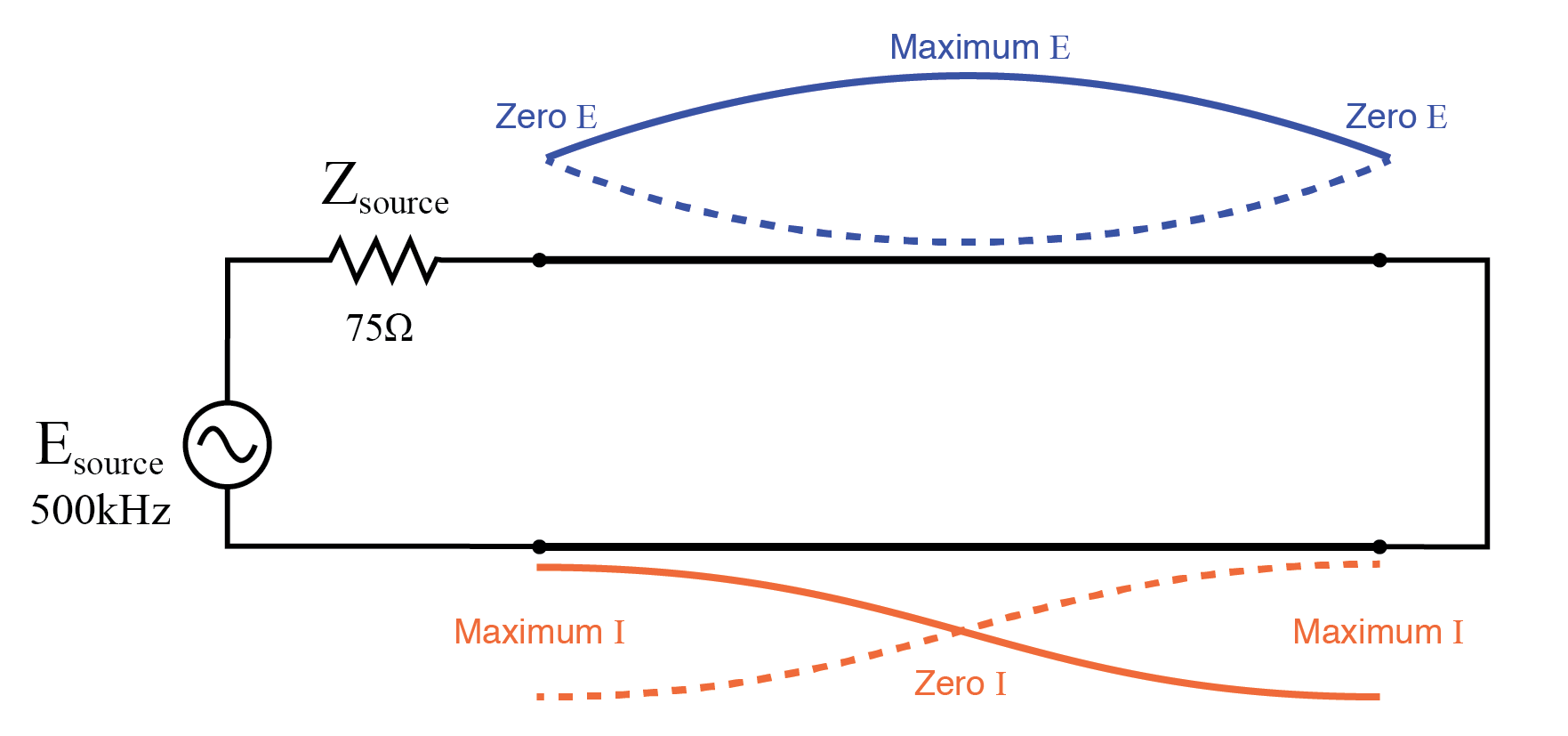
소스는 전체 파장의 끝(2x 반파장 라인)과 동일하게 열려 있는 것으로 보입니다.
두 경우 모두 선의 양 끝에는 전압 양극이 있고 양 끝에는 전류 노드가 있습니다. 즉, 라인의 양 끝단에 최대 전압과 최소 전류가 있으며 이는 개방 회로의 조건에 해당합니다.
이 조건이 둘 다 에 존재한다는 사실 라인의 끝은 라인이 소스 쪽에서 종단 임피던스를 충실하게 재생산하여 소스가 마치 직접 개방 회로인 것처럼 전송 라인에 연결된 개방 회로를 "볼 수 있도록" 알려줍니다.
전송 라인이 단락으로 종료된 경우에도 마찬가지입니다. 1/2 파장 또는 그 배수에 해당하는 신호 주파수에서 소스는 소스 사이의 연결 지점에 존재하는 최소 전압 및 최대 전류와 함께 단락 회로를 "인식"합니다. 및 전송 라인:
소스가 반파장 라인의 끝과 동일하게 짧게 보입니다.
소스는 전체 파장 라인의 끝과 동일하게 짧게 보입니다(2x 반파장).
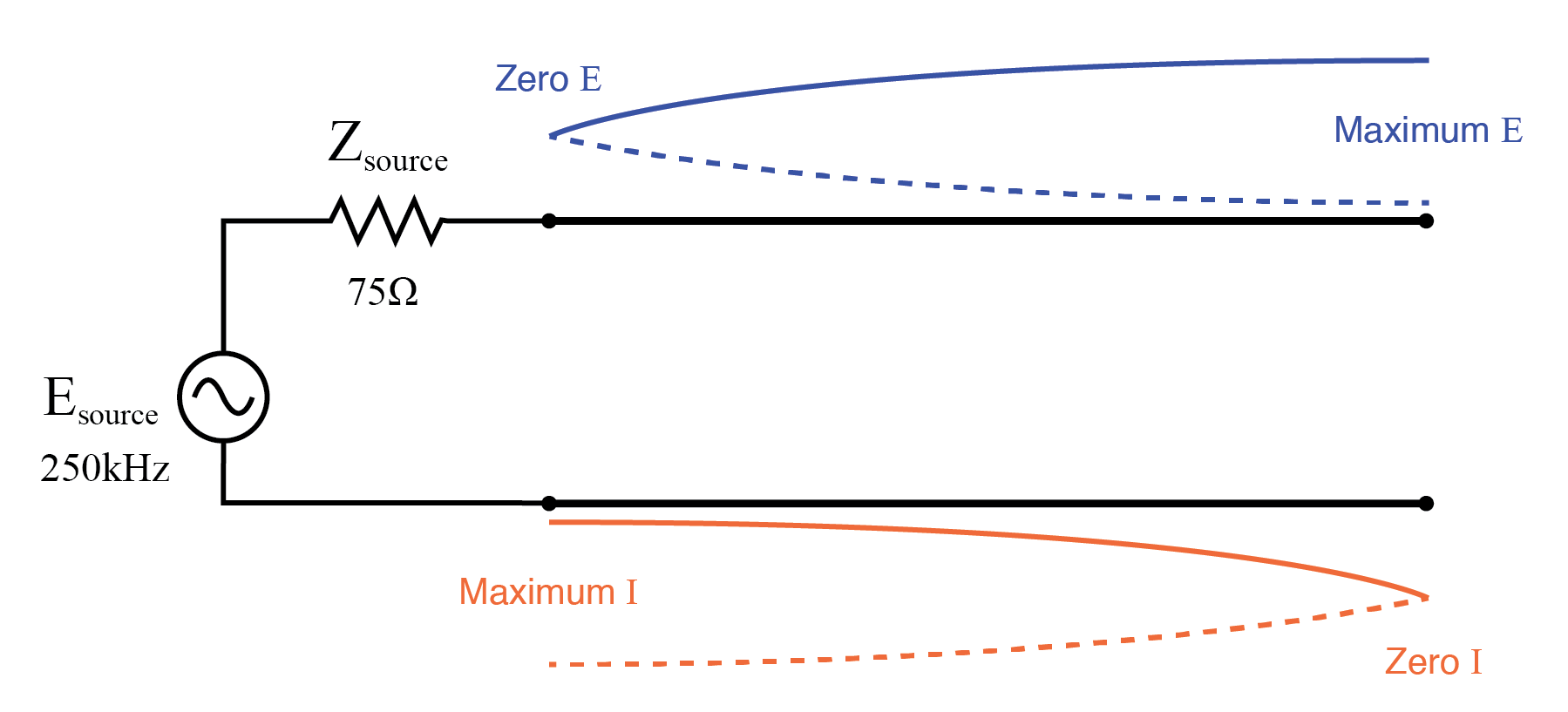
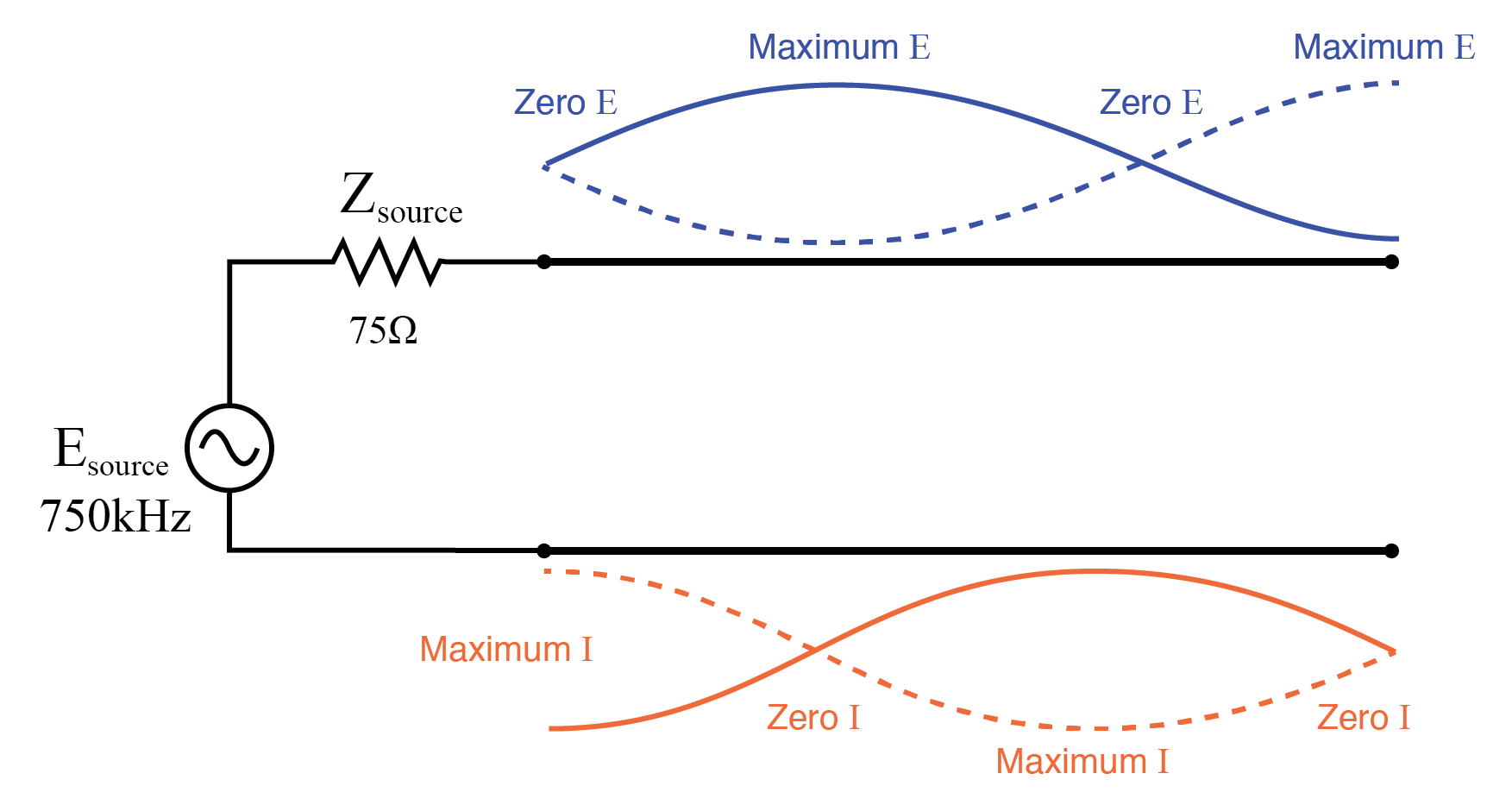
그러나 신호 주파수가 ¼ 에서 공진하는 것과 같은 경우 파장 또는 그 일부의 배수인 경우 소스는 종단 임피던스의 정반대를 "볼" 것입니다.
즉, 라인이 개방된 경우 소스는 라인에 연결된 지점에서 단락을 "볼" 것입니다. 라인이 단락된 경우 소스는 개방 회로를 "볼" 것입니다. (아래 그림)
개방된 회선; 소스가 단락을 "본다": 1/4 파장 라인(아래 그림), 3/4 파장 라인(아래 그림).
소스가 짧고 1/4 파장 라인의 끝에서 열린 부분에서 반사되어 보입니다.
소스는 3/4 파장 라인의 끝에서 열린 부분에서 반사되어 짧게 보입니다.
선이 단락되었습니다. 소스가 개방 회로를 "본다": 1/4 파장 라인에서(아래 그림), 3/4 파장 라인에서(아래 그림)
소스가 열려 있고 1/4 파장 라인의 끝에서 짧은 부분에서 반사된 것으로 보입니다.
소스가 열려 있고 3/4 파장 라인의 끝에서 짧은 부분에서 반사되어 보입니다.
이 주파수에서 전송선은 실제로 임피던스 변압기로 작동합니다. , 무한 임피던스를 0 임피던스로 또는 그 반대로 변환합니다.
물론 이것은 1/4 주기의 정상파(라인의 기본, 공진 주파수) 또는 일부 홀수 배수(3/4, 5/4, 7/4, 9/4 ... ), 그러나 신호 주파수가 알려져 있고 변하지 않는 경우 이 현상을 사용하여 일치하지 않는 임피던스를 서로 일치시킬 수 있습니다.
예를 들어 75Ω 소스가 75Ω 전송 라인에 연결되어 100Ω 부하 임피던스에서 끝나는 마지막 섹션의 예제 회로를 살펴보세요.
SPICE를 통해 얻은 수치에서 1/4 파장, 1/2 파장, 3/4 파장 전체 파장과 같은 라인의 공진 주파수에서 소스가 전송 라인 끝에서 "보는" 임피던스를 결정해 보겠습니다.
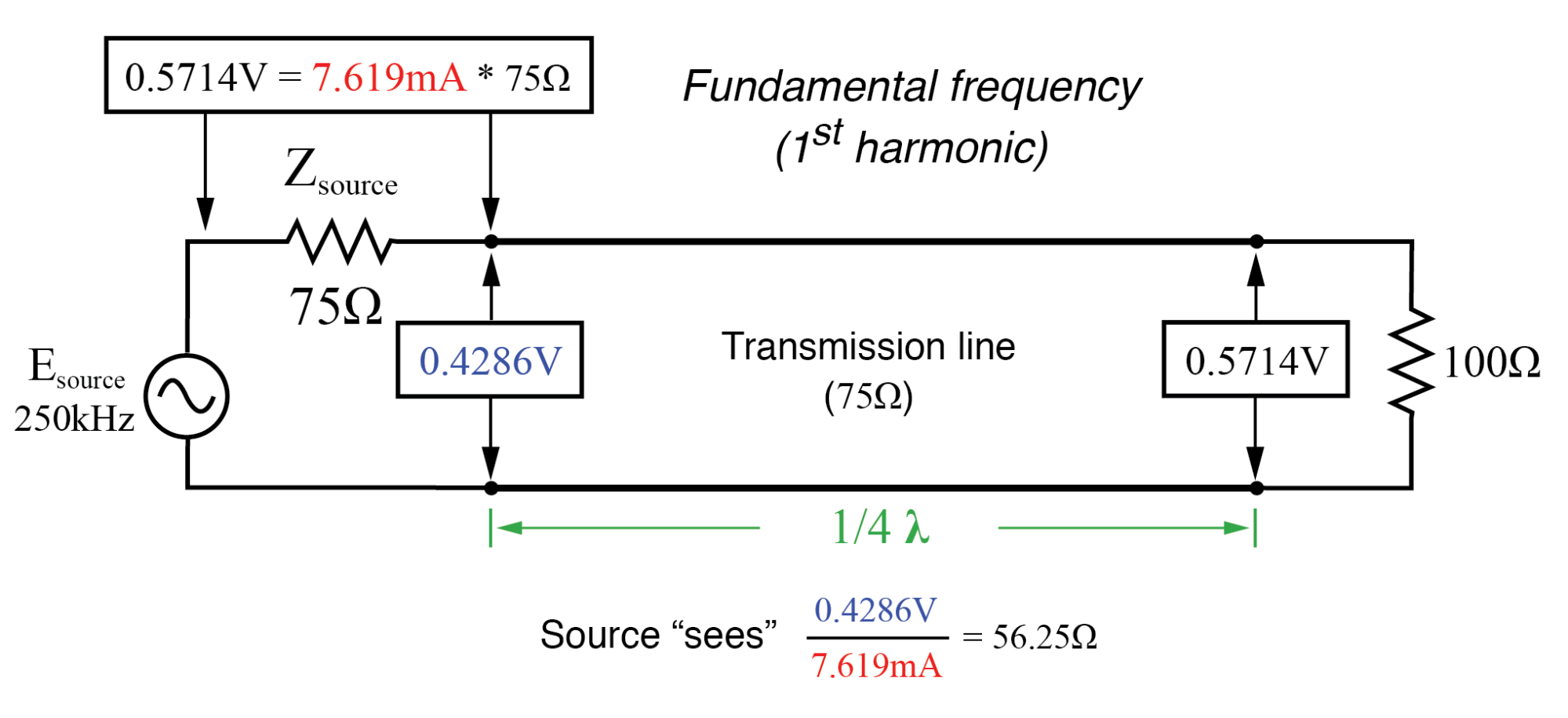
출처는 1/4 파장 라인의 끝에서 100Ω 부하에서 반사된 56.25Ω을 봅니다.
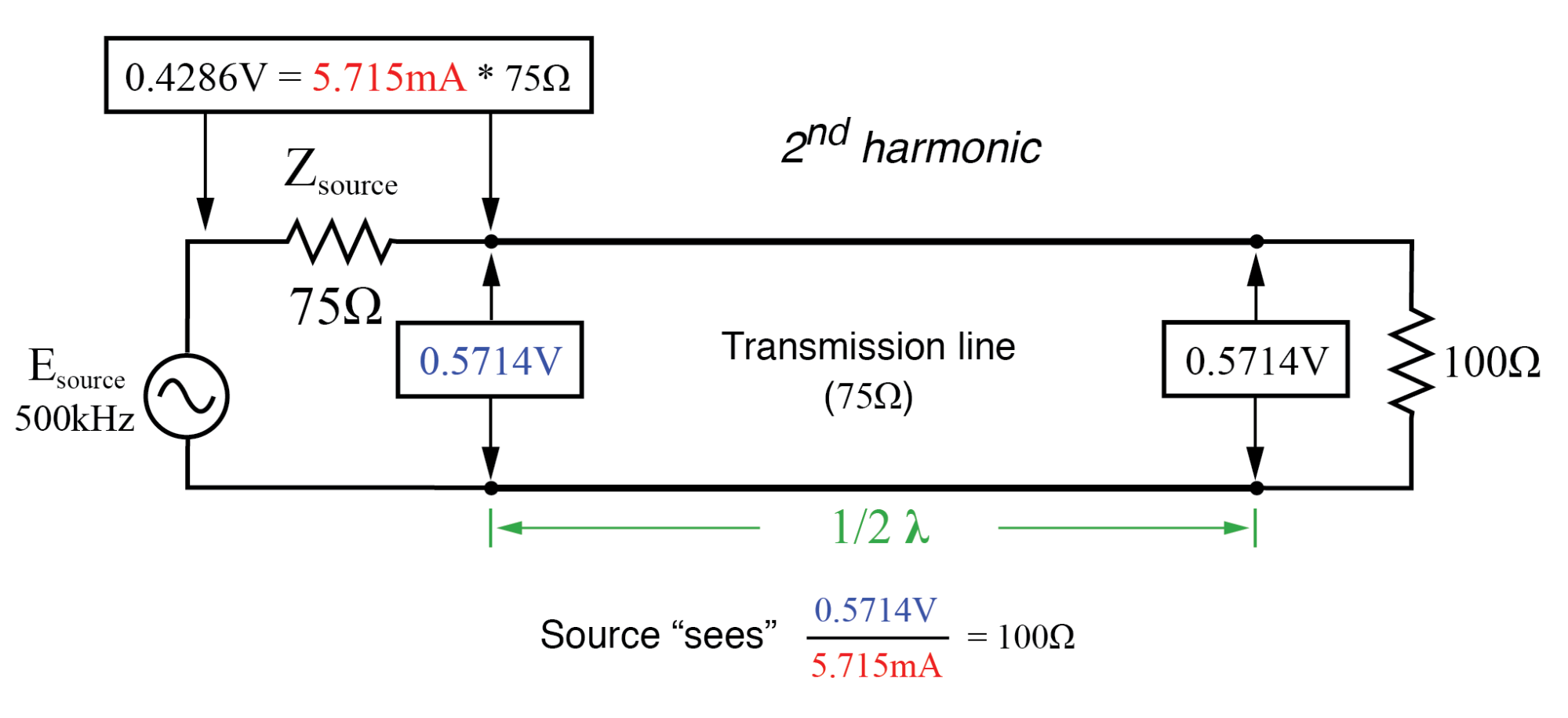
소스는 절반 파장 라인의 끝에서 100Ω 부하에서 반사된 100Ω을 봅니다.
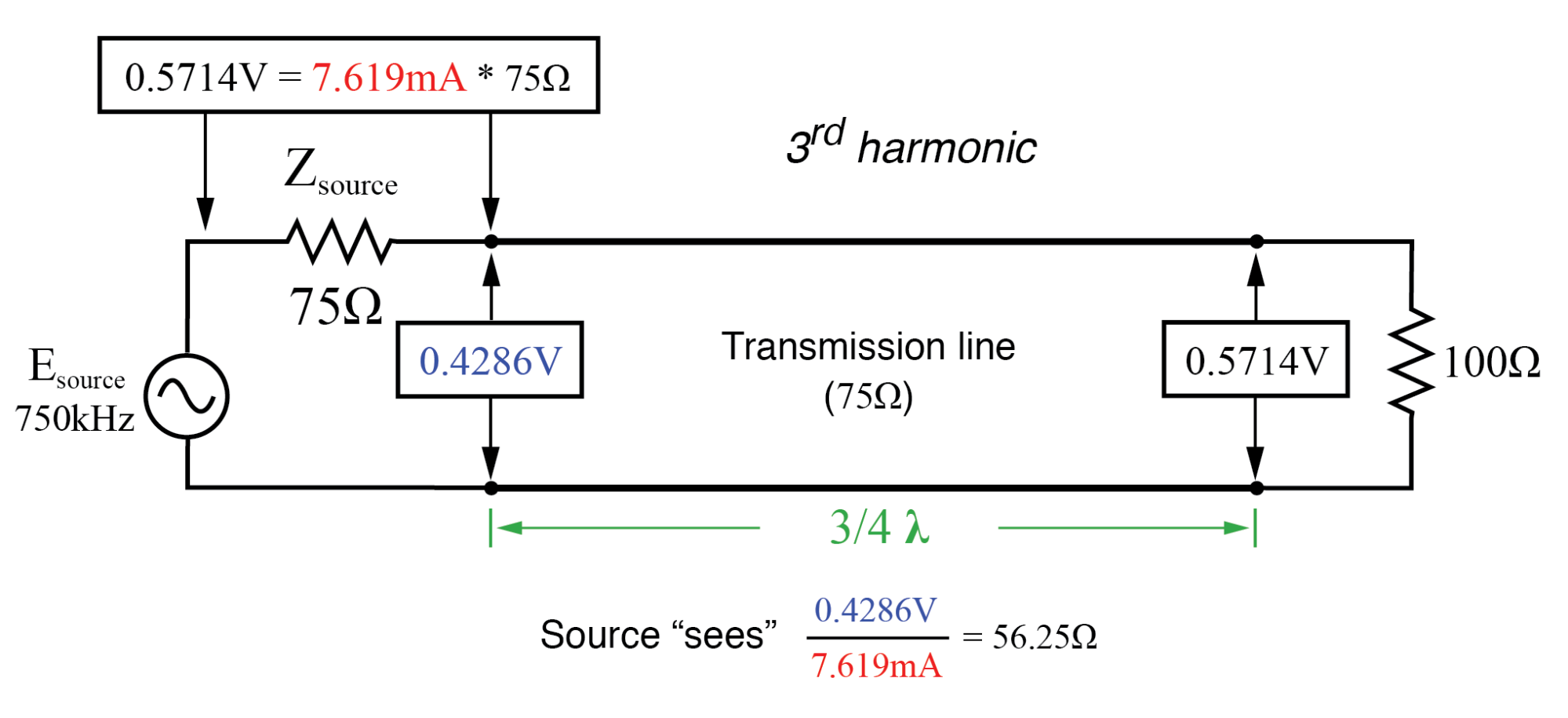
소스는 3/4 파장 라인(1/4 파장과 동일)의 끝에서 100Ω 부하에서 반사된 56.25Ω을 봅니다.
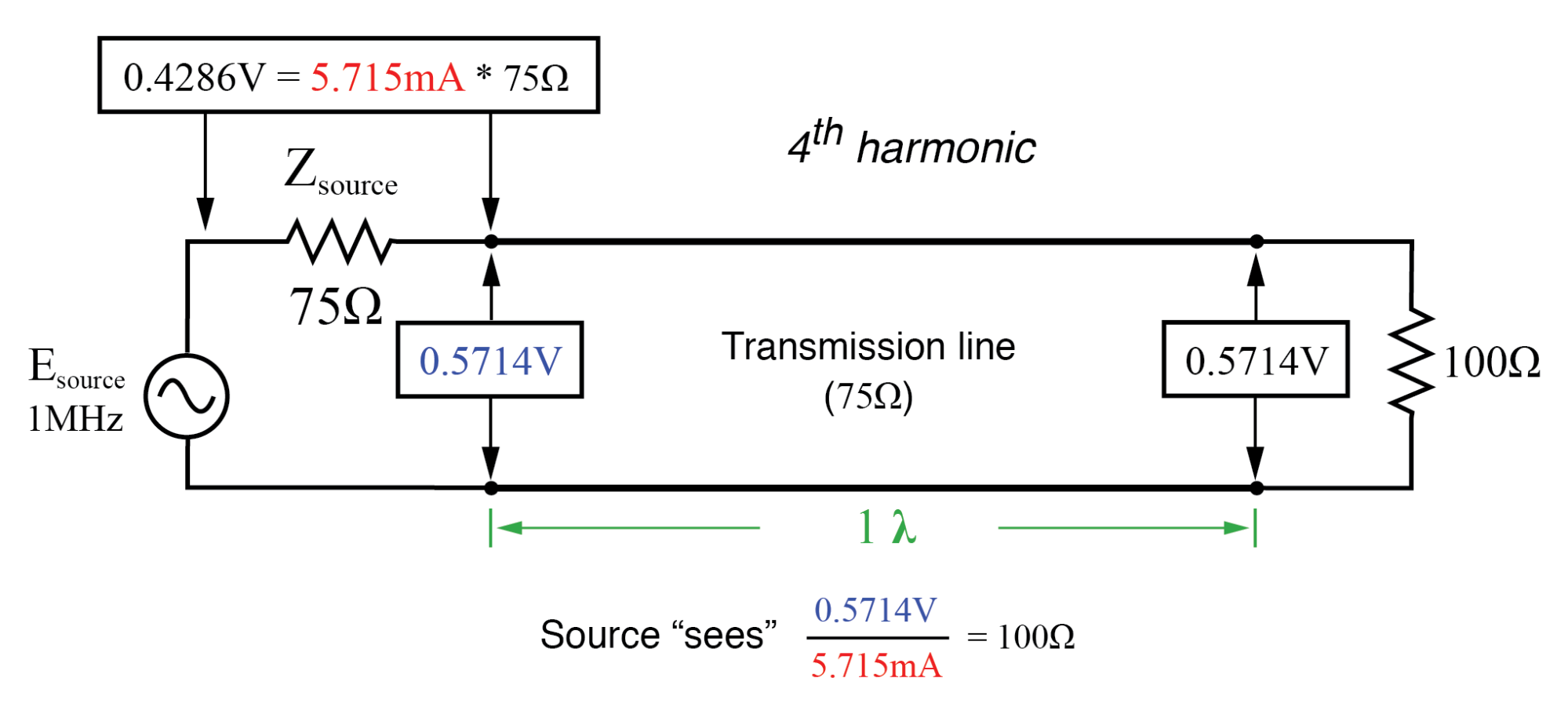
소스는 전체 파장 라인(반파장과 동일)의 끝에서 100Ω 부하에서 반사된 100Ω을 봅니다.
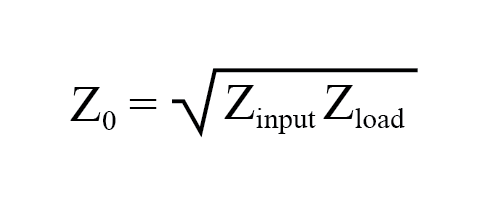
간단한 방정식은 라인 임피던스(Z0 ), 부하 임피던스(Z부하 ) 및 입력 임피던스(Zinput ) 기본 주파수의 홀수 고조파에서 작동하는 일치하지 않는 전송 라인의 경우:
이 원칙의 실제 적용 중 하나는 50MHz의 주파수에서 300Ω 부하를 75Ω 신호 소스에 맞추는 것입니다. 우리가 해야 할 일은 적절한 전송 라인 임피던스(Z0 ), 그리고 파장의 정확히 1/4이 50MHz의 주파수에서 라인에 "서 있게" 되는 길이입니다.
먼저, 라인 임피던스를 계산합니다. 소스가 전송 라인의 소스 끝에서 "볼" 것을 원하는 75Ω에 300Ω 부하 저항을 곱하면 22,500이라는 수치가 나옵니다. 22,500의 제곱근을 취하면 특성 라인 임피던스에 대해 150Ω이 생성됩니다.
이제 필요한 선 길이를 계산하기 위해:케이블의 속도 계수가 0.85이고 초당 186,000마일의 광속 수치를 사용한다고 가정하면 전파 속도는 초당 158,100마일이 됩니다.
이 속도를 취하고 신호 주파수로 나누면 0.003162마일 또는 16.695피트의 파장을 얻을 수 있습니다. 1/4 파장을 지원하는 케이블에 이 길이의 1/4만 필요하므로 필요한 케이블 길이는 4.1738피트입니다.
다음은 우리가 실행하려는 SPICE 분석의 노드 번호를 보여주는 회로의 개략도입니다. (아래 그림)
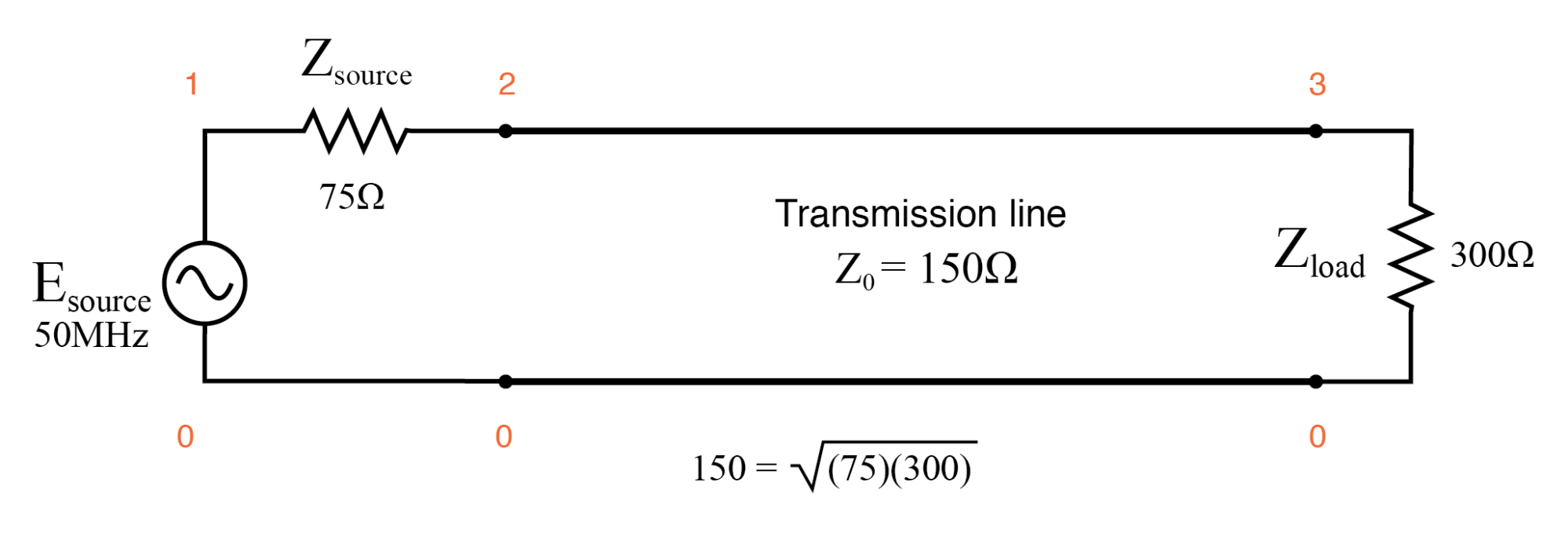
150Ω 전송 라인의 분기파 섹션은 75Ω 소스와 300Ω 부하를 일치시킵니다.
처음부터 끝까지의 시간 지연 측면에서 SPICE에서 케이블 길이를 지정할 수 있습니다. 주파수가 50MHz이므로 신호 주기는 그 역수 또는 20나노초(20ns)가 됩니다. 그 시간의 1/4(5ns)은 1/4 파장 길이의 전송 라인의 시간 지연이 됩니다.
송전선로 v1 1 0 ac 1 죄 리소스 1 2 75 t1 2 0 3 0 z0=150 td=5n 로드 3 0 300 .ac lin 1 50meg 50meg .print ac v(1,2) v(1) v(2) v(3) .끝<사전>주파수 v(1,2) v(1) v(2) v(3) 5.000E+07 5.000E-01 1.000E+00 5.000E-01 1.000E+00
50MHz의 주파수에서 1볼트 신호 소스는 직렬 75Ω 임피던스(v(1,2))에서 전압의 절반을, 전송 라인의 입력 단자(v( 2)).
이것은 소스가 75Ω 부하에 전력을 공급하고 있다고 "생각"한다는 것을 의미합니다.
그러나 실제 부하 임피던스는 v(3)에서 1.000 수치로 표시된 것처럼 전체 1볼트를 수신합니다. 75Ω에서 0.5볼트가 떨어지면 소스는 3.333mW의 전력을 소비합니다. 이는 300Ω 부하에서 1볼트로 소비되는 것과 동일하며, 이는 최대 전력 전달 정리에 따라 임피던스가 완벽하게 일치함을 나타냅니다.
1/4 파장, 150Ω, 전송 라인 세그먼트가 300Ω 부하를 75Ω 소스에 성공적으로 일치시켰습니다.
물론 이것은 50MHz와 홀수 고조파에 대해서만 작동한다는 점을 명심하십시오. 일치하는 임피던스의 동일한 이점을 수신하는 다른 신호 주파수의 경우 150Ω 라인은 정확히 1/4 파장 길이가 되도록 그에 따라 늘리거나 줄여야 합니다.
이상하게도 똑같은 라인이 75Ω 부하를 300Ω 소스와 일치시킬 수 있으며, 이러한 임피던스 변환 현상이 원리적으로 기존의 2권선 변압기와 어떻게 근본적으로 다른지 보여줍니다.
송전선로 v1 1 0 ac 1 죄 자원 1 2 300 t1 2 0 3 0 z0=150 td=5n 로드 3 0 75 .ac lin 1 50meg 50meg .print ac v(1,2) v(1) v(2) v(3) .끝<사전>주파수 v(1,2) v(1) v(2) v(3) 5.000E+07 5.000E-01 1.000E+00 5.000E-01 2.500E-01
여기에서 1볼트 소스 전압이 300Ω 소스 임피던스(v(1,2))와 라인의 입력(v(2)) 사이에 균등하게 분할되어 부하가 300Ω 임피던스로 "나타난다"는 것을 나타냅니다. 전송 라인에 연결되는 소스의 관점입니다.
소스의 300Ω 내부 임피던스에서 이 0.5볼트 강하는 833.33μW의 전력 수치를 산출하며, 이는 전압 그림 v(3)에 표시된 대로 75Ω 부하에서 0.25볼트와 동일합니다. 다시 한번, 소스와 부하의 임피던스 값은 전송 라인 세그먼트에 의해 일치되었습니다.
이 임피던스 매칭 기술은 송신기의 주파수가 일반적으로 잘 알려져 있고 변하지 않기 때문에 무선 송신기 시스템에서 전송 라인과 안테나의 서로 다른 임피던스 값을 일치시키는 데 자주 사용됩니다.
1/4 파장 길이의 임피던스 "변압기"를 사용하면 가능한 가장 짧은 도체 길이를 사용하여 임피던스 매칭을 제공합니다. (아래 그림)
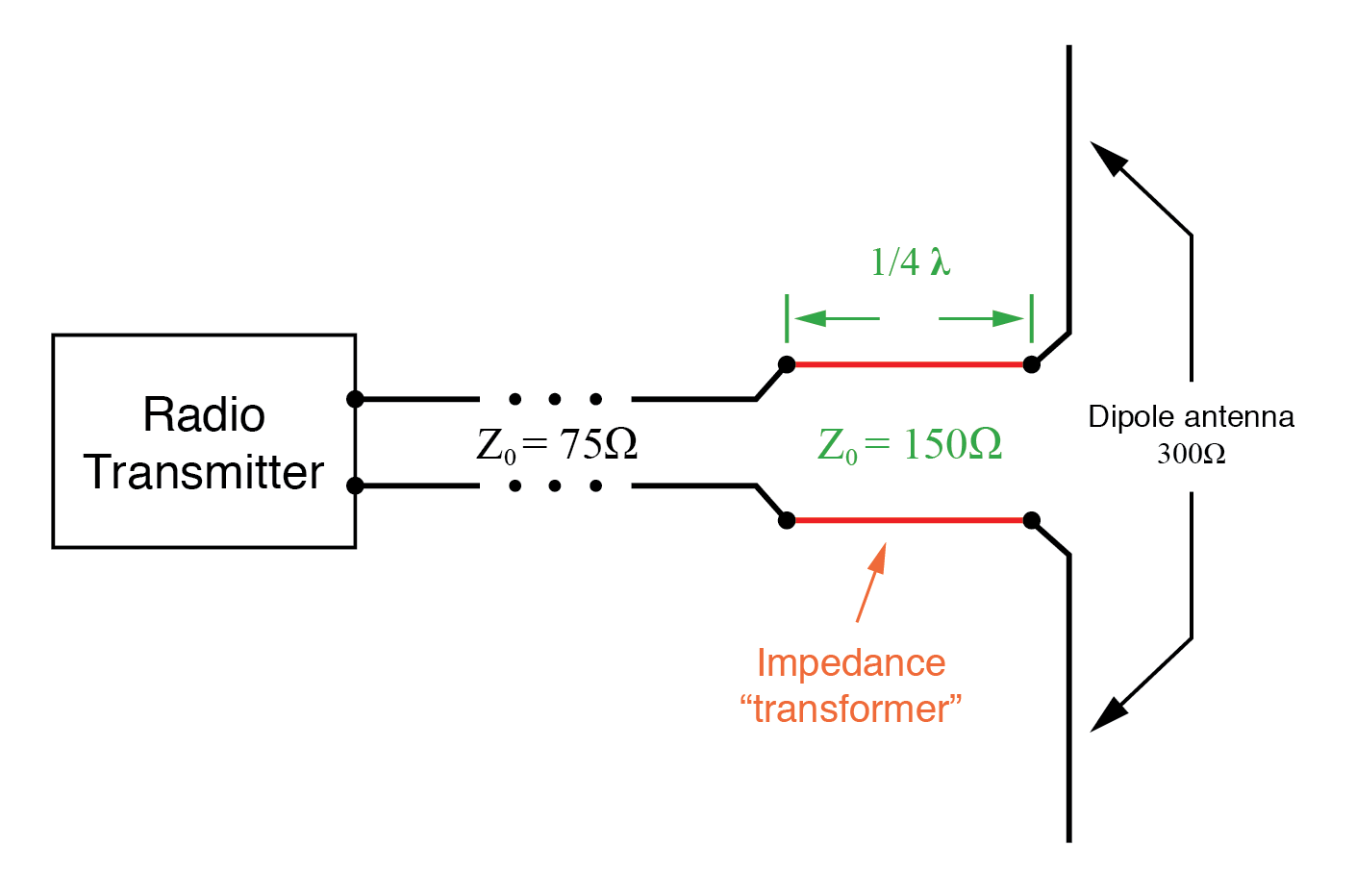
분기파 150Ω 전송 라인 섹션은 75Ω 라인과 300Ω 안테나를 일치시킵니다.
검토:
<울>산업기술
파우더 코팅은 전통적인 페인팅 프로세스의 혼란과 부정확성을 제거합니다. 액체가 없는 마무리 공정은 향상된 내구성, 색상 견뢰도 및 효율성을 제공합니다. 분말 코팅 라인은 생산 라인을 추가하여 프로세스의 효율성을 기반으로 합니다. 부품 및 조립된 부품은 컨베이어 시스템의 분말 코팅 라인을 통해 이동하여 분말 코팅이 제공하는 고품질 결과를 희생하지 않고 처리 시간을 최대화합니다. 파우더 코팅 라인의 작동 원리 전문가들은 분말형 열경화성 중합체, 플라스틱 및 첨가제를 사용하여 금속 표면에 단단하고 착색된 코팅을 만듭니다. 기본 공정은
기술의 발전은 자동차 산업에서 여행 산업에 이르기까지 거의 모든 산업의 성장과 확장을 책임지고 있습니다. 금속 가공도 예외는 아닙니다. 지난 50년 이상의 제작 기술은 금속 성형 및 용접의 모습을 변화시켰습니다. 수십 년 동안 극적으로 변화한 도구 중 하나는 프레스 브레이크입니다. 변경 사항으로 인해 생산성이 향상되고 비용이 절감되며 소비자 만족도가 높아졌습니다. 모든 금속 제작자가 목표로 삼는 세 가지 목표입니다. 현대 프레스 브레이크의 세 가지 주요 변경 사항 드라이브 시스템 자동화 협동 흐름 드라이브 시스템