압연 공정:유형, 작업, 용어 및 응용
오늘 우리는 롤링 프로세스 유형, 작업, 용어 및 응용 프로그램에 대해 다이어그램을 통해 배웁니다. 압연은 I 빔, 철도 등과 같이 길이가 긴 시트 및 기타 단면의 주요 제조 공정입니다. 금속 성형 공정 중 하나입니다. 금속 가공물이 롤 세트 사이에서 압축되어 단면적을 줄이고 길이를 늘립니다. 이 공정은 높은 생산율, 표면 조도 및 결정립 구조를 제공하여 긴 길이의 동일한 단면의 공작물에 가장 적합한 금속 성형 공정이지만 압연기의 높은 설치 비용으로 인해 대체 공정으로 사용됩니다. 
롤링 프로세스:
용어:
압연 공정에서 사용되는 가장 일반적인 용어는 다음과 같습니다.
잉곳:
다공성과 블로홀이 있는 주조 구조입니다. Ignot는
단조에 사용된 것과 동일합니다. . 이 잉곳은 섭씨 약 1200도의 고온에서 압연되어 개화됩니다. 이 잉곳은 압연 요구 사항에 따라 임의의 크기를 가질 수 있습니다.
꽃:
잉곳을 고온에서 압연하여 만든 최초의 압연 제품입니다. 단면적이 230제곱센티미터 이상입니다. 이 블룸은 I 섹션, 빌릿, 채널, 철도 등을 만들기 위해 더 롤링됩니다.
슬래브:
슬래브는 잉곳을 열간 압연하여 만듭니다. 단면적이 100센티미터 정사각형 이상이고 너비가 두께의 3배 이상입니다. 슬래브는 판, 시트, 스트립 등을 형성하는 데 사용됩니다.
빌렛:
빌렛은 열간 압연의 산물입니다. 단면적이 40제곱센티미터 이상입니다. 빌릿은 파이프, 바, 와이어 등으로 압연하는 데 사용됩니다.
플레이트:
플레이트는 슬래브를 추가 압연한 제품입니다. 두께가 6mm 이상입니다.
시트:
시트의 두께가 6mm 미만이고 너비가 60cm보다 큽니다.
스트립:
스트립은 시트와 동일하지만 너비가 60cm 미만입니다.
작동 원리:
압연은 다른 금속 성형 공정과 동일하게 작동합니다. 잉곳 또는 블룸 또는 빌렛과 같은 다른 제품에 롤 세트에 의해 압축력이 가해지면 단면적이 감소하고 필요한 모양으로 변환되는 소성 변형이 발생합니다. 이 롤은 최종 제품 요구 사항에 따라 설계되었습니다. 그것들은 모양이 원통형이고 블룸 또는 빌렛에 롤링되는 데 필요한 모양의 다이에 장착됩니다. 롤링은 뜨겁거나 차가운 방식으로 수행할 수 있습니다.
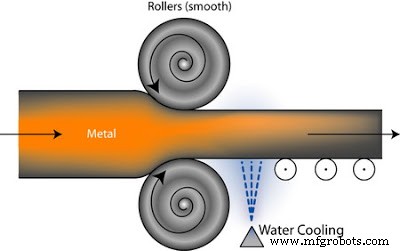
열간압연은 재결정온도 이상에서 이루어집니다. 큰 변형에 사용됩니다. 잔류 응력이 없는 제품을 제공하지만 스케일 형성으로 인해 치수 정확도와 표면 조도가 좋지 않습니다.
냉간 압연은 재결정 온도 미만에서 수행되는 또 다른 방법입니다. 최종 제품을 얻기 위해 수행됩니다. 이 프로세스는 높은 기계적 강도, 치수 정확도 및 표면 조도를 제공합니다.
롤링 유형:
롤링은 다음과 같은 방식으로 분류할 수 있습니다.
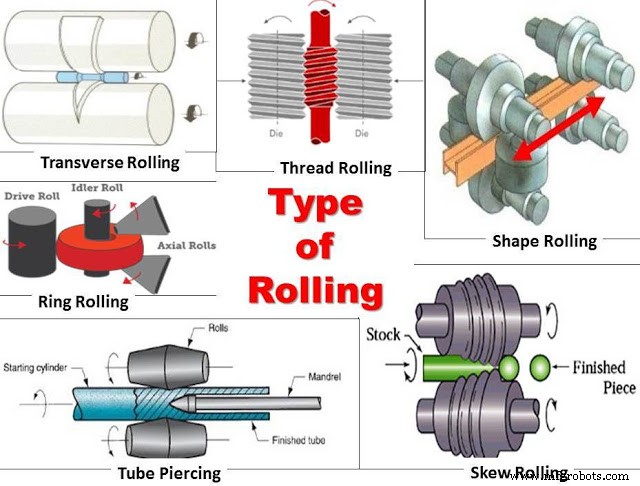
스레드 또는 기어 롤링:
이 프로세스는
실을 자르는 데 사용됩니다. 또는
장비 원통형 블랭크에. 이 과정에서 나사형 다이는 롤링 머신의 원통형 롤러에 장착됩니다. 이 나사산이 있는 롤러는 원통형 블랭크에 대해 누르고 재료를 변위시키고 원통형 블랭크에 나사산을 형성하는 면에 대해 굴러갑니다. 고강도 및 표면조도를 부여하는 공정으로 Screw, Bolt 등의 대량생산에 사용됩니다.
모양 롤링:
형상 압연은 금속 가공물의 다양한 형상을 절단하는 데 사용됩니다. 두께의 눈에 띄는 변화는 없습니다. I형, T형, 철도 등을 압연하는 데 사용됩니다.
링 롤링:
링 압연은 큰
베어링의 링을 압연하는 데 사용되는 압연의 또 다른 방법입니다. ,
터빈 등. 이 과정에서 두 개의 롤러(메인 롤러와 아이들러 롤러)가 그림과 같이 배열되어 서로 같은 방향으로 회전합니다. 롤러의 회전으로 인해 링이 회전하고 롤러가 서로 가까워지기 시작합니다. 이것은 링의 직경을 증가시킵니다. 한 쌍의 에지 롤러는 높이 방향으로 금속 흐름을 허용하지 않는 링의 높이를 유지하는 데 사용됩니다. 이 프로세스는 높은 정확도와 재료 마감을 제공합니다.
튜브 피어싱:
외부 압축 응력을 받을 때 원통형 막대의 인장 응력으로 인해 튜브 및 캐비티 형태의 중심에 고정 맨드릴이 사용되는 또 다른 압연 공정입니다. 이 과정에서 두 개의 반대 롤이 반대 방향으로 회전하여 튜브를 압축하고 그 안에 속이 빈 공동을 만드는 맨드릴에 대해 공급합니다. 이 공정은 두꺼운 벽의 이음매 없는 중공 튜브를 만드는 데 사용됩니다.
스큐 롤링:
스큐 롤링은 볼 베어링의 볼을 만드는 데 사용됩니다. 이 과정에서 원형 막대 또는 와이어는 롤링 작용에 의해 연속적으로 구형 볼을 형성하는 특수 설계된 롤러에 직접 공급됩니다. 이 공정은 소형 구형 볼의 대량 생산에 사용됩니다.
횡방향 롤링:
가로 압연은 탭퍼 샤프트,
판 스프링을 만드는 데 사용되는 또 다른 유형의 압연입니다. 이 과정에서 두 롤러가 같은 방향으로 회전하고 막대가 가로로 공급됩니다. 롤에는 원통형 공작물의 탭 캐비티를 형성하는 데 사용되는 특수한 종류의 탭 섹션이 장착되어 있습니다.
응용 프로그램:
- 압연은 속이 빈 이음매 없는 튜브, 막대 등을 만드는 데 사용됩니다.
- 압연 공정을 통해 긴 단면이 생성됩니다.
- 나사, 볼트 등 나사산 부품의 대량 생산에 사용합니다.
- 롤링 공정을 통해 기어 블랭크에서 기어를 절단할 수 있습니다.
- 건축 자재, 지붕 패널, 파티션 보 , 철도 등이 롤링 제품입니다.
- 자동차 산업에서 다양한 부품을 제조하는 데 사용됩니다.
- 터빈의 링, 베어링 및 기타 기계가 롤링 제품입니다.
- 강판, 판은 압연 공정으로 만들어집니다.
이것은 롤링 프로세스 유형, 작업, 용어 및 적용에 관한 모든 것입니다. 이 글에 대해 궁금한 점이 있으면 댓글로 물어보세요. 이 기사가 마음에 들면 친구들과 공유하는 것을 잊지 마십시오. 더 흥미로운 기사를 보려면 웹 사이트를 구독하십시오. 읽어주셔서 감사합니다.


