

제조공정

산업 제조
다이 캐스팅은 금속 주조 공정입니다. 용융 금속에 고압을 가하기 위해 금형 캐비티를 사용하는 것이 특징입니다. 금형은 일반적으로 사출 성형과 유사한 고강도 합금으로 가공됩니다.
대부분의 다이캐스팅은 아연, 구리, 알루미늄, 마그네슘, 납, 주석 및 납-주석 합금과 같은 비철금속 및 이들의 합금으로 만들어집니다. 다이캐스팅의 종류에 따라 콜드챔버 다이캐스팅 머신 또는 핫챔버 다이캐스팅 머신이 필요합니다.
이 게시물의 주요 주제는 제조 과정입니다. 다이캐스팅의. 다이캐스팅 공정에 대한 포괄적인 이해를 돕기 위해 기본 2 다이캐스팅 기계의 유형 및 상세한 제조 절차 . 게시물을 읽고 나면 제작 과정을 크게 최적화할 수 있습니다.
다이캐스팅 기계는 핫 챔버 다이캐스팅 기계의 두 가지 유형으로 나눌 수 있습니다. 및 콜드 챔버 다이캐스팅 기계 . 그 차이는 얼마나 많은 힘을 견딜 수 있느냐에 있습니다. 일반적인 압력 범위는 400~4,000톤입니다.
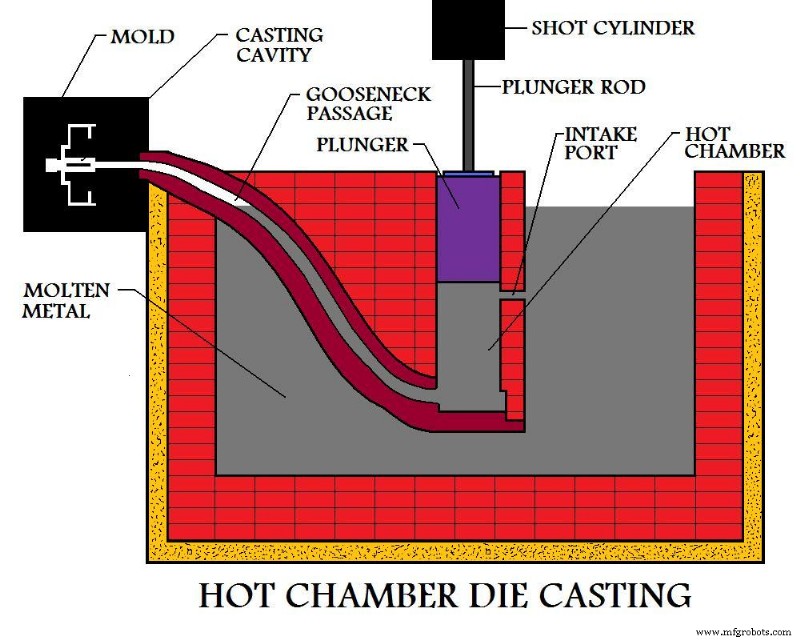
핫 챔버 다이 캐스팅(구즈넥 다이 캐스팅이라고도 함) , 압력 하에서 다이를 채우기 위해 용융 금속 풀에 의존합니다. 사이클이 시작될 때 기계의 피스톤은 수축된 상태에 있으며 이 지점에서 용융 금속이 "구즈넥"을 채울 수 있습니다.
공압식 또는 유압식 피스톤이 금속을 압착하여 금형에 채웁니다. 이 시스템의 장점은 빠른 주기입니다. (분당 약 15주기), 간편한 자동화 , 그리고 금속을 녹이는 능력 .
그러나 단점은 용융점이 높은 금속을 다이캐스팅할 수 없음입니다. , 알루미늄 다이캐스팅 , 알루미늄이 용융된 풀에서 철을 운반하기 때문입니다.
따라서 고온 챔버 다이 캐스팅 기계는 일반적으로 아연, 주석 및 납의 합금에 사용됩니다. 또한, 핫챔버 다이캐스팅은 대형 다이캐스팅보다는 소형 다이캐스팅에 더 많이 적용됩니다.
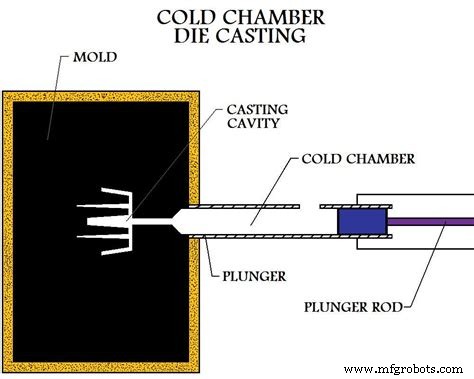
콜드 다이캐스팅은 알루미늄, 마그네슘, 구리 및 아연 합금을 포함하여 고온 챔버 다이캐스팅 공정에서 사용할 수 없는 알루미늄 함량이 높은 다이캐스팅 금속에 사용할 수 있습니다.
이 과정에서 금속은 먼저 별도의 도가니에서 녹여야 합니다. . 그런 다음 일정량의 용융 금속이 가열되지 않은 사출 챔버 또는 노즐로 이송됩니다. 이러한 금속은 유압 또는 기계적 압력에 의해 금형에 주입됩니다.
용융 금속을 저온 챔버로 이송해야 하기 때문에 이 공정의 가장 큰 단점은 긴 시간 주기입니다. .
콜드 챔버 다이캐스팅 기계는 수직 및 수평 유형으로도 제공됩니다. 수직형 다이캐스팅 기계는 일반적으로 소형 기계인 반면 수평형 다이캐스팅 기계는 다양한 모델로 제공됩니다.
고압 다이캐스팅 공정은 금형 준비, 충진, 사출, 쉐이크 아웃의 4단계로 구성되며 이는 다양한 개선된 다이캐스팅 공정의 기초이기도 합니다.
준비 과정에서 윤활제를 뿌려야 합니다. 공동으로. 주형의 온도를 제어하는 데 도움이 될 뿐만 아니라 윤활유는 주물을 제거하는 데도 도움이 될 수 있으며, 그런 다음 주형을 닫을 수 있습니다.
용융 금속은 고압으로 금형에 채워집니다. , 약 10 내지 175 MPa 범위이다. 용탕이 채워지면 주물이 응고될 때까지 압력이 유지됩니다.
그런 다음 다이가 열리고 샷(다이에 여러 공동이 있을 수 있으므로 샷당 여러 개의 캐스팅이 생성될 수 있기 때문에 샷은 캐스팅과 다름)이 이젝터 핀에 의해 배출됩니다.
고압 사출은 금형을 매우 빠르게 채우므로 어떤 부품이 응고되기 전에 용융 금속이 전체 금형을 채울 수 있습니다. 이러한 방식으로 채우기 어려운 얇은 벽 섹션에서도 표면 불연속성을 피할 수 있습니다.
대부분의 다이캐스팅은 드릴링 및 폴리싱과 같이 캐스팅으로 완성할 수 없는 구조를 수행하는 데 사용할 수 있습니다.
쉐이크 아웃 프로세스에는 게이트, 러너, 스퓨어 및 플래시를 포함한 스크랩을 분리해야 합니다. 이 공정은 일반적으로 특수 드레싱 다이를 통해 주조물을 압출하여 수행됩니다. 기타 모래 낙하 방법에는 톱질 및 연삭이 포함됩니다.
셰이크 아웃 프로세스가 완료된 후 결함을 확인할 수 있습니다. 가장 흔한 결함으로는 정체 및 냉간압조가 있습니다.
다이캐스팅 기술을 통해 고품질 제품을 생산해야 할 때 알아야 할 전부입니다. 질문이 있는 경우 아래에 의견을 남겨주세요.
참고: 우리는 이 게시물에 사용된 이미지를 소유하지 않습니다. 그들이 귀하의 소유라면 언제든지 저희에게 연락해 주십시오. 가능한 한 빨리 삭제하겠습니다.
제조공정
USB 케이블이 어떻게 만들어지는지 궁금하신가요? 실제로 USB 케이블뿐만 아니라 우리가 매일 보는 모든 전자 케이블은 두 부분으로 나눌 수 있습니다. 케이블 및 커넥터 . 사용할 수 있는 USB 케이블을 만드는 것은 케이블과 커넥터를 연결하기만 하면 됩니다. 따라서 모든 전자 케이블은 유사한 공정을 통해 만들어집니다. 다음 단락에서 프로세스가 무엇인지 보여드리겠습니다. 1단계:케이블 절단 원시 케이블은 종종 매우 길기 때문에 적절한 길이로 절단해야 합니다. 고객의 요구 사항을 충족하기 위해 1미터 또는 2미터. 2단계:내부 도
탄소 섬유 (CF)는 직경이 약 5-10마이크로미터이고 대부분 탄소 원자로 구성된 섬유입니다. 탄소 섬유에는 몇 가지 장점이 있습니다. 높은 강성 , 높은 인장 강도 , 저중량 그리고 높은 내화학성 . 이 게시물을 읽고 나면 주요 분류를 알게 될 것입니다. 탄소 섬유의 원료 자세한 제조 프로세스에 대해 알아보세요. 즉, 탄소 섬유 제품의 품질을 빠르게 구별하고 전체 제조 공정을 보다 효율적으로 파악할 수 있습니다. 1. 탄소 섬유의 일반 분류 아. 인장 계수 기준 인장 계수 탄소 섬유를 분류하는 핵심 기준은 섬유입