Cu/Ti3SiC2/C 나노복합체의 미세구조 및 기계적 성질에 대한 그래핀과 MWCNT의 시너지 효과
초록
다중벽 탄소나노튜브(MWCNT)와 그래핀은 독특한 구조와 성능으로 인해 새로운 보강재로 사용되었습니다. 그러나 MWCNT 또는 그래핀 강화 구리 매트릭스 복합 재료는 금속 매트릭스의 보강 분산, 금속 매트릭스에 대한 젖음성 및 복합 재료 계면으로 인해 이상적인 값을 따라잡을 수 없었습니다. 1차원 MWCNT와 2차원 그래핀의 우수한 특성을 이용하여 MWCNT와 그래핀 사이에 Cu 매트릭스에 대한 높은 접촉 영역을 생성하기 위해 보완적인 성능과 구조가 구성됩니다. 기계적 합금, 열간 압착 및 열간 등방성 압착 기술은 Cu 매트릭스 자체 윤활 나노복합체를 제조하는 데 사용됩니다. Cu/Ti3의 기계적 특성 및 미세 구조에 대한 MWCNT 및 그래핀의 영향 SiC2 /C 나노복합체를 연구합니다. Cu/Ti3의 파괴 및 강화 메커니즘 SiC2 /C 나노복합체는 Cu/Ti3의 구조와 구성을 기반으로 탐구됩니다. SiC2 /C 계면의 형성과 기능을 가진 나노복합체.
<섹션 데이터-제목="배경">
배경
구리 흑연 복합 재료는 우수한 전기 전도성, 높은 열 전도성, 우수한 내마모성 및 기타 특성을 가지고 있습니다. 그 점에서 구리와 흑연의 장점이 혼합되어 항공 우주, 전자, 자동차 응용 및 기타 분야에서 점점 더 많이 사용되고 있습니다[1, 2]. Ti3 SiC2 열전도율, 높은 전기전도도, 금속과 유사한 가공 용이성, 내산화성, 경량성, 고온저항성 등의 장점을 가지고 있어 다용도에 유용한 소재이다[3, 4]. Ti3 구리 흑연 합금의 자체 윤활 특성 및 전도성에 영향을 미치지 않고 SiC2 구리-흑연 복합 재료의 강도, 경도 및 내마모성을 향상시킬 수 있습니다[5]. Cu/Ti3 SiC2 /C 합성물은 구리-흑연 합성물과 Ti3의 장점을 결합한 새로운 유망한 재료 시스템입니다. SiC2 , 그러나 이러한 재료의 기계적 특성, 내마모성 및 기타 성능 매개변수는 특정 조건에서 불충분한 상태로 남아 있습니다[6].
균일하게 분산된 나노스케일 강화 입자를 금속 매트릭스에 도입하면 기계적 특성, 전기 전도성, 열전도도, 내마모성, 내식성, 고온 및 산화 저항성이 더 우수한 금속 매트릭스 복합 재료가 생성될 수 있습니다[7]. 1차원 다중벽 탄소나노튜브(MWCNT)와 2차원 그래핀은 독특한 구조와 성능으로 인해 복합재 보강에 매력적인 재료이며[8,9,10], 금속 매트릭스 복합 재료를 제조하기 위해 흑연 대신에 사용되고 있습니다[8,9,10]. 11,12,13]. 그럼에도 불구하고 MWCNT 또는 그래핀으로 만든 구리 매트릭스 복합재의 성능은 여전히 불충분합니다. 이러한 재료의 성능을 제한하는 많은 요소가 있습니다:금속 매트릭스의 강화 분산, 금속 매트릭스에 대한 습윤성, 금속 매트릭스 계면.
약한 반 데르 발스 상호작용에 의해 결합된 새로운 이종 구조에 2차원 재료를 통합할 수 있는 가능성은 그래핀을 다른 구조와 결합할 가능성을 조사하는 미래 지향적인 분석[14, 15] 및 이의 실현 가능성에 의해 입증되었습니다. 접근 방식이 입증되었습니다[16]. MWCNT와 그래핀에 의한 시너지 향상에 대한 대부분의 연구는 시너지 강화 메커니즘에 의해 연속적으로 상호 연결된 네트워크가 달성될 수 있는 고분자 매트릭스 복합 재료에 초점을 맞추었습니다[17,18,19]. 그러나 MWCNT와 그래핀에 의한 금속 기지 복합체의 향상에는 여전히 몇 가지 어려움이 있습니다. 3차원 편조 복합 재료의 특성을 달성하기 위해 1차원 MWCNT와 2차원 그래핀을 사용하는 데 어려움이 있으며, 이는 시너지 효과를 내는 협력 및 다중 규모 보강재를 생성할 수 있습니다[20,21,22]. 이 작업에서 Cu/Ti3 SiC2 MWCNT와 그래핀이 모두 포함된 /C 복합재는 기계적 합금화, VHP(진공 열간 압축) 및 HIP(열간 등압 압축) 기술로 제조되었습니다. MWCNT와 그래핀의 표면 개질은 분산을 개선하기 위해 수행되었습니다. 준비된 Cu/Ti3의 미세구조 및 기계적 특성 SiC2 강화효과를 평가하기 위해 /C 복합재료를 측정하였다. 실험 결과에 따르면 Cu/Ti3의 강화 및 파괴 메커니즘 SiC2 /C 합성에 대해 논의합니다.
방법/실험
1차원 탄소나노튜브와 2차원 그래핀의 우수한 특성을 이용하여 상승적으로 강화된 나노구조를 설계하여 Cu/Ti3 제조 SiC2 /C 나노복합체는 다단계의 시너지 강화 과정을 통해 이루어집니다. 기계적 합금, 열간 압착 및 HIP 기술을 사용하여 Cu/Ti3 제작 SiC2 /C 나노복합체는 고온과 고압 모두에서 사용됩니다. MWCNT, 그래핀 나노판(GNP), 전해동 분말 흑연 분말, Ti3의 원료 분말의 특성 SiC2 이 실험에 사용된 분말은 표 1에 나열되어 있습니다. MWCNT와 그래핀의 분산은 초음파 진동의 도움을 받았습니다. Ar-NH3를 사용하여 플라즈마 및 화학 처리 표면 개질을 수행했습니다. 혈장 및 0.02μg/ml 루틴 또는 10μg/ml 갈산 용액[23, 24]. 나노복합체의 구성 설계 세부사항은 표 2에 나열되어 있습니다. 재료는 마노 밀링 볼과 고에너지 볼 밀링에 의해 혼합되었으며, 나노복합체 분말은 분산 매질로 tert 부틸 알코올을 사용하여 10:1 질량비로 처리되었습니다. 혼합된 분말을 경화 공정(진공 열간 프레스:950 °C × 20 MPa × 2 h, 열간 등방 압축:900 °C × 100 MPa × 2 h)에 따라 소결하여 포지티브 Cu-matrix[25] 나노복합체를 얻었다. .나노복합체 재료의 상대 밀도는 아르키메데스 법칙에 기초한 액체 배수로 밀도 측정에 의해 분석되었습니다(표 3). Cu/Ti3의 미세구조 SiC2 /C 나노복합체는 광학현미경(OM, AxioCam MRC5), X선 회절(XRD, X'Pert Pro-MPD) 분석, 에너지 분산 X를 사용한 주사 전자 현미경(15kV에서 SEM, JEOL JSM-7001F)으로 특성화되었습니다. -선 분광계(EDS) 및 투과 전자 현미경(TEM, 200kV에서 FEI Tecnai F20ST). 경도 측정은 Vickers 경도(HV, HXD-1000TM) 시험기를 사용하여 결정하였다. Cu/Ti3의 인장, 압축 및 전단 시험 SiC2 /C 나노복합체는 0.5mm/min의 로딩 속도로 마이크로컴퓨터 제어 전자 만능 시험기(WDW-3100)를 사용하여 수행되었습니다. MWCNT와 GNP가 준비된 Cu 매트릭스 나노복합체의 특성과 미세구조에 미치는 영향을 알아보았습니다.
결과 및 토론
분말 미세구조 및 상 식별
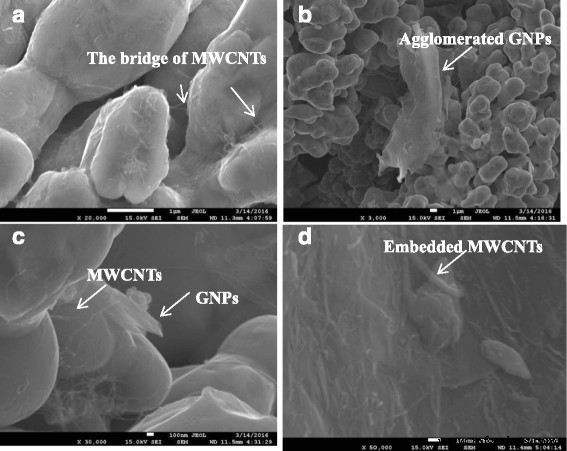
기계적 합금화는 고에너지 볼 밀링을 사용하여 복합 분말을 반복 변형, 냉간 용접 및 파쇄와 같은 일련의 물리적, 화학적 공정을 포함하는 기술입니다. 분말은 마이크론 크기 또는 나노 크기로 분쇄됩니다. 그들은 잘 혼합되어 복합 분말을 생산합니다. 이 밀링은 기계적 합금화에 의해 구리 매트릭스에서 GNP/MWCNT의 균질한 분산을 개선하고 소형 단조에 의해 원하는 계면 결합을 달성하여 결과 재료의 기계적 특성을 개선할 것으로 예상됩니다. Cu, Ti3의 SEM 이미지 SiC2 , C, MWCNT 및 GNP 볼 밀링 후 분말은 그림 1에 나와 있습니다. 큰 입자는 Cu이고 Cu 입자 사이에 균일하게 분산된 작은 입자는 Ti3 SiC2 및 C. 더 높은 배율에서 MWCNT의 가교 상태와 GNP 분말의 매립 상태는 그림 1에서 화살표로 표시된 것처럼 Cu 입자의 주변 표면에 분산되었습니다. 냉간 용접은 구리 매트릭스가 GNP/MWCNT에 잘 결합되도록 합니다. 특정 투명도를 가진 GNP와 구불구불한 선형 MWCNT가 구리 입자 덩어리의 표면이나 내부에 분포했습니다. 그림 1a에서 보는 바와 같이 대부분의 MWCNT는 구리 입자의 표면에 무질서하게 분포되어 있다. MWCNT는 인레이와 화살표로 표시된 것처럼 구리 입자 덩어리 사이에 다리를 형성했습니다. 이는 볼 밀링 공정이 강화 MWCNT와 매트릭스 사이의 계면 결합을 촉진한다는 것을 나타냅니다[26]. 도 1b에 도시된 바와 같이, GNP 덩어리가 구리 매트릭스 표면에 분포하였다. 화살표로 표시된 것처럼 GNP에서 응집이 발생합니다. GNP의 고유한 극도로 큰 비표면적과 반 데르 발스 힘의 존재는 응집에 대한 민감성을 증가시키고 분산 균일성을 감소시키며 계면 결합을 감소시켰다. 그림 1c에서 화살표로 표시된 것처럼 볼 밀링의 기계적 작용, 충돌 및 볼 밀링 중에 복합 분말 입자와 GNP 간의 마찰로 인해 작은 크기의 GNP가 매트릭스에 상감되어 계면 결합 강도가 향상됩니다. 그럼에도 불구하고 GNP에는 많은 주름이 발생하여 GNP와 매트릭스 사이의 유효 접촉 면적이 감소합니다. 그림 1d에서 화살표로 표시된 것처럼 MWCNT가 Cu 매트릭스에 상감되어 Cu 입자 표면에 무질서하게 분포되어 있습니다. 일반적으로 볼 밀링 혼합 공정은 효율적이어서 일부 GNP/MWCNT가 구리 매트릭스 입자에 효과적으로 삽입됩니다. 그럼에도 불구하고 GNP/MWCNT의 응집은 여전히 매우 심각합니다.
<사진>
Cu, Ti3 원료의 SEM 이미지 SiC2 , C, MWCNT 및 볼 밀링 후 그래핀 분말, 낮은 배율(b ) 및 고배율(a , ㄷ , d ). 아 –ㄷ 0.5wt% 그래핀과 0.5wt% MWCNT를 포함하는 나노복합체 d 0.8wt% 그래핀과 0.2wt% MWCNT를 포함하는 나노복합체
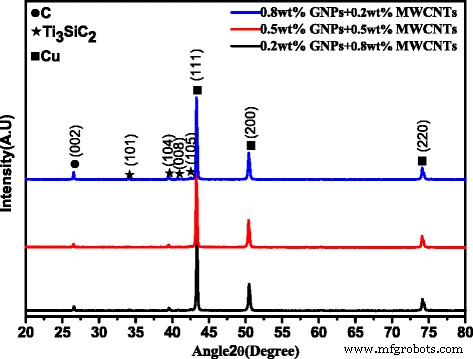
Cu, Ti3를 포함한 원료의 XRD 결과 SiC2 , C, MWCNT 및 볼 밀링 후 GNP는 그림 2에 나와 있습니다. 결과는 원료에서 기계적 합금 공정으로의 새로운 상 식별의 변화를 보여줍니다. Cu, Ti3 SiC2 , 및 흑연이 Fig. 2와 같이 검출되어 기계적 합금화 과정에서 상 식별이 일어나지 않음을 알 수 있다. CuO 또는 Cu2에서는 회절 피크가 관찰되지 않았습니다. O, 구리 분말이 산화되지 않았음을 나타내는 Ti3에 대한 분해 반응이 일어나지 않음 SiC2 , 화학 반응이 일어나지 않았습니다.
<그림>
볼 밀링 후 원료의 XRD 패턴. 0.8wt% 그래핀과 0.2wt% MWCNT가 포함된 나노복합재, 0.5wt% 그래핀과 0.5wt% MWCNT가 포함된 나노복합재, 0.2wt% 그래핀과 0.8wt% MWCNT가 포함된 나노복합재
나노복합체 상 및 미세구조 식별
0.2wt% 그래핀과 0.8wt% MWCNT로 제조된 나노복합재의 조밀도는 0.5wt% 그래핀과 0.5wt% MWCNT로 제조된 나노복합재의 조밀도에 가깝습니다. 그러나 조성이 0.8wt% 그래핀과 0.2wt% MWCNT인 경우 압축률은 96.43%로 감소했습니다. 앞서 언급한 바와 같이 GNPs의 함량이 증가함에 따라 강화상의 덩어리가 증가하는 경향을 나타내어 결정립 미세화 효과를 약화시키고 소결 및 결합, 소결 목의 형성 및 성장, Cu 입자 사이의 갭 폐쇄를 방해한다. . 이러한 방식으로 GNP는 Cu 원자 사이의 확산 및 이동에 영향을 미치고 다공성을 증가시킬 수 있습니다. 따라서 소결된 나노복합체의 조밀성은 GNP가 증가함에 따라 감소하였다. 실험에서 0.2wt% 그래핀과 0.8wt% MWCNT로 제조된 나노복합체의 밀도는 0.5wt% 그래핀과 0.5wt% MWCNT로 제조된 나노복합체보다 작았지만 이 차이는 매우 미미했습니다. 결과적으로 GNP/MWCNT 시너지 향상은 강화 응집을 증가시키고 결정립 미세화 효과를 감소시켜 Cu 입자 소결, 소결 목의 형성 및 성장, 간극 폐쇄 과정을 방해했습니다. 전반적으로, GNP/MWCNT는 계면 결합을 감소시키고 나노복합체 다공성을 증가시키기 위해 매트릭스와 보강재 사이의 Cu 원자의 확산에 영향을 미쳤습니다.
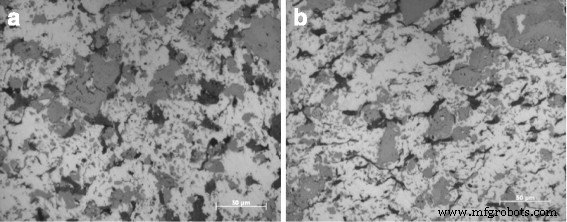
그림 3에 표시된 금속 조직 정보에서 흰색 구조는 Cu 매트릭스, 회색 구조는 Ti3 SiC2 , 그리고 검은 부분은 C 또는 구멍입니다. Cu 상은 기본적으로 Ti3에 분포된 불연속 네트워크와 같은 구조인 매트릭스를 형성하기 위해 연결됩니다. SiC2 또는 TiC. 그러나 흑연은 완전히 고립되어 분포되어 있어 대부분의 흑연이 Cu 기지에 작고, 벌레 같은 형태 또는 불규칙한 덩어리 형태로 균일하게 분포되어 있어 소결된 나노복합체의 마찰 윤활 특성을 향상시킨다. 나노복합체의 소결 동안 Cu 입자는 Ti3와 상호작용하지 않습니다. SiC2 및 흑연 분말. 반용융된 Cu 입자는 소결 넥의 형성 및 성장 및 폐쇄 기공의 형성을 허용하는 결합 표면을 형성하기 위해 서로 접촉한 후 구리 매트릭스로 소결된다. 원래의 기계적 결합은 원자간 야금 결합으로 변환됩니다. 흑연 또는 응집된 GNP 및 MWCNT는 금속 조직학적 미세 구조에서 명백한 흑색 영역을 형성하기 위해 닫힌 기공에 유지됩니다. Ti3 SiC2 분말은 또한 Cu 입자로 소결 공정을 거쳐 회색 Ti3를 형성합니다. SiC2 금속 조직의 미세 구조 영역. 유사한 소결 나노복합체의 XRD 분석에 대한 연구 보고서에 따르면 차이점은 다음과 같습니다. Ti3 SiC2 950°C의 소결 온도에서 Si와 TiC로 분해됩니다[27]. Si 원자와 구리 매트릭스가 반응하여 Cu9 생성 Cu 매트릭스와 Ti3 사이의 계면 결합을 증가시키는 Si SiC2 [27].
<그림>
0.8wt% 그래핀과 0.2wt% MWCNT가 있는 소결 나노복합체의 금속 조직학적 결과(a 압력과 평행하고 b 압력에 수직임)
나노복합체의 야금학적 단계는 열간 압축 방향에 대한 세로 방향 및 가로 방향으로 그림 3에 나와 있습니다. 열간 프레스 방향에 수직이고 평행한 야금상 미세구조에는 상당한 차이가 있습니다. 열간 프레스 방향에 수직인 흑색 영역의 흑연은 응집 형상을 나타내고, 열간 프레스 방향과 평행한 흑색 영역의 흑연은 보다 가느다란 형상을 나타낸다. 이러한 차이의 이유는 다음과 같습니다. 열간 프레스 소결 공정은 단일 동작 프레스입니다. 원통형 흑연 다이의 복합 분말에 수직 압력이 가해집니다. 흑연은 본질적으로 푹신하기 때문에 열간 프레스 방향에 수직인 흑연과 열간 프레스 방향에 평행한 흑연 사이에는 상당한 형태학적 차이가 있습니다. 열간 압축 소결 단계 후 등방 압축 동안 복합 성형체에 가해지는 압력이 모든 방향에서 동일하기 때문에 이러한 차이는 등방 압축 후에도 유지됩니다. 따라서 열간 프레스 소결 중에 형성된 형태적 차이가 남아 있습니다.
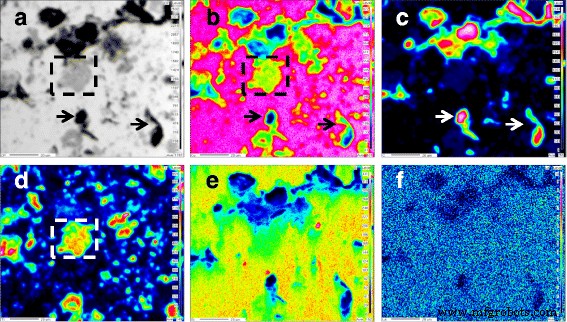
제품을 추가로 식별하기 위해 나노복합체 미세구조를 EPMA로 분석하여 원소 매핑을 수행했습니다. 그림 4a에서 볼 수 있듯이 후방 산란(BS) 이미지는 더 높은 대비에서 Cu 입자를 보여주고 Ti3 SiC2 및 C는 더 어두운 대비를 가진 Cu 입자 사이에 위치했습니다. 도 4b에 도시된 소결된 나노복합체에서 Cu의 분포에 기초하여, 적색 영역은 Cu를 나타내고 재료의 대부분을 차지한다. 그림 4c의 빨간색 밝은 점은 C 요소를 나타냅니다. 나노카본에서 덩어리가 발생함을 유추할 수 있다. 도 4d에서 Ti 분포의 관찰에 기초하여, 전체 매트릭스에 걸쳐 분포된 노란색 불규칙한 밝은 점은 Ti이며, 이는 도 4a의 회색상에 대응한다. 유사하게, 그림 4e의 녹색 밝은 점은 소결된 나노복합체에서 Si의 분포를 나타냅니다. 이 관찰에 따르면 Si는 균일하게 분포되어 있습니다. La는 소결된 나노복합체에도 분산되어 있으며, Fig. 4f의 빨간색 밝은 점은 La를 나타낸다. La는 소결된 나노복합체의 조밀함을 증가시키기 위해 첨가된다. 소결된 나노복합체에서 관찰된 균질한 분산은 준비된 재료의 결과 특성에 매우 중요합니다.
<그림>
0.2wt% 그래핀과 0.8wt% MWCNT가 포함된 소결 나노복합체의 EPMA 분석. 아 BS 이미지, b Cu 지도, c C 지도, d Ti 지도, e Si 지도 및 f 라 맵
Ti3의 밝은 회색 반점 SiC2 관찰되었고 그림 4a의 점선 상자에 표시되었으며 Cu와 Ti는 그림 4b, d의 점선 상자에 존재합니다. 그림 4b의 점선 상자 내에서 매트릭스에서 밝은 점의 중심까지 색상이 밝은 빨간색에서 녹색으로 바뀌며 Cu 농도가 점차 감소하고 있음을 나타냅니다. 그림 4c의 점선 상자 내에서 Ti의 색상은 내부의 주황색에서 외부의 녹색으로 변합니다. Ti3의 농도가 SiC2 점차 감소하고 있습니다. 이 결과는 Cu 상과 Ti3 SiC2 상이 밀접하게 결합되어 있으며 Cu 및 Ti3 SiC2 습윤성이 높다[27].
도 4a-c에서 화살표로 표시된 영역의 관찰 및 비교에 기초하여, 검은 올챙이 유사 물질이 주로 C를 포함함을 유추할 수 있다. 도 4c에 도시된 바와 같이 C의 중심은 밝은 적색이고, C의 농도가 높다는 것을 나타냅니다. 밝은 붉은 반점 주변의 녹색 원은 밝은 반점의 중심에서 외부로 C의 농도가 점차 감소한다는 것을 나타냅니다. 도 4b에서 화살표로 나타낸 바와 같이, 색상은 밝은 적색에서 녹색으로 변하고 최종 색상은 짙은 청색으로 매트릭스에서 밝은 점의 중심으로 이동한다. 색상의 변화는 Cu의 농도가 점차 감소하고 있음을 나타냅니다. 이러한 두 요소의 점진적인 변화 과정은 C와 Cu의 상호 확산을 확인하여 C 강화 단계와 Cu 매트릭스 사이의 긴밀한 결합을 시사합니다. 빨간색 점선 상자 안의 Cu 함량은 높고 안정적이며, 해당 C 함량은 낮지만 안정적이어서 Cu에 소량의 C 확산이 있음을 나타냅니다. Cu와 C는 실험 조건에서 새로운 물질을 생성하기 위해 반응하지 않을 것입니다. 이러한 결과는 C가 부분적으로 Cu로 확산되고 Cu와 C 형태가 잘 결합되어 있음을 시사합니다.
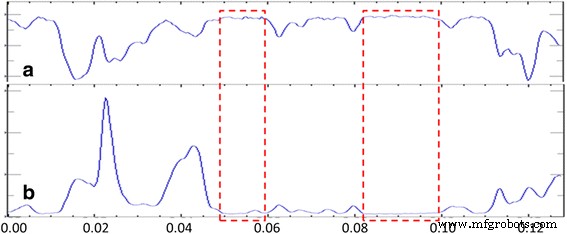
그림 5는 0.2wt% 그래핀과 0.8wt% MWCNT로 준비된 나노복합체의 무작위 위치에서 선형 스캔 결과를 보여줍니다. 그림 5a는 Cu 원소의 선분포를 나타내고, 그림 5b는 C 원소의 선분포를 나타낸다. Cu 원소 함량은 빨간색 점선 상자에서 높고 안정적으로 유지됩니다. 해당하는 C 원소 함량은 낮고 안정적입니다. 이것은 이 실험 조건에서 Cu와 C가 새로운 상을 생성하기 위해 반응하지 않을 것이기 때문에 소량의 C가 Cu로 확산되는 것을 적어도 부분적으로 설명하는 역할을 할 수 있습니다. 따라서 탄소 원자가 구리 원자에서 확산될 수 있으므로 Cu와 C 영역은 좋은 조합입니다.
<그림>
0.2wt% 그래핀과 0.8wt% MWCNT를 사용한 소결 나노복합체의 원소 분포 라인 스캐닝. 아 Cu 및 b ㄷ
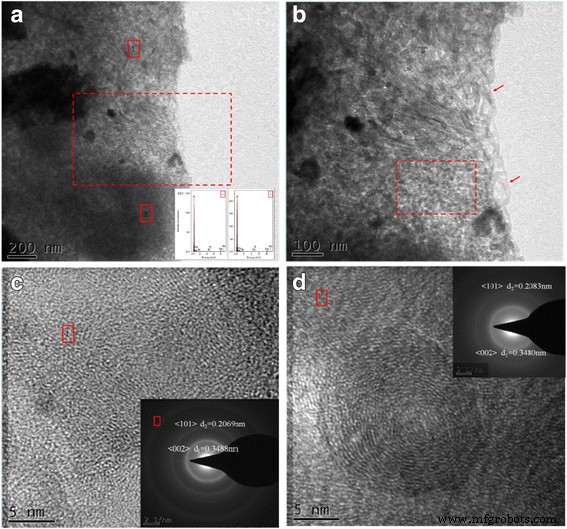
0.5wt% 그래핀과 0.5wt% MWCNT로 제조된 나노복합체의 TEM 이미지를 Fig. 그림 6a에 삽입된 그 그림에서 찾을 수 있는 나노카본의 미세 구조는 표시된 십자 기호 스폿 1과 2에서 가져온 EDS 스펙트럼입니다. 그림 6c, d는 다음에서 가져온 고해상도 TEM 이미지 분석입니다. 그림 6a에서 표시된 십자 기호 스폿 1과 2. 형태 및 EDS의 결과와 결합하면 nano-Carbon이 단단한 막대 모양이고 원자 배열 배열이 구리 원자와 크게 다르고 잘 결합되는 반면 그림 6c, d의 회절 고리는 GNP 및 MWCNT를 나타냅니다. ' 덩어리가 심각하다[28].
<그림>
아 –d 0.5wt% 그래핀과 0.5wt% MWCNT를 사용한 소결 나노복합체의 TEM 이미지. 아 Cu의 나노 탄소 미세 구조를 보여주는 TEM 이미지; ㄴ 도 6a의 확대된 TEM 이미지; ㄷ 그림 6a의 표시된 십자 기호 점 1에서 얻은 고해상도 TEM 이미지 분석; d 그림 6a의 표시된 십자 기호 지점 2에서 얻은 고해상도 TEM 이미지 분석. a에 삽입됨 표시된 십자 기호 지점 1 및 2에서 가져온 EDS 스펙트럼입니다.
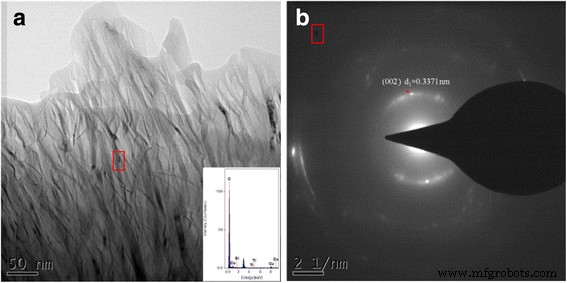
그림 7a는 0.5wt% 그래핀과 0.5wt% MWCNT로 제조된 소결 나노복합체에서 그래핀의 TEM 이미지입니다. 도 7a에서 Cu 매트릭스에 그래핀이 존재함을 알 수 있다. 그림 7a에 삽입된 결과는 그림 7a에서 가져온 EDS 스펙트럼입니다. 그래핀은 반투명하게 보이고 가장자리는 말려 있으며 그래핀은 여전히 대부분의 복합 재료에서 단층으로 분포되어 있습니다.
<그림>
아 0.5wt% 그래핀과 0.5wt% MWCNT가 포함된 소결 나노복합체에서 그래핀의 TEM 이미지. ㄴ 그림 7a의 회절 패턴. 그림 7a에 삽입된 것은 그림 7a에서 가져온 EDS 스펙트럼입니다.
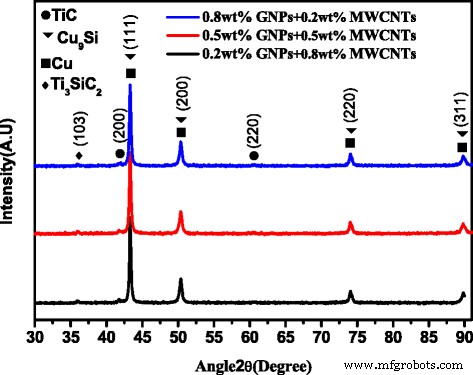
그림 8은 TiC와 Cu9가 결합된 나노복합체의 XRD 패턴을 보여줍니다. Si가 검출되었습니다. 이러한 결과는 Fig. 2의 나노복합체 분말과 세 가지 유형의 Cu/Ti3의 결과와 유사하다. SiC2 /C/그래핀 합성물. Ti3 SiC2 고온에서 분해되고 분해 생성물과 Cu 매트릭스가 반응하여 Cu9를 생성합니다. 시. 고온에서 Ti3의 특수 층간 약결합 구조 SiC2 Si 원자가 구속 결합을 끊고 자유 Si를 형성하는 것을 쉽게 만들 수 있습니다. 분해된 Si는 Cu 매트릭스로 들어가 Cu-Si 고용체를 형성한다[27]. TiC는 Ti3의 분해 생성물입니다. SiC2 Ti3에서 분리된 Si 원자로 소결 중 SiC2 [27]. TiC는 융점이 높은 단단한 취성상으로 높은 경도 특성을 갖는다. Cu9 Si는 또한 단단한 취성 상입니다. TiC 및 Cu9 모두 Si는 응력 집중을 일으켜 나노복합체의 성능을 저하시킬 수 있습니다.
<그림>
소결된 나노복합체의 XRD 패턴:0.8wt% 그래핀 및 0.2wt% MWCNT를 포함하는 나노복합체, 0.5wt% 그래핀 및 0.5wt% MWCNT를 포함하는 나노복합재, 0.2wt% 그래핀 및 0.8wt% MWCNT를 포함하는 나노복합재
가능한 반응의 열역학적 해석은 복합재의 소결 과정에서 다음 반응을 통해 분석할 수 있습니다[11].
Ti3인 반응의 깁스 자유 에너지(1) SiC2 Δr과 같이 분해됩니다. 지m =∑ ν나 Δf지m =‐ 106.52kJ/mol <0은 반응이 일어날 수 있음을 나타냅니다[11]. 반응 (2)의 경우, 반응의 깁스 자유 에너지는 (4) − (3) =(2) 및 Δr로 계산할 수 있습니다. 반응(2)의 Gm은 - 66.99kJ/mol입니다. 따라서 반응 (4)는 반응 (3)보다 더 자주 발생하는 경향이 있으며, 이는 XRD 상 분석에서 SiC 화합물의 부재와 일치합니다.
나노복합 재료의 기계적 특성 및 인장 파괴 분석
복합 경도가 다음과 같이 주어지는 Micro Vickers Hardness Tester를 사용하여 샘플을 테스트했습니다.
여기서 HV는 마이크로 비커스 경도, F 로딩(gf), A 는 압입 구덩이의 표면적입니다(mm
2
) 및 d 두 대각선 길이의 나머지 들여쓰기, d =(d1 + d2)/2.
나노복합체에 대한 마이크로 비커스 경도 시험의 결과가 결정되었고 표 4에 나열되어 있다. 소결된 나노복합체의 미세경도는 조성이 0.5 중량% 그래핀 및 0.5 중량%에서 97.787에서 96.859로 감소하면서 약간 감소하는 경향을 나타냈다. MWCNT에서 0.2wt% 그래핀 및 0.8wt% MWCNT로 그러나 소결된 나노복합체의 미세경도는 GNP의 함량이 0.8wt%로 증가했을 때 97.787에서 88.626으로 9.4% 크게 감소했습니다. 전반적으로 GNPs의 함량이 증가함에 따라 소결된 나노복합체의 경도는 감소하는 경향을 보였다. 이러한 경향의 근본적인 원인은 다음과 같다. (1) GNPs의 함량이 증가함에 따라 GNPs의 직경이 더 크기 때문에 MWCNTs보다 GNPs에서 응집이 더 많이 발생한다. 마지막으로 GNP와 MWCNT가 증가함에 따라 강화 단계에서 응집이 발생했습니다. 따라서 응집은 하중을 전달하는 강화상의 수를 감소시키고 소결된 나노복합체의 경도를 감소시킵니다[11, 13, 22]. 소결은 매트릭스 간의 결합을 감소시키고, 공극률을 증가시키며, 소결된 나노복합체의 조밀성과 경도를 감소시킨다[11, 13, 22]. (2) GNP의 함량이 증가함에 따라 해당 MWCNT의 함량이 감소합니다.
측정된 나노복합체의 기계적 물성은 Table 4와 같다. 일축압축시험의 연성응력계수(α)가 2일 때 인장응력상태보다 부드럽고 취성재료의 기계적 거동을 나타낼 수 있다. 플라스틱 상태. Table 4로부터 나노복합체의 압축강도는 GNPs 함량이 증가함에 따라 감소하였다. 나노복합체의 압축강도 차이는 0.2wt% 및 0.5wt%의 GNP로 제조된 나노복합체의 경우 2% 이내였습니다. 0.8wt% GNP로 제조된 재료는 압축 강도가 12% 감소했습니다. 유사하게, 나노복합체의 인장 강도는 12% 감소했습니다. GNP와 MWCNT에 의해 상승적으로 강화된 나노복합체의 경우, GNP의 양이 증가함에 따라 GNP와 MWCNT의 응집이 증가하여 나노복합체에서 GNP와 MWCNT의 고르지 않은 분포를 초래할 수 있습니다. 압축 소결 과정에서 불규칙한 미세 균열의 형성도 증가하고 덩어리로 인해 구리 매트릭스와의 계면 결합이 불량하여 결국 나노 복합 재료의 압축 강도 및 인장 강도 감소로 이어졌습니다[22].
표 4는 또한 나노복합체의 전단강도 데이터를 보여준다. 위와 같이 한나라당의 함량이 증가할수록 전단강도가 감소하는 경향을 보인다. 나노복합체의 전단강도 차이는 GNP가 0.2wt% 및 0.5wt%인 나노복합체의 경우 작습니다(3.6%까지만). 그러나 0.8wt% GNP 재료의 경우 나노복합체의 전단 강도가 20.6% 감소했습니다. 관찰된 나노복합체의 전단강도 변화 경향은 나노복합체의 인장 및 압축강도와 일치합니다. 이는 전단강도는 원자 또는 분자간 상호연결력을 포함한 재료의 응집력을 반영하기 때문에 전단강도는 구리 기지와 강화상의 계면결합강도의 지표로 사용될 수 있기 때문이다. GNP 및 MWCNT 응집은 GNP 함량이 증가함에 따라 증가하여 나노복합체에서 GNP 및 MWCNT의 고르지 않은 분포로 이어질 수 있습니다. 동시에 그래핀과 구리 매트릭스 사이의 큰 비표면적과 작은 두께는 계면 결합 및 전단 강도 전달을 가능하게 한다[29]. Thereby, a decline in the shear-lagging enhancement phase could result in a decrease of the shear strength of the nanocomposite material.
Tensile deformation curves of nanocomposites were determined and are shown in Fig. 9. The tensile strength of the sintered nanocomposites primarily depends on the compactness of sintered nanocomposites, homogeneous dispersion of the reinforcement phase, and interface bonding between the reinforcement phase and the matrix (or wettability). With increased content of GNPs, the tensile strength of the sintered nanocomposites exhibited a decreasing trend. There were minor differences in tensile strength between the sintered nanocomposites prepared with 0.2 wt% GNPs or 0.5 wt% GNPs. However, the tensile strength of the sintered nanocomposites decreased by 12% when the content of GNPs increased to 0.8 wt%. This is consistent with the variation trend of the compactness of the sintered nanocomposites. With the increase of the content of GNPs, the agglomeration of the reinforcement phase increases and the extent of heterogeneous distribution in the sintered nanocomposites increases, thus loosening the organization of the sintered nanocomposites [30]. Agglomeration of GNPs and MWCNTs prevents the effects of improved strength and reinforcement, thus decreasing the tensile strength of the sintered nanocomposites. If the extent of agglomeration of the reinforcement phase increases, the extent of irregular microcracks would also increase during the pressing-sintering process. This results in increased stress concentration and decreased effective bearing area of the stress. Finally, the tensile strength of the sintered nanocomposites decreases. Due to the non-wetting between the Cu matrix and GNPs and MWCNTs, the interface bonding is dominated by physical and mechanical bonding. The dispersion is much better and certain interface bonding occurs for low GNPs and MWCNTs. In this study of GNP/MWCNT synergistic action, with an increase of GNPs, the agglomeration extent of the reinforcement phase increased and the interface bonding was weak, thus decreasing the capacity of the reinforcement phase to transmit the load and finally decreasing the tensile strength of the sintered nanocomposites [22].
Tensile deformation curves of sintered nanocomposites:Nanocomposites with 0.8 wt% graphenes and 0.2 wt% MWCNTs, nanocomposites with 0.5 wt% graphenes and 0.5 wt% MWCNTs, and nanocomposites with 0.2 wt% graphenes and 0.8 wt% MWCNTs
In summary, co-operative enhancement effects of multi-phase reinforcements were significantly higher than single MWCNT enhancement effects or without GNP/MWCNT synergistic action for the mechanical properties of Cu/Ti3 SiC2 /C, Cu/Ti3 SiC2 /C/MWCNTs, and Cu/Ti3 SiC2 /C nanocomposites reinforced by MWCNTs and graphene. These enhancing effects include grain refinement strengthening, load transfer strengthening, Orowan mechanism strengthening, and large interface strengthening of GNPs.
Figure 10 presents SEM analyses of tensile fracture microscopic process of the nanocomposites. As shown in Figs. 10a, b, the fracture surface of the nanocomposites exhibits a typical dimple and cleavage fracture pattern. Simultaneously, due to non-wetting phenomenon between GNPs, MWCNTs, and the Cu matrix, or due to defects in the sintering process, cracks or holes were evident, as indicated by arrows 2 and 3. This is consistent with the absence of GNPs, MWCNTs, and Cu matrix in the TEM analysis. Stress concentration occurs at cracks or holes of nanocomposites, and microcracks can initiate in these regions to form cracks or holes that can propagate and lead to fracture. Graphene itself has a large specific surface area that increases the contact area with the Cu matrix to promote interface bonding, but also makes it more prone to agglomeration [13]. In Fig. 10c, graphene sheets are pulled out during the tensile test as indicated by arrows 2 and 3. The two arrows show interface bonding between graphene and the Cu matrix. The agglomerated graphene atoms are pulled out from the adjacent micro-cracks at arrow 2, because the agglomeration of graphene leads to the formation of cracks. The graphene is embedded in the Cu matrix because the interface bonding is good between the graphene and the Cu matrix. However, agglomerated graphene sheets can be seen in Fig. 10d and are not effectively transferred during loading in the matrix. Under tensile stress, agglomerations can form micro-cracks and extend sequentially into a crack or form a secondary crack [13, 22, 30]. Additionally, the unique fold structure of graphene can be seen as indicated by the arrow in Fig. 10d. The graphene atoms are first flattened and then rupture when subjected to stress, leading to a certain strengthening-toughening effect. As shown in Fig. 10e, MWCNTs have been embedded in the Cu matrix, explaining MWCNTs good loading transfer ability and the improved tensile strength of the nanocomposites [11]. Nevertheless, as shown in Fig. 10e, f, the disordered aggregation of MWCNTs is observed, and micropores or microcracks are formed in the agglomeration region, which decrease the strength of the nanocomposites.
아 −f SEM images of fractures of the sintered nanocomposites with 0.5 wt% graphenes and 0.5 wt% MWCNTs
결론
The following conclusions can be drawn based on microstructural and mechanical evaluation of Cu/Ti3 SiC2 /C nanocomposites reinforced with MWCNTs and graphene.
<리> 1.
Powder metallurgy techniques (vacuum hot-pressing and hot isostatic pressing) can successfully be applied to synthesize Cu/Ti3 SiC2 /C nanocomposites reinforced with MWCNTs and graphene.
<리> 2.
The synergetic effect of sintered nanocomposites primarily depends on the compactness of the sintered nanocomposites, the homogeneous dispersion of the reinforcement phase, and interface bonding between the reinforcement phase and the matrix.
<리> 3.
The optimum value of Cu/Ti3 SiC2 /C nanocomposites was reinforced with 0.8 wt% MWCNTs and 0.2wt% graphene. When GNPs and CNTs are used as the synergistically reinforced matrix, with the increase of GNPs content, reinforcement agglomeration increasingly affects the strengthening and fracture mechanism of the resulting materials.
<리> 4.
Enhanced properties of Cu/Ti3 SiC2 /C nanocomposites reinforced with MWCNTs and graphene include grain refinement strengthening, load transfer strengthening, Orowan mechanism strengthening, and large interface strengthening of GNPs.