열 DC 플라즈마 공정으로 제조된 Si-SiC 복합 나노입자를 사용한 스파크 플라즈마 소결 SiC의 소결 거동
초록
Si-코팅된 SiC(Si-SiC) 복합 나노 입자는 고체 상태로 합성된 SiC 분말의 비전이된 아크 열 플라즈마 처리에 의해 제조되었으며 SiC 세라믹 형성을 위한 소결 첨가제로 사용되었습니다. SPS(spark plasma sintering) 공정을 통해 소결된 SiC 펠릿을 제조하고, 나노크기의 Si-SiC 복합 입자가 마이크론 크기의 SiC 분말의 소결 거동에 미치는 영향을 조사하였다. 마이크론 크기의 SiC에 대한 Si-SiC 복합 나노입자의 혼합 비율은 10wt%로 최적화되었습니다. Vicker의 경도와 상대 밀도는 소결 온도와 유지 시간이 증가함에 따라 증가했습니다. 마이크론 크기의 SiC와 나노 크기의 Si-SiC의 혼합물에 활성탄을 추가로 반응 결합하여 상대 밀도와 Vicker 경도를 더욱 높였습니다. 최대 상대 밀도(97.1%) 및 Vicker 경도(31.4GPa)는 0.2wt% 추가 활성탄을 SiC/Si-SiC의 혼합물에 첨가했을 때 1분 유지 시간 동안 1800°C 소결 온도에서 기록되었습니다. <섹션 데이터-제목="배경">
배경
탄화규소(SiC) 세라믹은 고온경도, 내마모성, 낮은 열팽창계수, 높은 열전도율, 강한 내식성, 가혹한 환경에서의 높은 안정성 등의 경이적인 특성으로 주목받고 있으며, 터빈 블레이드, 디젤 엔진 부품, 항공 우주 및 원자로 재료 등 다양한 분야에 적용된다[1,2,3,4,5,6]. 그러나 Si-C 결합의 공유 특성과 낮은 자체 확산 계수로 인해 첨가제 없이 SiC를 조밀화하는 것은 어렵습니다[7, 8]. 벌크 SiC 재료는 일반적으로 시작 SiC 결정성 분말에서 고체 상태 소결 탄화규소(SSS-SiC) 또는 액상 소결 탄화규소(LPS-SiC)에 의해 준비됩니다[7, 8]. SSS-SiC의 경우, 붕소, 알루미늄, 탄소 또는 그 화합물과 같은 액체 형성 첨가제는 입자의 표면 에너지 감소와 표면에 존재하는 실리카와 탄소. 그러나 이 공정은 소결을 위해 2000°C 이상의 온도가 필요합니다[7, 9, 10]. LPS-SiC는 소결 온도에서 금속 산화물 첨가제의 액상 형성에 의해 좌우되며 이 액상은 SiC 소결 동안 물질 수송 매체로 작용한다[8, 11, 12]. 마그네시아와 알루미나를 제외하고 이트리아와 기타 희토류 산화물이 주로 소결 첨가제로 사용되며, 소결 온도는 사용되는 소결 첨가제의 조합에 따라 1850 °C까지 낮출 수 있습니다[11, 12]. 그러나 결정립계 및 삼중점에 비정질 실리케이트 화합물이 존재하면 SSS-SiC에 비해 경도가 감소하고 고온 내크리프성이 저하된다[12]. 그러나 가공을 향상시키기 위해 사용되는 첨가제는 항상 최종 세라믹에서 "약한" 2차 상이 되며, 이는 일반적으로 고온에서 기계적 특성을 저하시킵니다[13]. 이 해로운 효과는 첨가제의 가장 작은 부분이 바람직하다고 추론합니다. 또한 첨가제의 효과는 분포의 균질성에 크게 좌우됩니다[13]. 벌크 SiC 제조를 위한 또 다른 접근 방식이 있는데, 이를 반응 결합 탄화규소(RB-SiC)라고 합니다. RB-SiC에서 용융 실리콘과 탄소 분말의 반응으로 SiC가 형성됩니다[13,14,15,16]. 이 방법은 낮은 소결온도를 요구하고 제품의 형태와 크기에 제한이 없으나 몸체의 밀도가 낮다는 단점이 있다[17, 18]. 그러나 소성 온도를 낮추는 것은 에너지를 절약하는 데 필수적입니다. 최근에는 에너지 절약이 저온에서 벌크 SiC 세라믹을 준비하는 데 적합한 다른 방법을 찾는 원동력이 되고 있습니다.
최근에는 나노 크기의 SiC가 벌크 형태와 다른 기계적, 물리적, 화학적 특성을 조사하기 위해 널리 연구되고 있으며 유용한 경우가 많다[19,20,21]. 예를 들어, 주로 더 높은 비표면적과 표면 활성으로 인한 나노 분말은 고밀화 공정에서 나노 크기의 SiC의 저온 소결성을 제공하고 고밀도에 도달하는 것을 가능하게 하여 기계적 특성을 개선할 수 있습니다[22]. 따라서, 현재 우리는 고체 상태로 합성된 SiC 분말의 non-transferred Thermal DC plasma 처리를 이용하여 소결 첨가제로 적용할 Si-코팅된 SiC(Si-SiC) 나노입자를 제조하는 새로운 방법을 개발했습니다[23].
본 연구에서는 SPS(Spark Plasma Sintering) 공정에 의한 벌크 SiC 세라믹 제조를 위해 소결 첨가제로 나노 크기의 Si-SiC 복합 입자를 적용하고, 나노 크기의 Si-SiC 복합 입자의 첨가가 소결에 미치는 영향 소결된 SiC 세라믹의 온도, 상대밀도 및 Vicker 경도를 조사하였다. 또한 소결된 SiC의 상대밀도와 경도를 더욱 높이기 위해 나노크기의 Si-SiC 입자의 자유규소와 추가로 첨가된 활성탄의 반응결합을 SiC 소결공정에 새롭게 도입하였다. SPS 공정을 통해 나노 크기의 Si-SiC 복합 첨가제로 제조된 SiC 세라믹의 소결 메커니즘도 나노 크기 효과와 반응 결합 효과를 기반으로 논의되었다. 이 연구는 상대적으로 낮은 소결 온도에서 고밀도 및 경도를 갖는 SiC 세라믹을 제조할 수 있는 새로운 유망한 전략을 제공합니다.
실험
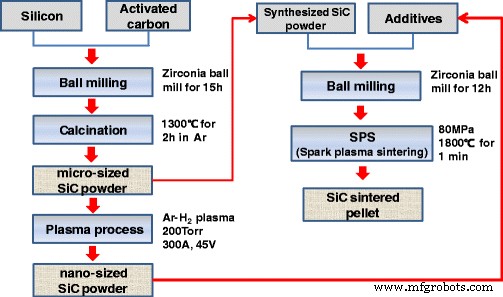
그림 1은 고체-고체 반응(소성)에 의한 마이크론 크기의 SiC 분말, 비전이된 아크 열 플라즈마 공정에 의한 나노 크기의 SiC 분말, SPS 공정에 의한 소결된 SiC 펠릿의 제조 절차를 보여줍니다. 이 연구에서 두 가지 다른 크기의 SiC 분말, 즉 마이크론 크기의 SiC 분말(주소결 재료로 사용)과 나노 크기의 Si-SiC 복합 나노 분말(소결 첨가제로 사용)은 각각 하소 및 플라즈마 공정에 의해 준비되었습니다. <그림>
소성에 의한 마이크론 크기의 SiC 분말 및 플라즈마에 의한 나노 크기의 Si-SiC 복합 분말 제조 및 SPS에 의한 SiC 세라믹 소결 실험 절차
마이크론 크기의 SiC 분말 준비
평균 입자 크기가 25μm(99.9%; Neoplant Co. LTD.)인 Si 분말과 평균 입자 크기가 32μm인 활성탄(Sigma-Aldrich)을 사용하여 마이크론 크기의 SiC를 합성했습니다. 일반적인 절차에서는 볼 밀을 사용하여 1:1.5 mol 비율의 Si와 탄소를 15시간 동안 혼합했습니다. 혼합 분말을 수직 관로에 넣고 아르곤 가스(1L/분)의 존재하에서 10°C/분의 가열 속도로 1300°C에서 2시간 동안 가열했습니다. 반응이 완료된 후 얻은 분말을 추가 특성화를 위해 마노 모르타르에서 분쇄했습니다.
합성된 SiC 분말의 플라즈마 처리
플라즈마 처리는 우리의 이전 연구[21, 23]에서 보고된 바와 같이 전이되지 않은 아크 열 플라즈마 반응기에 의해 수행되었습니다. 밀링된 SiC 분말은 특별히 설계된 분말 공급기를 사용하여 플라즈마 토치에서 내경 2mm의 내부 공급 파이프라인을 통해 플라즈마 아크로 공급되었습니다. 분말 공급 시스템은 샘플 용기, 진동기 및 운반 가스 라인으로 구성되었습니다. 70V에서 1g/min 공급 속도로 피더를 진동시켜 분말을 공급했습니다. 일반적인 합성 실험은 시스템 압력 200Torr, Ar 플라즈마 가스 유량 30L/min, H2에서 수행되었습니다. 가스 유량은 약 3L/min, DC 전류는 300A(45V에서)입니다. 플라즈마 점화 후, 미크론 크기의 SiC 분말을 피더로 공급하였다. 합성된 나노 분말은 플라즈마 반응기 시스템의 반응기 벽과 바닥에서 수집되었습니다. 수율은 약 80~85%였습니다.
소결 SiC 펠렛의 준비
소결된 SiC 펠릿은 SPS 공정으로 제조되었습니다(그림 1 참조). 소성 공정으로 합성한 마이크론 크기의 SiC 분말과 플라즈마 공정을 통해 얻은 나노 크기의 Si-SiC 분말인 SiC 재료는 모두 별도의 첨가제 없이 사용하였다. 마이크론 크기의 SiC 분말에서 Si-SiC 나노입자의 혼합 함량은 5wt%에서 15wt%로 변경되었습니다.
혼합된 분말을 흑연 다이(직경 20mm)에 넣고 진공 분위기(10
−2
토르). 가열 속도는 600°C/min으로 고정하고 가해진 압력은 80 MPa로 하였다. 소결 온도는 1600에서 1800°C로 변경되었습니다. 목표 온도에서 유지 시간은 1800°C에서 0분에서 1분까지 다양했습니다. 소결 후 샘플 표면을 연마하여 흑연 층을 제거한 다음 다이아몬드 페이스트로 연마했습니다. 소결된 시편의 밀도는 침지 매질인 탈이온수에서 아르키메데스 방법으로 측정되었습니다.
샘플 특성화
고체 샘플의 결정학적 구조는 흑연 단색화 고강도 Cu-Kα1 방사선(λ =1.5405 Å). XRD 패턴은 20°에서 80°(2θ ) 0.04°/s의 스캔 속도로. 주사전자현미경(SEM; JSM-5900, JEOL)과 투과전자현미경(TEM; JEM-2010, JEOL)으로 입자크기와 형태를 조사하였다.
결과 및 토론
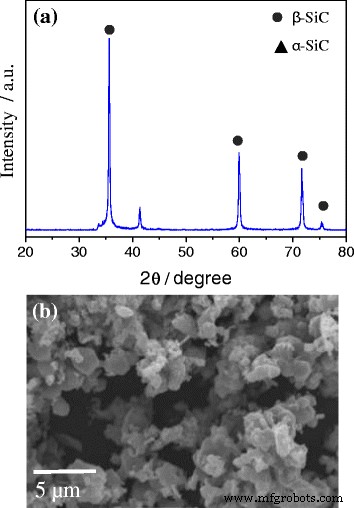
그림 2는 Si와 C를 1:1.5 mol 비율로 혼합하여 고체 상태로 합성한 SiC의 XRD 패턴과 FESEM 이미지를 보여줍니다. XRD 패턴은 그림 2a와 같이 소량의 α-SiC로 β-SiC의 형성을 확인합니다. 유리 실리콘 및 SiO2와 같은 다른 불순물 상이 없었습니다. . FESEM 이미지는 마이크론 크기의 SiC 입자의 형성을 보여주었으며 입자 크기는 그림 2b와 같이 2~5μm로 다양했습니다.
<그림>
XRD 프로필(a ) 및 FESEM 이미지(b ) 고체법으로 합성한 마이크론 크기의 SiC
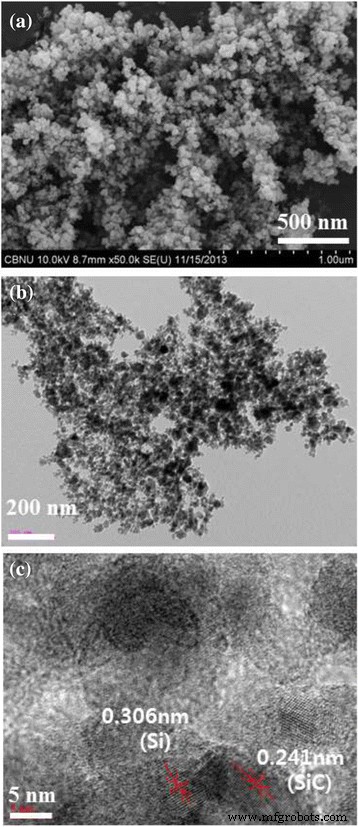
나노 크기의 SiC 분말은 그림 3과 같이 열 플라즈마 처리를 사용하여 이 마이크론 크기의 SiC 분말에서 제조되었습니다. 그림 3a, b는 각각 FESEM 이미지와 TEM 이미지입니다. 이 사진은 나노 크기의 Si-SiC 입자의 형성을 확인하고 입자 크기는 20nm에서 70nm까지 다양합니다. 그림 3c는 Si 나노 크기의 SiC 입자의 HRTEM 이미지로, 두 재료(Si 및 SiC)의 투명한 격자 무늬가 제시됨에 따라 나노 크기의 Si-SiC 복합 입자의 형성을 확인합니다. 나노 크기의 SiC 분말의 표면적은 69m
2
였습니다. /g.
<사진>
비-전사 아크 열 플라즈마 공정으로 제조된 Si-SiC 복합 입자의 EM 이미지:a 페셈, b TEM 및 c HR-TEM
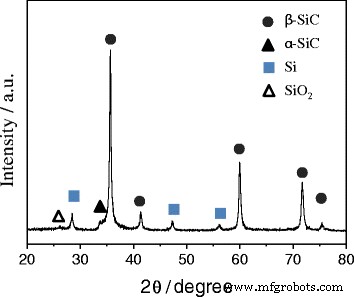
나노 크기의 SiC 입자의 상과 구조를 XRD로 분석하여 그림 4에 나타내었다. 마이크론 크기의 SiC와 유사하게 소량의 α-SiC로 β-SiC가 형성되는 것을 보여준다. 그러나 나노 크기의 SiC는 유리 Si와 SiO2를 나타냈다. 봉우리. 실리콘 피크의 출현은 열 플라즈마 처리 중 SiC의 부분 분해와 관련이 있습니다. SiO2의 기원 피크는 플라즈마 처리 후 공기에 노출되는 동안 SiC 표면의 부분 산화와 관련이 있을 수 있습니다. 소결된 SiC 세라믹 펠릿은 이 두 종류의 SiC, 즉 마이크론 크기의 SiC와 나노 크기의 Si-SiC 복합재로 준비되었습니다. micron-size SiC와 nano-size Si-SiC의 다양한 조성을 사용하여 SPS법으로 혼합물을 소결하였으며, 표 1과 같이 소결온도, 소결온도에서의 유지시간, 압축압력을 변화시켰다.
<그림>
비전이된 아크 열플라즈마 공정으로 제조된 Si-SiC 복합 나노입자의 XRD 프로파일
소결온도 및 목표 소결온도에서의 유지시간에 따른 SiC 소결체의 상대밀도 및 비커경도 변화도 Table 1과 같다. 상대밀도와 경도는 소결온도가 증가할수록 증가하며, 가장 높은 상대밀도(87.4%) 및 경도 (18.6GPa)는 1800°C에서 기록되었습니다. 상대 밀도와 경도는 각각 88.2% 및 21.2GPa로 추가 증가했으며, 1800°C 소결 온도에서 유지 시간이 0분에서 1분으로 증가했습니다. 이는 유지 시간이 증가함에 따라 상대 밀도와 경도가 증가함을 시사합니다. 안타깝게도 SPS 시스템의 한계로 인해 1800°C에서 유지 시간을 더 이상 늘릴 수 없었습니다.
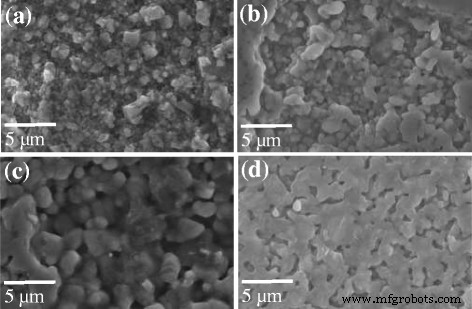
그림 5는 다양한 소결 온도와 유지 시간에 따른 소결된 SiC 표면의 FESEM 이미지를 보여줍니다. SiC의 입자 크기는 그림 5a-c와 같이 소결 온도가 증가함에 따라 증가했습니다. 마이크론 크기의 SiC 입자의 모양과 크기는 1600°C까지 거의 유지되었으며(그림 5a), SiC의 입자 성장은 1700°C부터 시작되어 상대 밀도와 경도가 최대 86.1 증가했습니다. 각각 % 및 14.8GPa(그림 5b). 1800°C의 소결 온도에서 SiC의 입자 크기는 2-4μm이고 결정 조직이 더 조밀화되었습니다(그림 4c). 1800°C에서 상대 밀도와 경도는 각각 87.4%와 18.6GPa였습니다. 시료가 1800°C 소결 온도에서 1분 동안 유지되었을 때 입자 성장이 추가로 기록되었으며, 이는 상대 밀도와 경도가 각각 88.2% 및 21.2GPa로 증가한 것으로부터 분명합니다(그림 5d).
<사진>
a에서 SPS 공정에 의한 나노 크기의 Si-SiC 복합 입자로 소결된 SiC의 FESEM 이미지 1600°C, b 1700°C, c 유지 시간이 0분인 1800°C 소결 온도 및 d 목표 온도에서 1분 유지 시간에서 1800°C 소결 온도
상대 밀도를 높이기 위해 마이크론 크기의 SiC 분말에 나노 크기의 Si-SiC의 첨가량을 5wt%에서 15wt%로 변경했습니다. 또한, 이 혼합물에 여분의 활성탄을 첨가하여 나노 크기의 Si-SiC의 유리 실리콘과 반응 결합(RB)을 통해 상대 밀도를 증가시켰다. 미크론 사이즈의 SiC, 나노 사이즈의 Si-SiC, 활성탄의 조성에 따른 소결 SiC의 상대 밀도와 비커 경도는 Table 2에 정리되어 있다.
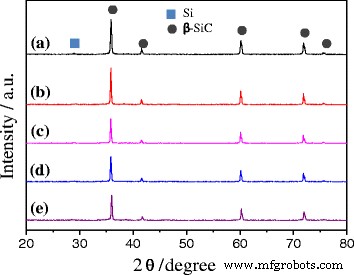
소결 온도(1800°C), 유지 시간(1분), 압력(80MPa)은 실험 내내 일정하게 유지되었습니다. 탄소가 첨가되지 않은 상태에서 상대 밀도와 경도는 나노 크기의 SiC 함량이 10wt%까지 증가함에 따라 증가하다가 감소합니다. 예를 들어, 나노크기의 Si-SiC의 함량이 5wt%일 때 상대밀도와 경도는 85.9%, 21.1GPa였다. 상대 밀도와 경도는 나노 크기의 Si-SiC의 10wt%에서 각각 88.2% 및 21.2GPa로 증가했습니다. 반면, 함량이 15wt%일 경우 상대밀도는 여전히 85.6%를 보였지만 경도는 16.6GPa로 현저히 감소하였다. 이는 주로 나노 크기의 Si-SiC 입자가 과도하게 첨가되면 소결된 SiC에 다량의 기공을 제공할 수 있기 때문이다. 상대 밀도와 경도를 더욱 높이기 위해 활성탄을 추가로 첨가했습니다. 활성탄을 0.1wt% 첨가하면 상대 밀도(93.1%)와 경도(25.2GPa)가 크게 증가했습니다. 상대 밀도와 경도는 각각 97.1% 및 31.4GPa로 추가 증가했으며 활성탄 함량은 최대 0.2wt% 증가했습니다. 서로 다른 조성을 가진 이러한 소결된 SiC 펠릿의 XRD 분석을 수행하여 그림 6에 나타내었습니다. 29°에서 기록된 약한 실리콘 피크를 제외하고는 소결 후에도 결정 구조의 변화가 없었습니다. 나노 크기의 Si-SiC 복합 입자.
<그림>
SPS 공정에 의해 나노 크기의 Si-SiC 복합 입자와 활성탄으로 소결된 SiC 펠릿의 XRD 프로파일(a, b, c, d 및 e에 대한 자세한 내용은 표 2 참조)
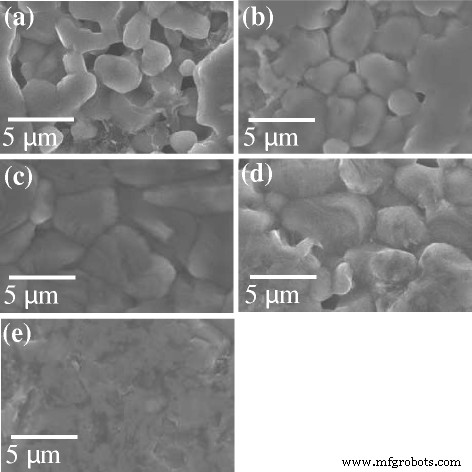
그림 7은 다양한 마이크론 크기의 SiC와 나노 크기의 Si-SiC 조성을 가진 소결된 SiC 펠릿 표면의 FESEM 이미지를 보여줍니다. 나노 크기의 Si-SiC 함량이 5wt%일 때 SiC의 입자 크기는 기공이 더 큰 2-3μm였습니다(그림 7a). 그림 7b, c와 같이 나노 크기의 Si-SiC 함량이 증가함에 따라 결정립 크기가 증가했습니다. Si-SiC가 10wt% 및 15wt%인 SiC 펠릿의 입자 크기는 각각 약 3–5 및 4–6 μm였습니다. 그림 7d, e는 활성탄 첨가 후 소결된 SiC 펠릿의 FESEM 이미지를 나타냅니다. 활성탄을 0.1wt% 첨가하면 거대 입자가 나타나기 시작하는데, 이는 실리콘과 활성탄의 반응 결합에 의해 SiC 조직의 치밀화가 진행되었음을 시사한다. 활성탄을 최대 0.2wt%까지 추가로 증가시키면 그림 7e와 같이 SiC 조직이 완전히 조밀화되었습니다.
<그림>
SPS 공정에 의해 나노크기의 Si-SiC 복합 나노입자와 활성탄으로 소결된 SiC 펠릿의 FESEM 이미지(a , b , ㄷ , d , 및 e 표 2)
에 나와 있습니다.
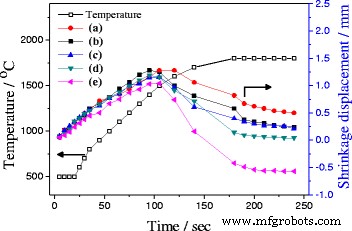
그림 8은 다양한 소결 온도에서 조성이 다른 소결된 SiC 샘플의 수축 변위를 보여줍니다. 1500°C까지 모든 시편에 대해 기록된 팽창이 있었는데, 이는 주로 SiC 혼합물에 존재하는 가스의 팽창 때문입니다(그림 8a-e). 또한, 초기 소결 단계와 비교하여 소결 후 SiC 혼합물 분말을 포함하는 흑연 주형의 높이가 1.0-1.28mm 증가함을 관찰할 수 있습니다. 소결 온도를 더 높이면 나노 크기의 Si-SiC 나노 입자의 소결 효과로 인해 모든 시편이 수축됩니다. 소결 온도에서 시편의 유지 시간이 0분에서 1분으로 증가하면 시편의 수축도 증가했습니다. SiC와 Si-SiC의 혼합물에 활성탄을 추가하면 활성탄이 없는 SiC/Si-SiC 혼합물에 비해 1500°C 후 더 높은 수축 변위를 보였습니다(그림 8d, e). 또한, 추가 활성탄의 첨가량이 증가함에 따라 수축 변위가 증가한다. 예를 들어, 활성탄 첨가량이 0.1에서 0.2wt%로 증가했을 때 수축 변위는 1.11에서 1.61mm로 증가했으며, 그림 8d와 같이 e. 이는 Si-SiC 복합 나노입자의 유리 규소와 활성탄의 반응 결합 효과 때문이다. 이 반응의 발열 특성은 소결 동안 SiC 펠릿 내부의 실제 온도를 증가시킵니다. 따라서 이러한 결과는 실리콘과 활성탄의 반응 결합 효과가 SiC 세라믹의 상대 밀도와 경도를 증가시킬 수 있음을 분명히 확인시켜줍니다.
<그림>
SPS 공정 중 나노크기의 Si-SiC 복합 나노입자로 소결된 SiC 펠릿의 수축 변위 변화(a, b, c, d, e의 세부사항은 표 2 참조)
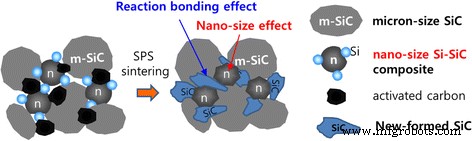
이상의 실험 결과로부터 나노 크기의 Si-SiC 복합 분말과 활성탄을 이용한 마이크론 크기의 SiC 분말의 소결 메커니즘을 다음과 같이 요약할 수 있다. 나노크기의 Si-SiC 복합분말이 10wt% 첨가된 마이크론 크기의 SiC 분말의 소결은 1600°C에서 시작되었으며, 소결온도 및 유지시간이 증가할수록 소결반응이 가속화됨을 표 1에서 확인하였다. 이 결과로부터 Si-SiC 복합 나노입자의 나노크기가 마이크론 크기의 SiC 분말의 소결에 미치는 영향을 확인하였다. 여기서, 마이크론 크기의 SiC와 나노 크기의 Si-SiC 복합 분말의 혼합물에 활성탄을 첨가하면, Si-SiC 복합 나노입자의 유리 규소 사이의 발열 반응에 기인한 반응 결합이 유도될 수 있다. 결과적으로 나노 크기의 Si-SiC 복합 분말과 활성탄을 소결 첨가제로 사용한 마이크론 크기의 SiC 분말의 소결 메커니즘은 나노 크기의 두 가지 효과에 모두 있음을 알 수 있었습니다. 나노 크기의 Si-SiC 복합 분말에서 도입된 크기 효과 및 반응 결합 효과
<그림>
나노 크기의 Si-SiC 복합 분말과 활성탄을 소결 첨가제로 사용한 마이크론 크기의 SiC 분말에 대한 소결 메커니즘의 개략도
결론
마이크론 크기의 SiC(2~5μm) 분말은 Si 분말과 활성탄 소스를 사용하여 고체 상태 방법으로 합성되었습니다. 20-70 nm 입자 크기를 갖는 나노 크기의 Si-SiC 복합 분말은 비전이된 아크 열 플라즈마 공정에 의해 제조되었습니다. 소결 첨가제로 마이크론 크기의 SiC 분말과 나노 크기의 Si-SiC 복합 입자의 비율이 다른 혼합물을 사용하여 SPS 공정에 의해 소결된 SiC 펠렛을 제조하였다. 마이크론 크기의 SiC와 나노 크기의 Si-SiC(90:10)의 고정된 비율에서 상대 밀도와 Vicker 경도는 소결 온도 및 유지 시간이 증가함에 따라 증가했습니다. 최대 상대 밀도(88.2%) 및 Vicker 경도(21.2)는 1분 유지 시간 동안 1800°C 소결 온도에서 기록되었습니다. 마이크론 크기의 SiC와 나노 크기의 Si-SiC의 혼합물에 활성탄을 추가하여 상대 밀도와 Vicker의 경도를 더욱 높였습니다. 상대 밀도와 Vicker 경도는 SiC/Si-SiC 혼합물에 0.2wt%의 추가 활성탄을 추가하여 각각 97.1% 및 31.4GPa로 증가했습니다. Si-SiC 복합 입자의 나노 크기 효과와 실리콘-탄소 반응 결합의 발열 특성이 상대 밀도 및 경도 증가의 원인이 되는 것으로 밝혀졌습니다. 따라서 나노 크기의 Si-SiC 복합 입자는 SiC 세라믹의 소결에 유망한 첨가제가 될 수 있다고 제안되었습니다.